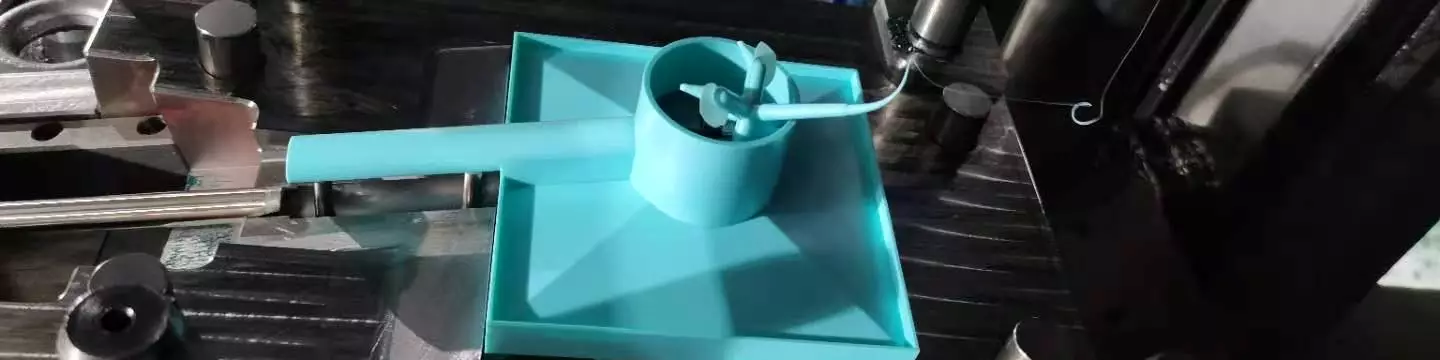



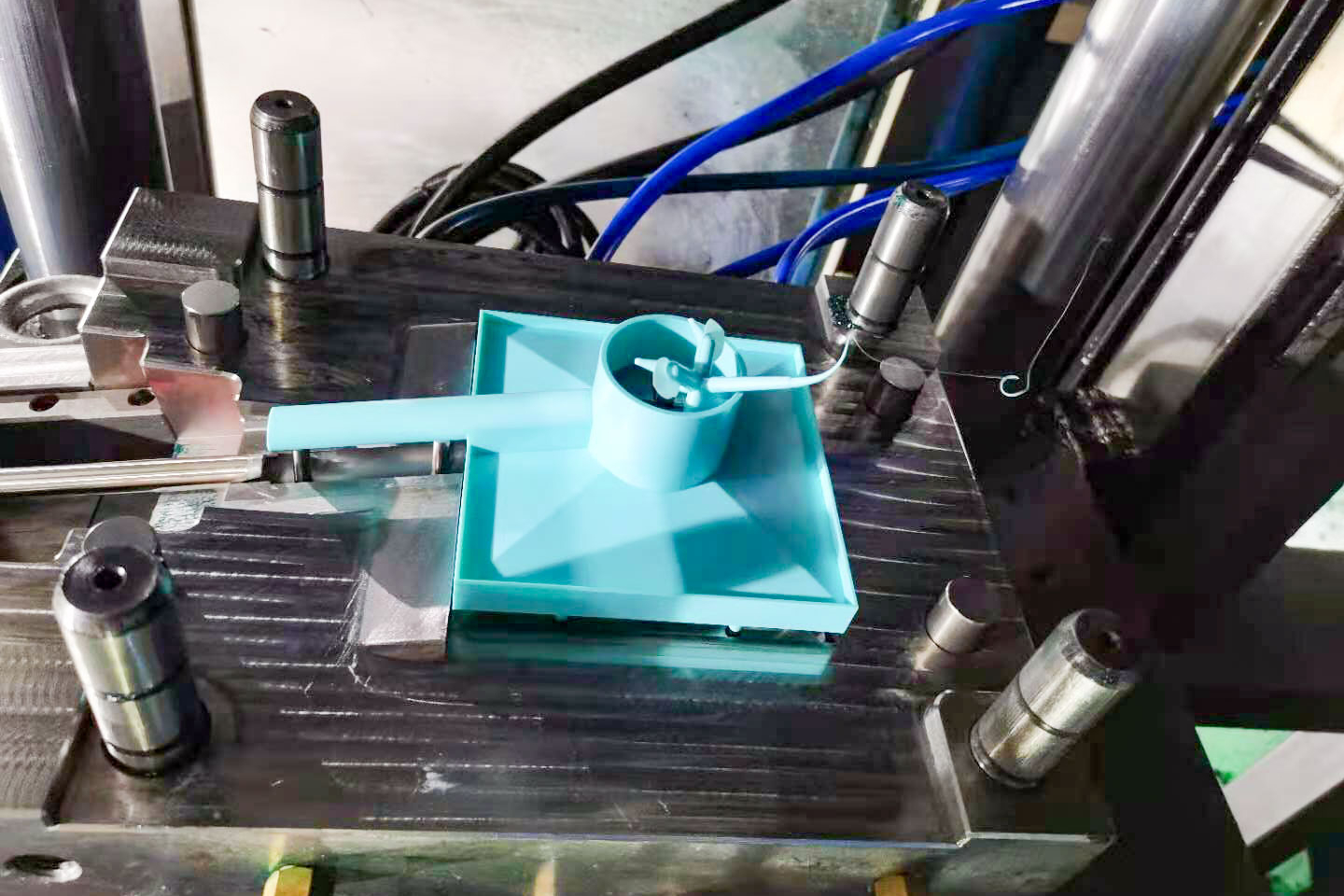
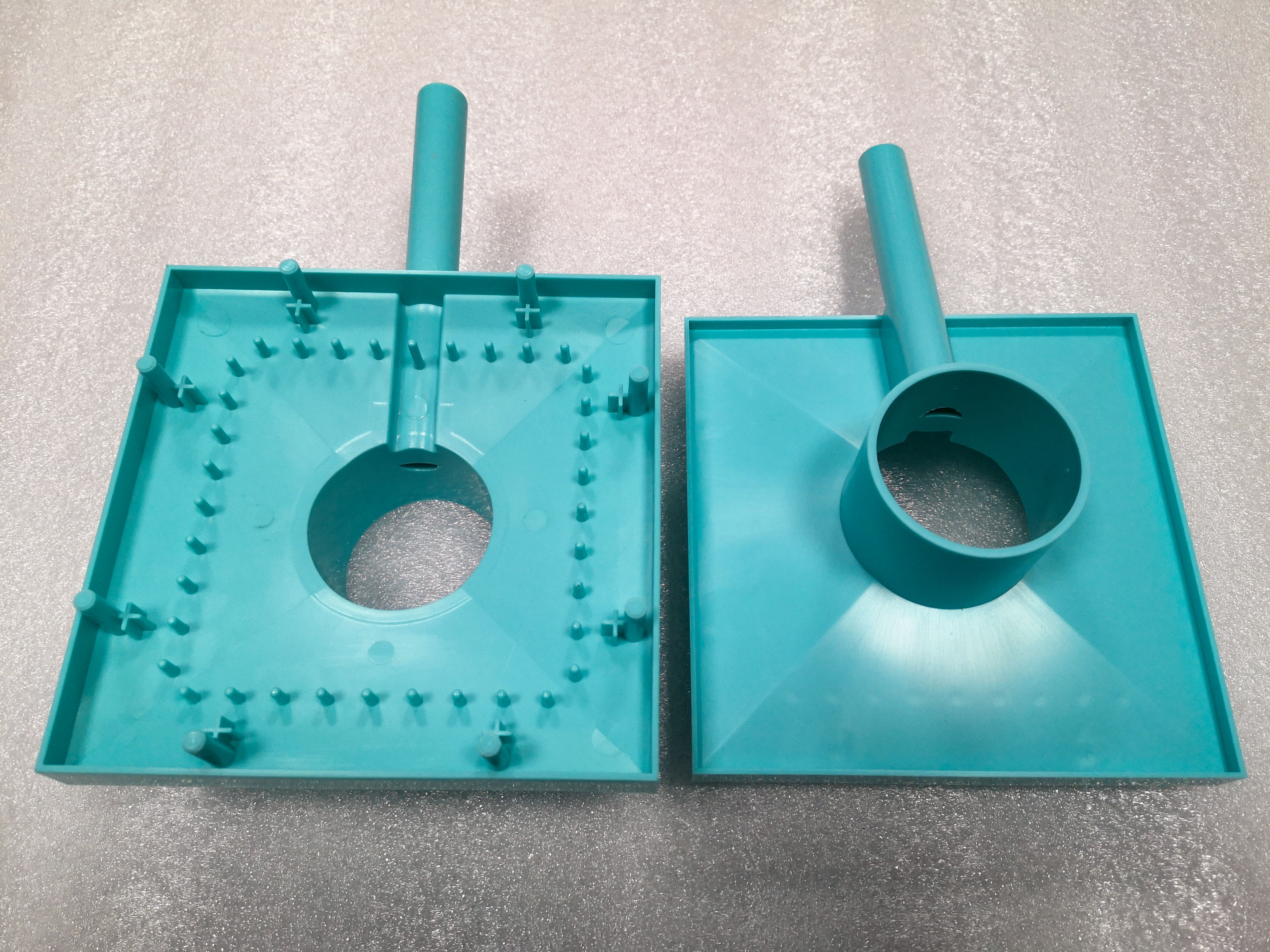
Plug-and-Play 3D-printed mold insert installed in an injection mold. Photo Credit, all images: Instaversal
When it comes to 3D printing conformal cooling channels, there have been two main conventional powder metal material options: maraging steel (good crack resistance but poor thermal properties) and H-13/H-11 (good thermal properties but prone to cracking). However, today, another option offers the ease of build from maraging steel and the thermal properties of H-13 — a modified, high thermal conductivity (HTC) powder that offers crack resistance, excellent thermal conductivity properties and good mechanical properties.
Chemistry is Key
The last thing you want is to be uncertain about how a metal powder will act. So, the goal of developing this modified HTC metal powder was to mirror H-13 as much as possible, considering it is the material mold builders are most familiar with — offering repeatability, good structure in the as-build phase and tempering for the desired hardness.



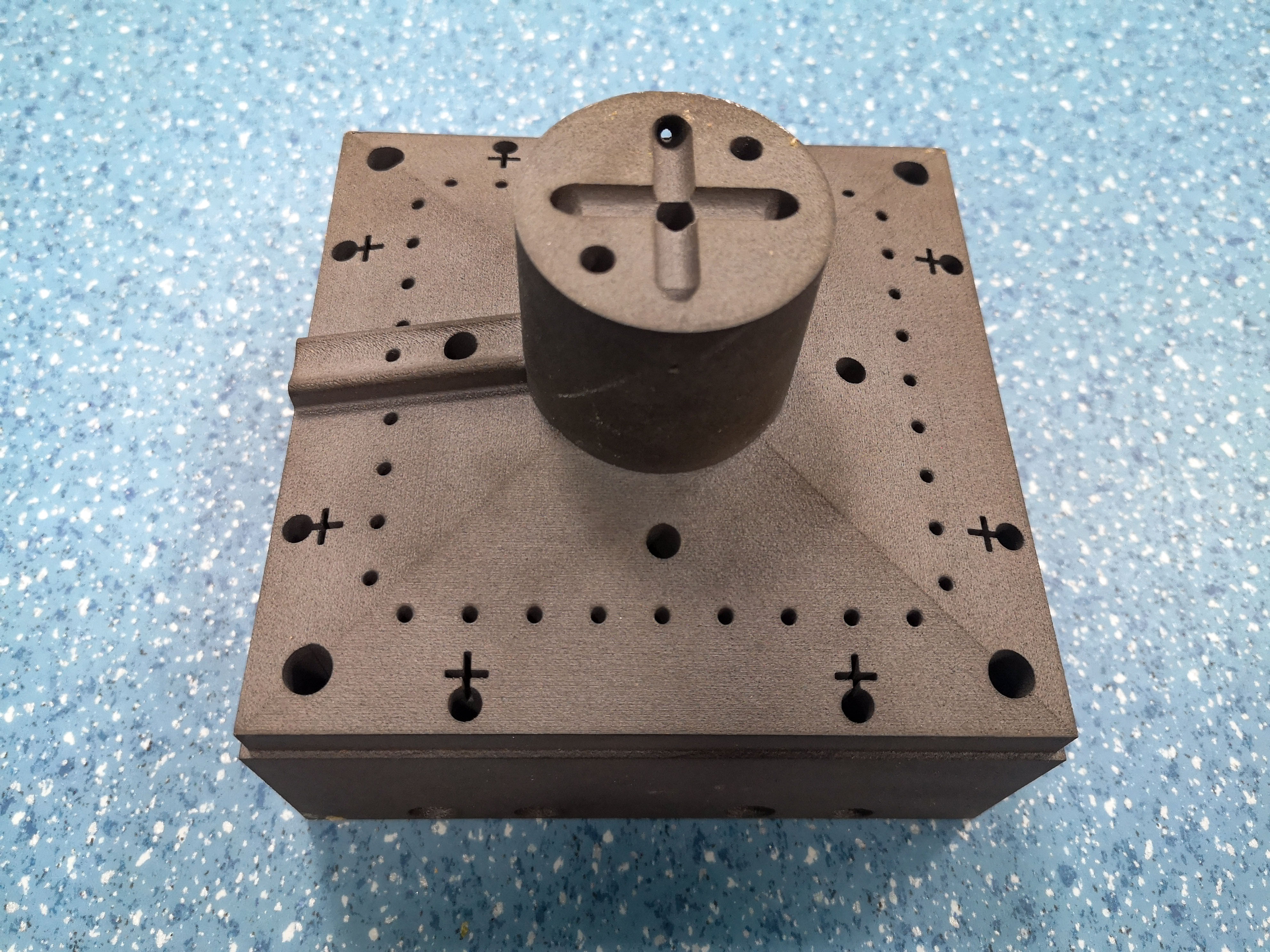
As-printed 3D-printed mold insert.
Here are a few factors to consider when evaluating metal powders for conformally cooled molds:
- Thermal conductivity. The alloying elements in the steel determine a material’s thermal conductivity, which is all about moving heat from areas of high temperature to areas of low temperature. Alloying elements act either as a conductor or an insulator. Because of this, the silicone content was lowered to improve the thermal conductivity of this modified HTC powder. Then, to eliminate cracking or form building, it was given a hardness of 48 Rockwell with less carbon content (0.23%).
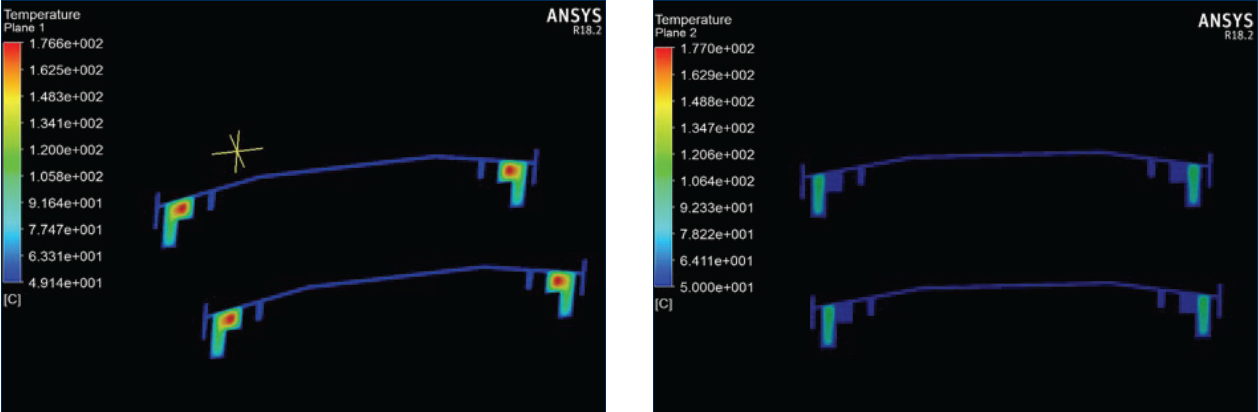
Before thermal conductivity optimization (left) and after optimization (right).
- Flow rate. This powder’s development also involved improving its flow rate properties because if a powder does not flow properly, voids and density problems occur. The HTC powder’s relative density using the metal 3D printing system was 99.96% dense, which is very close to wrought steel, resulting in a powder that flows well and prints very quickly.
- Heat treatment. Shot blast, shot peen or sandblast after the build phase to lower the peaks and valleys. Then temper and remove the part.
- Toughness. Impact toughness is related to the carbon copy content in the material and the steel matrix. The HTC powder shows up to 100 joules per square centimeter.
Other mechanical properties — tensile strength, 2% proof stress, reduction of area elongation — are all similar or better than a forged H-13 material.
Software Strategies
Going from powder to printed parts involves sourcing the material, designing the part for postprocessing and then integrating the conformal-cooled insert into the mold. However, one of the most significant limitations with printing cooling channels and features that don’t require critical overhangs and support materials is that inclination angles can result in cracking or failures in features. The key is printing features that provide the thermal benefits of the material as it relates to cooling the part, which is the leading reason mold builders use additive manufacturing (AM). So, powder choice is vital.
Using a dynamic profile channeling toolset can help mold builders implement 3D printing with a modified HTC metal powder in two ways:
- Designing cooling channels. Adjust the profile of the cooling channel normal to the X and Y plane to ensure printability based on the printer, material and design.
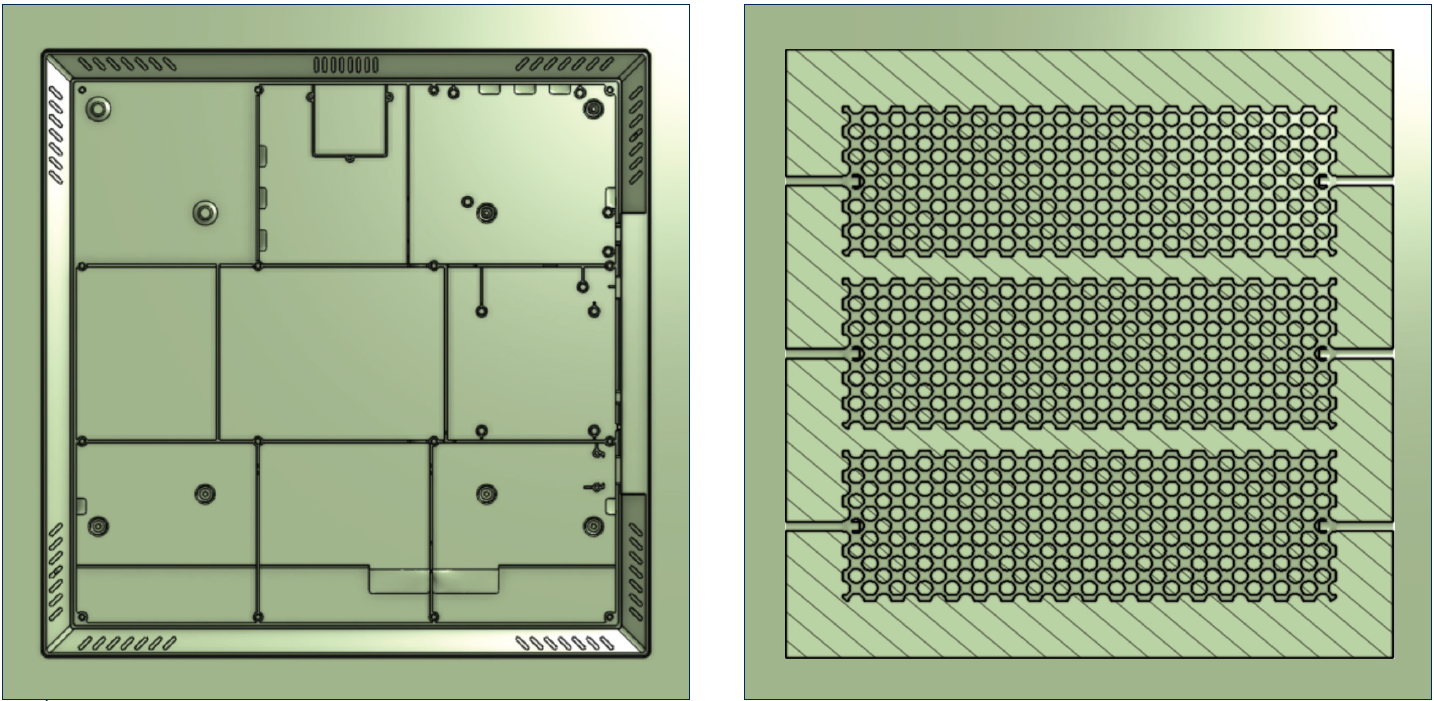
Printed cooling channel lattices for maximizing surface area, bottom view of mold (left) and top view sectioned with automatically generated printable lattice structures (right).
- Building cooling channels off of the 3D part. Current toolsets do auto channeling or autorouting, but until now, none have considered feasibility as it relates to printing. You can now leverage an HTC material to get better cooling implemented directly into your design and then have it print without error.
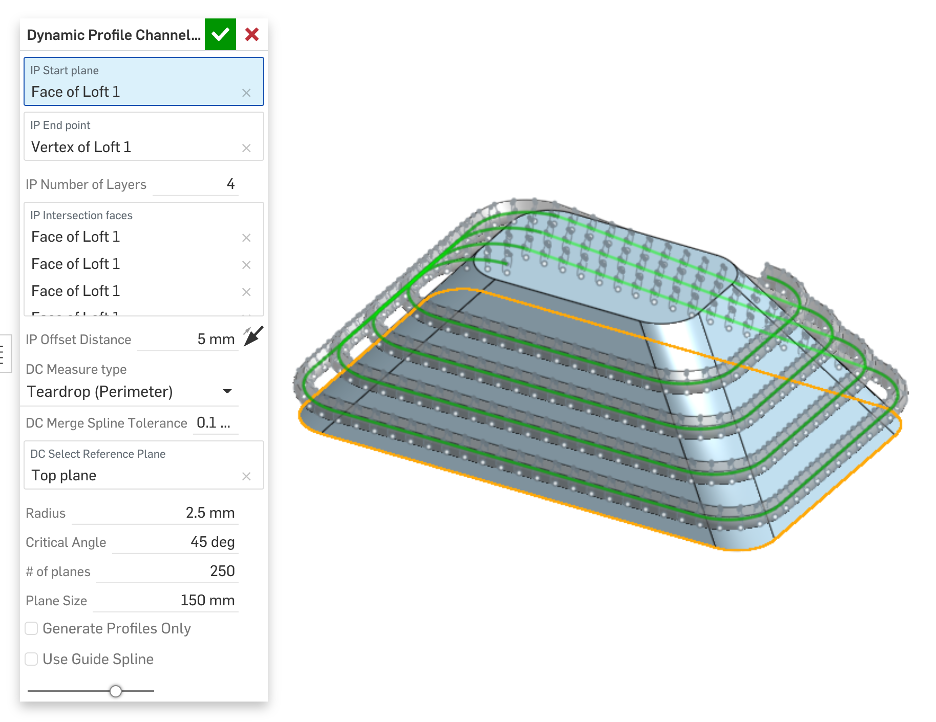
Dynamic channel profiles for conformal cooling.
Dynamic profile channeling can help with embedded heat sinks and cooling channels. For example, with flat or slightly curved parts where traditional or AM methods fall short when a shop needs to put cooling channels on a large surface area. Dynamic profile channeling enables shops to create cooling channels that follow the entire surface of the part’s profile by offsetting against the specific surface, which can then integrate directly into the mold insert.
The last thing you want is to be uncertain about how a metal powder will act.
Leveraging software techniques like dynamic profile channeling can help users directly print inserts with 100% accuracy the first time with no risk of failed prints. In addition, it helps to establish an iterative design process that allows users to optimize the cooling channels and then print and use the inserts for molding parts.
Injection-molded parts from the 3D-printed mold insert.
A shop can also use advanced predictive engineering modeling to identify the design that will yield the best results related to cycle time. For example, testing with a modified HTC metal powder revealed a reduction in cooling time from 35 to 10 seconds.
This involves using simulations to ensure targets are hit with regards to even cooling and cooling times that meet target cycle times by identifying the material of the polymer, 3D-printed mold insert and other tooling elements, flow rate and cooling line paths. In addition, simulating before printing will avoid wasted time and resources on scrapped tooling that might not yield the desired results.












Related Content

6 Ways to Optimize High-Feed Milling
High-feed milling can significantly outweigh potential reliability challenges. Consider these six strategies in order to make high-feed milling successful for your business.
Read More
Treatment and Disposal of Used Metalworking Fluids
With greater emphasis on fluid longevity and fluid recycling, it is important to remember that water-based metalworking fluids are “consumable” and have a finite life.
Read More
Solving Mold Alignment Problems with the Right Alignment Lock
Correct alignment lock selection can reduce maintenance costs and molding downtime, as well as increase part quality over the mold’s entire life.
Read More
Hands-on Workshop Teaches Mold Maintenance Process
Intensive workshop teaches the process of mold maintenance to help put an end to the firefighting culture of many toolrooms.
Read MoreRead Next

The Mold Builder’s Guide to Additive Manufacturing
An overview of mold building needs that AM can address and specific AM techniques best suited to each.
Read More
Exploring AM Powders for Tooling
More options in AM tooling materials exist today that provide properties for crack resistance, thermal conductivity and heat treatment.
Read More
Hybrid Approach to Producing Mold Inserts Boosts Productivity and Profitability
Mold inserts with additively produced cooling circuits eliminate design constraints, reduce the cost of complexity, improve part dimensions, decrease cycle time and speed time to market.
Read More