Lower Deposition Temperature PVD Coatings Allow for Greater Choice in Mold Materials
New technology allows for application temperatures as low as 200°C (390°F) with no loss in coating performance.



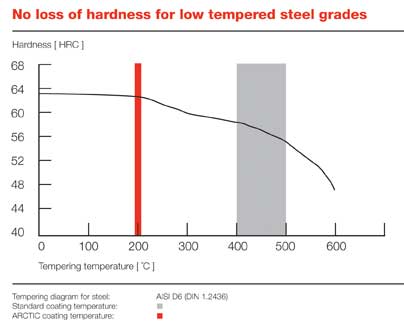
Lower coating deposition temperature allows mold materials with lower tempering thresholds (AISI D6 in this example) to be coated without loss of hardness.

PET bottle core coated with low-temperature titanium nitride coating. Image courtesy of Oerlikon Balzers.

Lower coating deposition temperature allows mold materials with lower tempering thresholds (AISI 420 in this example) to be coated without distortion.
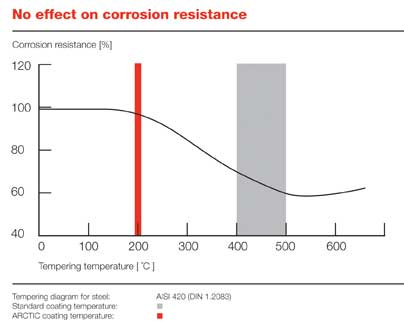
Lower coating deposition temperature allows mold materials with lower tempering thresholds (AISI 420 in this example) to be coated without reduction in corrosion resistance. Graphs courtesy of Oerlikon Balzers Coating USA Inc.
The benefits of PVD coatings for molds and mold components have been well documented: reductions in cycle time, easier mold filling, greater wear resistance, reduced demolding forces and increased productivity. However, due to the high temperatures of the arc deposition processes, applying traditional PVD coatings to mold steels and components at elevated temperatures of 200 to 260°C (400 to 500°F) is detrimental to mold tooling that is normally tempered below 260°C (500°F). The added process of tempering adds cost and lowers surface hardness that is often needed for processing. A new technology developed now allows for application temperatures as low as 200°C (390°F) with no loss in coating performance. This development gives moldmakers, designers and injection molders a greater variety of choice when selecting materials for new applications.



Conventional PVD Coatings
Only a few microns thick and harder than steel, PVD (Physical Vapor Deposition) coatings such as TiN, TiAlN and CrN are useful tools for moldmakers and molders. Their high hardness imparts abrasive wear resistance while their ceramic composition resists corrosion and enhances mold release. Because of this inherent lubricity, PVD-coated tools have the additional advantage of increasing flow for faster mold filling and shorter cycles.
Key applications of PVD coatings are on ejector guide elements, cavities and cores where the coatings’ tribological properties protect against seizure and corrosion. Internal lubricants and release agents can in some cases be eliminated. The coatings’ hardness and wear resistance protect molds from highly glass- or mineral-filled resins, as well as hot-gas corrosion from materials like PVCs and CPVCs.
PVD coatings for tools are conventionally applied by arc deposition temperatures between 400 and 500°C (750 to 930°F), which makes them well suited for steels with higher tempering temperatures including M2 and CPM grades. However, this high deposition temperature made PVD coating unfeasible for a wide variety of cold working steels, copper alloys and die steels that are used in plastic processing.
Lower Deposition Temperature = Greater Choice of Materials
Now, a new arc technology permits coating deposition at temperatures as low as 200°C (390°F). This lower temperature allows mold materials with lower tempering thresholds to be coated without distortion, loss of hardness or reduction in corrosion resistance, and the PVD coatings have no performance loss compared to those deposited at higher temperatures.
This technology not only improves the productivity and tool life of existing mold components, but also allows moldmakers, designers and molders a greater material choice when designing new molds and components. Improved durability, higher surface hardness and increased service temperatures can be achieved from less expensive, easier to machine mold materials including cold-working steels, die steels and copper alloys.
This article discusses three high-performance nitride coatings produced by the lower temperature arc evaporation process, which will be of particular interest to moldmakers: a titanium nitride coating1, a monolayered chromium nitride coating2 and a nano-layered titanium aluminium nitride coating3.
Improved Demolding
Surface disturbances on molds and components can be a leading cause of demolding issues, particularly for molds made of steels with lower surface hardness. These surface disturbances can be due to the properties of the mold material (such as porosity) or because of the breakdown of the mold over time (caused by the effects of resins). A new low temperature deposition process for titanium nitride coating has been designed to improve demolding and filling as well as provide enhanced mold surface protection.
It has a surface hardness of 2300HV and a coefficient of friction against steel of 0.4. These properties help prevent the buildup of resins, increase wear-resistance and provide a surface that is easier to clean. The inert properties of this low deposition temperature PVD make it ideal for molds working in linear polyesters (PC, PBT(B), PET(P)) and styrene polymers (PS, SB, SAN, ABS, ASA). Additionally, this coating is biocompatible and safe for food contact.
Wear, Corrosion and Oxidation Resistance
Moldmakers may be familiar with hard chromium plating. Applied at low temperatures, this coating is widely used to improve hardness and corrosion resistance. A monolayered chromium nitride coating that shows better corrosion resistance, significantly higher hardness (1750HV versus 1245HV for hard chromium), better coating adhesion, and improved resistance to abrasive wear is available. It has a coefficient of friction against steel of 0.5 and a maximum service temperature of 700°C (1290°F).
These properties give plastic injection molds an advantageous combination of wear, corrosion and oxidation resistance. This coating is well suited for coating molds that work in plastics that, during processing, outgas chlorine, fluorine or other aggressive volatile contents, including: polyolefins (PE, PP, PB), acetal resins (POM), polyamides (PA), linear polyesters (PC, PBT(B), PET(P), and polyaryis/polysulphones (PPE, PEEK, PAEK/PPS, PSU, PES).
Hardness and Stability
The higher hardness properties of PVD help to protect the surfaces of mold components from highly glass- or mineral-filled resins. The new low temperature process for the nano-layered, titanium aluminium nitride coating has a microhardness of 3300HV and features high levels of oxidation resistance. It has a coefficient of friction against steel of 0.30 - 0.35 and a maximum service temperature of 900°C (1650°F).
These are ideal for plastic injection molds with textured surfaces and for working in engineered plastics including polyamides (PA) and polyaris/polysulphones (PPE, PEEK, PAEK/PPS, PSU, PES). It is also well suited for the processing of melts with fiberglass reinforcement and die-cast aluminum molds.
Summary
Applied at temperatures as low as 200°C (390°F), these coatings retain all of the properties of standard PVD coatings. The lower deposition temperature allows for the coating of mold materials that would distort under the higher deposition temperatures of previous generation PVD coatings.
This coating technology gives moldmakers, designers and molders a greater material choice when designing new molds and components without having to sacrifice mold performance or life.
References
1 BALINIT® A ARCTIC (TiN).
2 BALINIT® D ARCTIC (CrN).
3 BALINIT® FUTURA NANO ARCTIC (TiAlN).












Related Content

Hands-on Workshop Teaches Mold Maintenance Process
Intensive workshop teaches the process of mold maintenance to help put an end to the firefighting culture of many toolrooms.
Read More
The Ins and Outs of Hot Runner Temperature Control
A training checklist that explains the why and how of proper hot runner temperature control and system management.
Read More
What is Scientific Maintenance? Part 2
Part two of this three-part series explains specific data that toolrooms must collect, analyze and use to truly advance to a scientific maintenance culture where you can measure real data and drive decisions.
Read More
Portable Low-Heat, Non-Arcing Resistance Welder for Mold Repair
Rocklin’s user-friendly MoldMender Micro Welder delivers simple and cost-effective localized repair in-house with precision and versatility, enhancing mold and die durability and reducing disassembly and downtime.
Read MoreRead Next

How Surface Treatments Keep Molds Operating Longer
Important tips and information about mold coatings to help you achieve the level of production that you and your customers desire.
Read More
How to Prevent Seizing and/or Galling of Wear Plates, Slides And Core Pins
Using PVD/PACVD surface treatments can produce a desired tribological behavior without a costly change to design or material.
Read More
Are You a Moldmaker Considering 3D Printing? Consider the 3D Printing Workshop at NPE2024
Presentations will cover 3D printing for mold tooling, material innovation, product development, bridge production and full-scale, high-volume additive manufacturing.
Read More