How to Better Balance Family Molds
A servo-driven valve gate can provide superior processing for family molds with significant variances in part sizes and volumes.
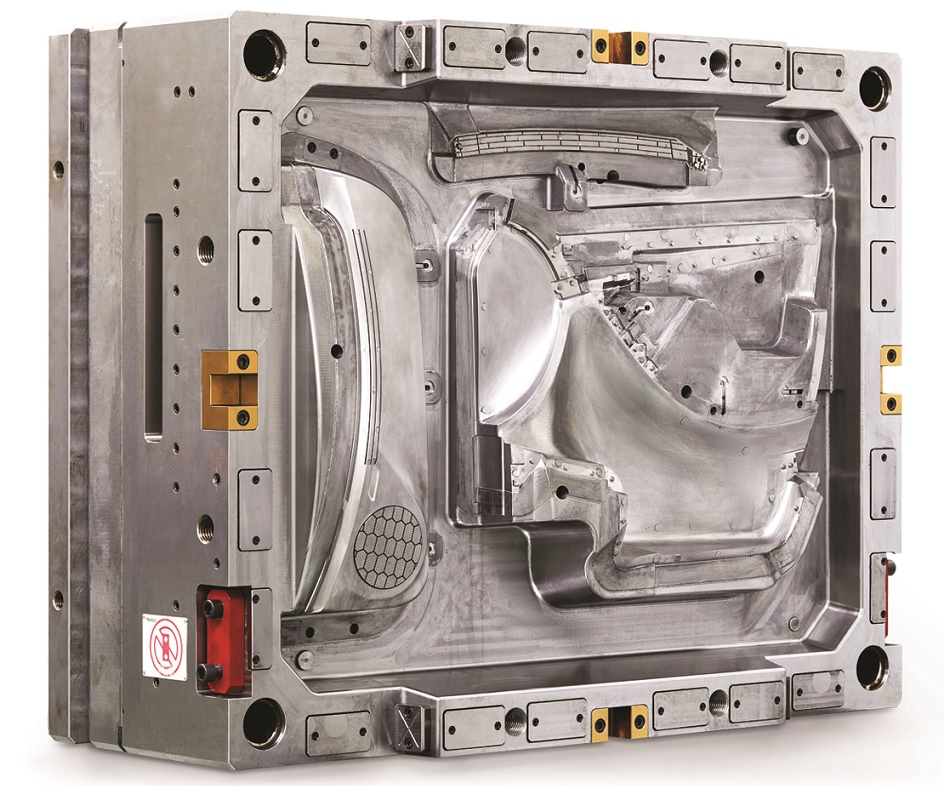
This demonstration tool shows how servo-driven technology allows for one-shot production of three high-quality visible parts with flawless, finely-grained surfaces without pressure lines or flow marks for use in automotive interiors. Images courtesy of HRS Flow.
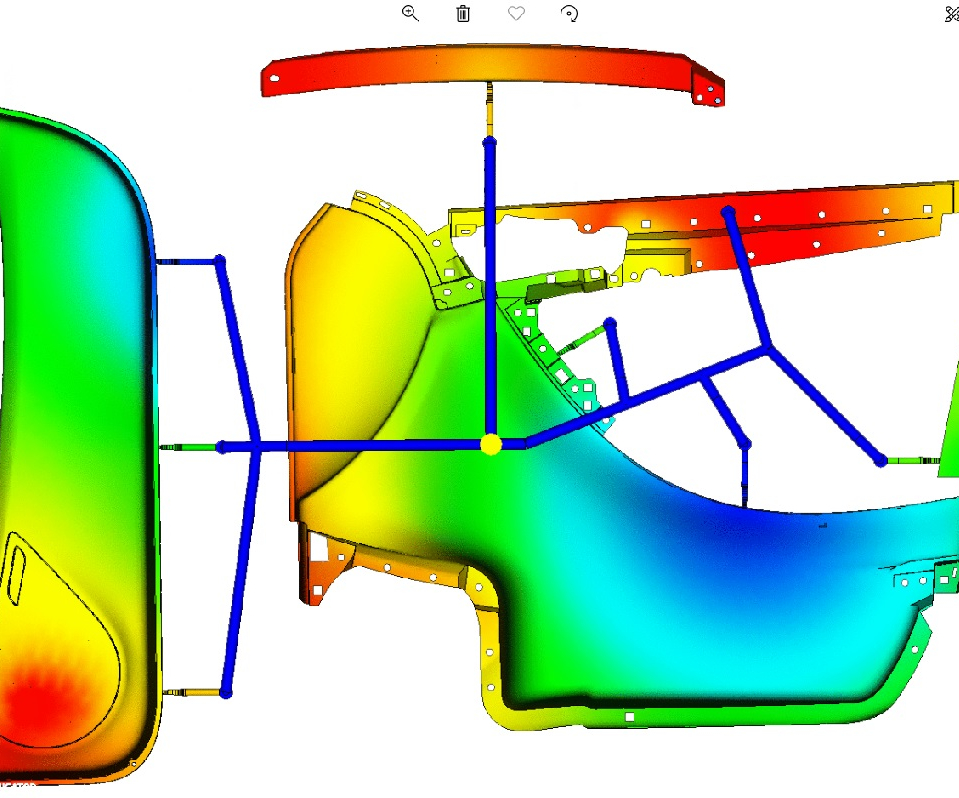
Servo-driven technology allows for completely independent processing at each gate.

Servo-driven hot runner technology allows family molds to produce vastly different parts without any compromise to quality.



Family molds, which allow plastic processors to create different parts in a single mold, offer great advantages regarding lowering total tooling budgets and managing work-in-progress (WIP). Historically, family molds present inherent challenges and require expertise to balance material within the multiple cavities properly. With traditional control methods, all cavities are processed using common parameters set at the injection piston. So, the parts in a family mold customarily need to be very similar in size, weight, wall section and volume.
However, using servo valve gate technology to control the process for each cavity individually directly at the gate can eliminate this constraint. The molding operator can control the stroke, velocity and force of each individual pin independent of one another. The resulting pressures, flow rates and volumes of the melt in the cavity are controlled at each gate independently, which means that each cavity or gate can have its own process (fill speed, fill pressure, pack pressure, pack time). This precise control can prevent overfeeding and flash formation on different-sized parts while all cavities are filled simultaneously.



This precise control can prevent overfeeding and flash formation on different-sized parts while all cavities are filled simultaneously.
Proving it Out
The demonstration family mold pictured above was made with three different weights and volumes to prove out the capabilities of a servo-driven electric valve gate system. The polypropylene parts include an automotive door panel (560 cm³), map pocket (338 cm³) and reinforcing bar (58 cm³) with wall thickness ranging between 2.3 mm and 3 mm.
Engineers designed the 1190 mm x 950 mm x 851 mm, 6530-kg mold to process propylene and ABS in an injection molding machine with a 10,000 kN clamping force. The processor obtained information about the mold-filling process from two pressure sensors located in each large cavity and the small cavity, while six contact sensors provided mold deflection data during the injection phase.
Engineers equipped the mold with an eight-nozzle, electrically-driven valve gate hot runner system designed for sequential injection molding. The aligned nozzle openings, permitted by electric technology, alleviated the pressure loss that often occurs during injection molding and eliminated any surface marks. Precise control of nozzle pressure during the holding pressure phase improves part quality in each cavity. The cycle time to produce the three parts was approximately 55 seconds.
This servo-driven solution can help maximize efficiency and decrease costs of a family mold with large part variances.
About the Author
Sergiu Fatu Ph.D is an engineering manager for HRSflow North America.
For More Information
Related Content
-
Machining Center Spindles: What You Need to Know
Why and how to research spindle technology before purchasing a machining center.
-
How to Eliminate Chatter
Here are techniques commonly used to combat chatter and guidelines to establish a foundation for optimizing the moldmaking process.
-
Making Quick and Easy Kaizen Work for Your Shop
Within each person is unlimited creative potential to improve shop operations.







