When to Shift: Conventional Molding or Rapid Manufacturing?
To make intelligent decisions of when to use one process over another, certain considerations must fall into place. This discussion will deal with laser sintering.



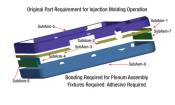
Photo 2. Original part requirement for injection molding operation.
Photo 1. Immediate need bracket for the International Space Station. Photos courtesy of Prototypes Plus.
With the emergence of rapid prototyping during the 1990s, another fabrication process was created and naturally dubbed rapid manufacturing. Skepticism was high whether the new technologies could ever really be used for anything other than engineering models; however, several opportunities materialized that made rapid manufacturing a very attractive option.
Still, could the new processes actually compete with the current standard processes of injection molding or roto-molding? Even if one could achieve the accuracy needed for a specific part geometry, would the process be stable and repeatable? Would the part be stable over time and have the necessary material properties? How much would it actually cost?



To make intelligent decisions, certain considerations must fall into place. How many parts will you need to produce and what will they be worth? One consideration would most likely be to avoid using an additive process to produce thousands of parts for a commodity market. That would be a natural decision for a hard tooled process such as injection molding, which can amortize the cost of the hard tooling over thousands of parts.
A more appropriate approach for an additive process (in this case, laser sintering is used) would be a high-tech industry—perhaps aerospace or medical—where limited numbers of parts can be fabricated. The typical curve of part cost versus the volume of parts is well known1. In industries like these, often there becomes a distinct need for batch lots of parts and even individual unique parts. This lends itself well to rapid manufacturing over injection molding, as the cost and schedule to fabricate hard tooling for a small number of parts becomes cost prohibitive.
Case Study 1: Retainer Bracket
This is an interesting part as NASA engineers found a potential vibration problem while testing components for the International Space Station under simulated launch loads (see Photo 1). A small electrical connection had vibrated loose during testing. A simple fix for a retaining bracket became a very large problem as the tooling could not be completed in time for the scheduled launch. A launch delay can cost millions of dollars and have a lingering effect on subsequent launches as well.
Since a very successful program of building several hundred parts for the Space Station using laser sintering had been recently completed, the same company was contacted to build the brackets needed. Back in the mid-nineties, it was considered very aggressive to nest 200 individual parts into one build. Keep in mind, the platform of choice at the time had a round work envelope of 12 inch (300mm) diameter by 16 inch (400mm) deep.
To further expedite the fabrication process, the part number was added to the part file, saving an additional two days. In the end, 200 critically needed brackets were fabricated, inspected, serialized and delivered across the U.S. to the launch facility in one week. Something unheard of previously within the space program, and something not feasible at the time using conventional molding techniques. Yes, these parts cost many times what a similar part would have cost as an injection molded part, but ancillary costs dwarfed the individual part cost difference.
Let’s review some of these ancillary costs. On another aircraft program, a significant cost reduction was realized with the incorporation of simple mounting feet on an environmental control duct. The required shape of the mount prohibited the part from being injection or roto-molded as one piece. In the part’s original design, the main part was roto-molded to obtain the basic shape then separate (conventionally manufactured) mounting feet were bonded to the part.
Some of the ancillary costs eliminated by using a one-piece rapid manufactured part include:
- Elimination of hard tooling for the part shape and the mounting feet.
- Elimination of the mounting feet entirely (now fabricated as one piece with the part).
- Elimination of the tooling required to locate the feet during the bonding operation.
- Elimination of the hazardous bonding adhesive.
- Elimination of the certifications required and the training involved for the mechanic performing the assembly operations.
- Elimination of storage space required for the above tooling.
A significant cost impact when considering fewer than 50 of these were required for a year’s production. There are hundreds of these various parts required for each aircraft with similar part count requirements.
Case Study 2: Aircraft Plenum
This part is currently injection molded; however, cost reduction in this environment is an ongoing project. Due to the part size and design, it is currently fabricated using a total of eight components or sub-assemblies. Each one of these components requires tooling for the injection molding process. One of the methods investigated to reduce overall cost is laser sintering.
| Chart 1 | |
| Injection Molded Aircraft Plenum Cost Estimate | |
| 1. Tooling for Injection Molding | |
|
$90,000.00 |
|
$75,000.00 |
|
$60,000.00 |
|
$225,000.00 |
| Tooling Leadtime 16-20 weeks (repeat for every design change) | |
| 2. Assembly Fixtures | |
|
|
|
|
| 3. Tooling Maintenance | |
|
|
| 4. Part Cost | |
|
|
|
|
|
|
| Laser Sintered Aircraft Plenum Cost Estimate | |
| Average build cycle time (days): | 2.6 |
| EOS 730 Machine rate (per hour): | $55.00 |
| Engineering rate (per hour): | $125.00 |
| Inspection rate (per hour): | $ – |
| Technician rate (per hour): | $70.00 |
| CNC programmer rate (per hour): | $ – |
| CNC machine rate (per hour): | $ – |
| Material cost (per build): | $9,240.00 |
| Ancillary handling expenses: | $924.00 |
|
$13,986.00 |
|
$1,554.00 |
| Based on 100% virgin material | |
| Material Volume per Build - 210 lbs. (95Kg.) | |
| Note: If greater recycling is obtained, price can be lowered significantly. | |
| Injection molded aircraft plenum cost estimate versus laser sintered aircraft plenum cost estimate. Chart courtesy of Prototypes Plus. | |
A comparison is provided with both processes taken into consideration (see Chart 1). As this is an aircraft part, a typical production need will be one hundred plenums per year. Many of the components were ganged together within a single injection molding tool when possible to minimize tooling cost.
As this part has no integral mounting provisions or hardware, one can assume this part is early in its design stage. The costs provided are only relating to the current design. What this means is the tooling cost associated with injection or roto-molding would need to be repeated with the next generation design change. In the aircraft business, an opportunity to remove weight either by reducing part count or design changes is very important.
Reduction in fabrication expense can be through the elimination of re-occurring expenses (i.e. assembly, bonding or reduction of ancillary mounting hardware). On the same token, this part will be a very expensive laser sintered part as the application requires commercial use, flame-retardant material. For the sake of this exercise, virgin material is used for the cost basis for the entire production run.
The break-even point to amortize the injection molding tooling is only 146 assemblies, which is pretty attractive. But with imminent design changes and the low production number required, laser sintering becomes an attractive alternate means of manufacture.
The bottom line is that for a production run of 50 parts (see Photo 2 and Chart 1): injection molding (including cost of tooling) single part cost: $4,500.00, and laser sintering single part cost: $1,544.00.
References
1“Rapid Manufacturing An Industrial Revolution for the Digital Age” Hopkins, Hague & Dickens: Loughborough University, UK. Copyright JohnWiley & Sons.
















Related Content

Machining Center Spindles: What You Need to Know
Why and how to research spindle technology before purchasing a machining center.
Read More
Laser Welding Versus Micro Welding
The latest battle in finely detailed restoration/repair of mold materials.
Read More
The Benefits of Hand Scraping
Accuracy and flatness are two benefits of hand scraping that help improve machine loop stiffness, workpiece surface finish and component geometry.
Read MoreExploring ISO 9000 - Part 16 Control of Quality Records
A Series of International Standards for Quality Management and Quality Assurance. We begin 2022 with a review of Clause 4.16 Control of Quality Records.
Read MoreRead Next

Analysis of the Additive Manufacturing (AM) Industry Worldwide, Part I
After more than two decades of research, development and use, the additive manufacturing industry continues to expand with the introduction of new technologies, methods and applications. Additive processes have had a tremendous impact on design and manufacturing, and this impact will continue to grow in the coming years.
Read More
How to Use Strategic Planning Tools, Data to Manage the Human Side of Business
Q&A with Marion Wells, MMT EAB member and founder of Human Asset Management.
Read More
Reasons to Use Fiber Lasers for Mold Cleaning
Fiber lasers offer a simplicity, speed, control and portability, minimizing mold cleaning risks.
Read More