
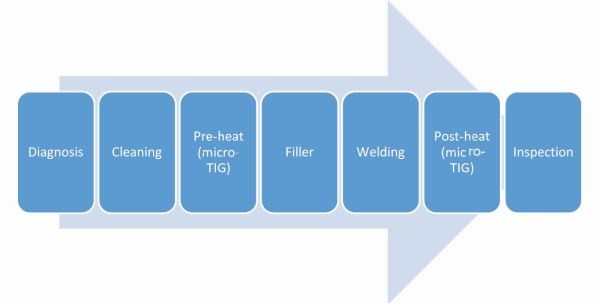
Under the Scope: Mold Repair Workflow
These seven steps can help any shop secure an effective mold repair procedure.

Examination through a microscope can help a welder diagnose the weld repair and understand the task at hand. Images courtesy of Toolweld Inc.

A color change to brown or purple in most steels indicates proper heating.



In most welding shops, there is a certain procedure for handling a mold from when it arrives for repair to when it is ready for a customer. At my company, it is a seven-step process that may require adjustments depending on whether we are using micro-TIG or laser welding. For example, preheating and postheating are often essential parts of micro-TIG welding, but not laser welding. Regardless of the process used, the following steps can help any shop secure an effective mold repair procedure.
Step 1: Diagnosis. Welders should ask a series of questions regarding the location of the weld, material type and the goal of the task in order to accurately diagnose the repair and devise the best welding solution. Communication between the welder and the engineer is critical. Any potential problems that might inhibit the welding process must be discussed. These problems include, for example, EDM recast layers, steel types, contamination, coatings and ease of access. In addition, the specific welding process to be used must be determined and discussed in terms of its advantages and disadvantages.
Step 2: Cleaning. Thoroughly clean all potential welding repair areas before welding begins to prevent contamination from causing porosity and microscopic cracks in the mold surface. Remove oil and grease with isopropyl alcohol, acetone or another special cleaning solution appropriate for use on molds. Dig out rust or pitting with a stainless steel brush. Its hard bristles can remove most contaminants. Do not use a stainless steel brush to clean a diamond-polished surface, however, as it will cause scratches. Also, if you are unable to completely remove contaminants in a difficult-to-reach area, explain to the customer before any welding takes place the problems that may occur in the weld.
Step 3: Preheating (micro-TIG). Depending on the size of the mold and the degree of damage, if it is made of steel and is to be micro-TIG welded, it should first be preheated. Preheating permits the use of lower amperage, which produces a smaller weld and helps reduce cracking. The preheating can take place on an electric hotplate, with a torch (for larger molds) or in a specialty oven. The preheat temperature parameters vary for each steel type, so follow the steel manufacturer’s guidelines. Typically, mold steels require a temperature range from 500°F to 700°F. A color change to brown or purple in most steels indicates proper heating. This is not true for 420 stainless steel, however, which will show no noticeable color change due to its high level of chromium. Chromium provides heat resistance and so requires the use of an infrared temperature gun or a temperature-indicating crayon to ensure the proper heating temperature is reached.
The microscopic heat-affected zone created by laser welding eliminates the need for preheating in those applications, although the material being laser-welded should be at least at room temperature. This reduces microscopic cracking in materials with a Rockwell hardness higher than 55.
Step 4: Filler choice. Check with your rod supplier to accurately match your filler rod to the steel to be welded, and be aware that the required diameter of filler rod may not always be available.
When selecting a filler rod, consider mold steel type, type of repair and expectations of the engineer/customer. For example, if the customer requires a weld with a lower Rockwell hardness for 420 stainless steel, use 420 or 410 stainless filler rod. The same applies with H-13 steel, in which case you should use H-13 or an H-13-modified filler rod (softer Rockwell hardness). Ultimately, the customer dictates the use of standard or modified filler rod, and the Rockwell hardness of a filler rod is a key factor. Generally, the lower hardness of softer filler rods provides crack resistance, and harder filler rods provide wear resistance and durability. A softer, modified filler rod may be used on repairs in inside corners, for example, because a hard filler rod can cause cracking in the center of the weld bead.
Step 5: Welding. Each welding process requires a specific technique, position and machine calibration. This is where welding experience and the machine manufacturer’s guidelines come into play. A seasoned welder knows how to accurately calibrate the starting micro-TIG amperage, laser beam power and displacement, and shielding gas displacement. He or she also knows that, with laser welding, positioning the laser beam to the correct distance and angle is critical to ensure the best penetration. Experience also shows that micro-TIG welding requires a special feeding technique when adding filler rods in diameters smaller than 0.015 inch, because rods of this size melt before entering the weld puddle. Lastly, an expert welder knows that preheated molds need to maintain the preheat temperature throughout the welding process to reduce the potential for cracking and improve the general weld-ability of the material.
Step 6: Postheating (micro-TIG). After welding, the mold should be postheated or stress-relieved, as this reduces hardness and other stresses in the heat-affected zone of the weld. Postheating is similar to preheating, except the temperature range is much higher (1,100°F to 1,250°F). It is important not to postheat the steel near the annealing point (1,350°F to 1,750°F), since this will lower steel hardness and cause changes in the dimension of the material. Using a tool to accurately test mold temperature during postheat is necessary. As with preheating, laser welding does not require postheating.
Step 7: Customer inspection. After postheating, the mold needs to cool down slowly to room temperature. Forced rapid cooling (using water or refrigeration) can shock the steel, causing cracks. Once the piece is cool enough to handle, clean it with isopropyl alcohol and a stainless steel brush, and return it to the customer. Upon delivery, the customer should inspect the weld
repair using a magnifying glass.
These seven steps serve as guidelines for a mold’s weld preparation and welding process. Exceptions can be made based on customer requests and parameters.
















Related Content

VIDEO: Hot Runner Maintenance Tips
Scott Clark, Hot Runner Business Manager for Husky Technologies, breaks down maintenance practices for hot runner systems.
Read More
The Ins and Outs of Hot Runner Temperature Control
A training checklist that explains the why and how of proper hot runner temperature control and system management.
Read More
Most-Viewed Content of 2022
The most popular MoldMaking Technology content according to analytics reports over the past 12 months.
Read More
Laser Welding Versus Micro Welding
The latest battle in finely detailed restoration/repair of mold materials.
Read MoreRead Next

Under the Scope: Considerations for Mold Repair Welding
This new series is intended to arm toolmakers and engineers with the necessary knowledge to make better informed decisions during tool repairs, including an understanding of welding terminology, procedures and challenges.
Read More
How to Use Continuing Education to Remain Competitive in Moldmaking
Continued training helps moldmakers make tooling decisions and properly use the latest cutting tool to efficiently machine high-quality molds.
Read More
Are You a Moldmaker Considering 3D Printing? Consider the 3D Printing Workshop at NPE2024
Presentations will cover 3D printing for mold tooling, material innovation, product development, bridge production and full-scale, high-volume additive manufacturing.
Read More