
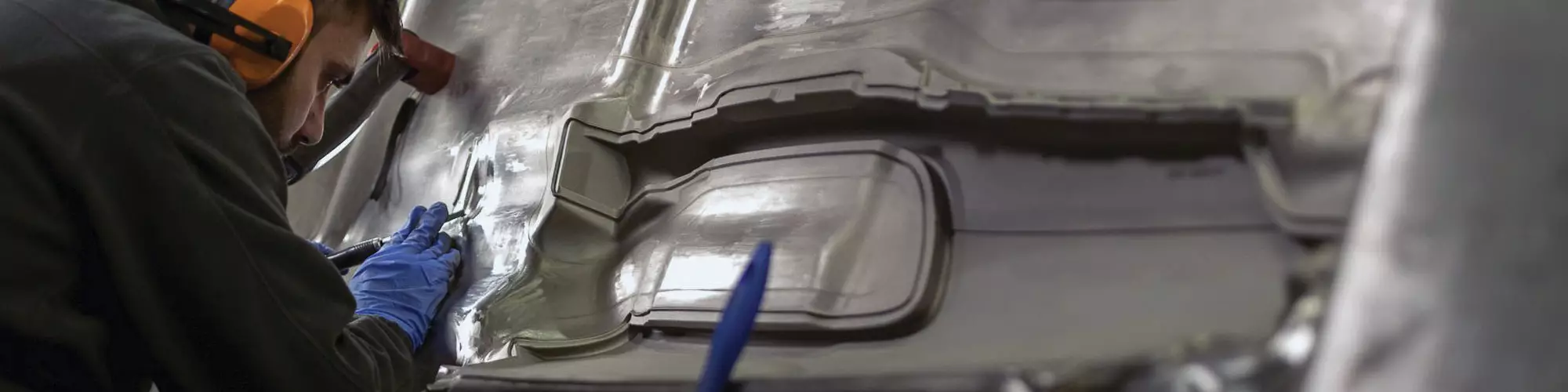

Surface treatment suppliers say customers are experiencing more surface wear due to abrasive molding materials and that they are looking for vendors to perform not only surface repair and treatments but preventive maintenance concurrently for added convenience and time savings. Here a mold polisher plies his craft on a very large automotive mold. Image courtesy of Mold-Tech.

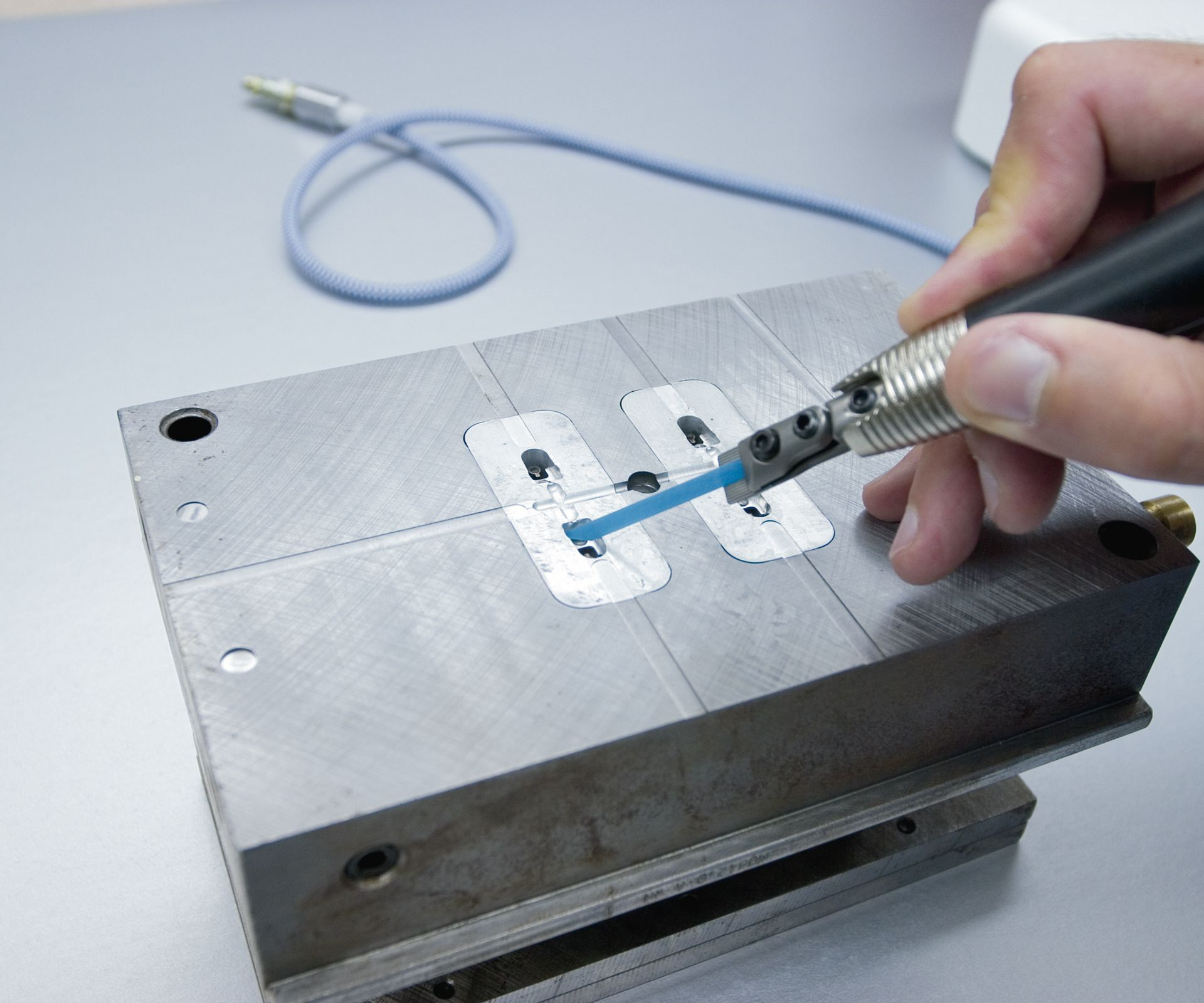
Shown here is a lighting mold refurbishment utilizing conforming wire anodes for the tool body. This helps to achieve a consistent plating thickness over the highly complex surface geometry of the mold surface for more even wear and excellent release characteristics. Image courtesy of SurfaceTec.
Strong but thin ceramic polishing stones like the one being used here make it easier to polish fine mold details in hard-to-reach areas like ribs and slots. Many surface treatment suppliers are answering the call for on-site services, especially when the customers are in need of surface finishes for larger molds. Image courtesy of Boride Engineered Abrasives.

Many moldmakers and molders are looking for ways to reduce costs and downtime by skilling up employees in the art of mold polishing. Here, Steve Smith, polishing instructor at Paul H. Gesswein and Co. Inc., teaches students how to polish SS420 to a mirror, A-1 surface finish. Image courtesy of Paul. H. Gesswein and Co. Inc.



Surface treatments for molds are like icing on a cake. After a mold is built or repaired, moldmakers finish the mold by polishing and plating (coating) both cores and cavities, as well as any high-wear components.
Mold polishing is used to create smooth and polished surfaces using techniques like blasting, stoning, gritted paper or diamond buffing. Etching and lasers are used to product texture profiles. Many still consider polishing an art form because it takes time, practice, and patience to become skilled at it. Coatings options are more diverse today, though most incorporate some level of chrome or nickel to produce mold surfaces that resist corrosion and abrasion and promote better part release. Whichever finish a customer desires, more than anything the objective is to ensure the mold produces plastic parts better and faster.



MoldMaking Technology asked several surface treatment experts to reveal what they see in the industry regarding surface treatment trends, challenges, and solutions.
Customers Want Protection, Longer Life, Perfection
Luis Gonzalez, president of SurfaceTec (Franklin Park, Illinois), says, his company is seeing more molds with grooves for stiffening ribs. “Because these molds are processing high-percentage glass-filled materials, our customers are asking us to chrome plate those grooves, so the entire mold has substantially the same wear cycle,” he says. “Without plating the grooves, customers see adhesion failures at the grooves while the body of the tool still has good release characteristics.”
“The biggest trend we are seeing is the desire to extend mold life by protecting it from abrasion, corrosion, and from parts sticking to the surface,” Rich Wozniak, technical services manager at Bales Metal Surface Solutions (Downers Grove, Illinois). “More customers are using resins with higher percentages of fillers like glass (as high as 55 percent), wood and fiber. These are extremely tough on molds.”
Gonzalez also points out that customers are increasingly requesting that his company perform repairs of large-scale molds on-site versus at SurfaceTec. He further notes that schedules are often a challenging priority. “We estimate that about 95 percent of the large-scale tools we refurbish don’t have spares, so both moldmakers and manufacturers are under pressure to get repair and refurbishment jobs turned around fast before banked part inventories get exhausted. The schedule constraints seem to get further magnified for the surface finishing component of the process, so the challenge for us is to accomplish what we need to do in a compressed timeframe, and just as critical, get it done correctly,” he says.
Lesley Murphy, sales and marketing manager, Mold Polishing Products, at Boride Engineered Abrasives (Traverse City, Michigan), concurs. “I asked Scott Williams, general manager of M&M Polishing Inc. (Coloma, Michigan), a longtime Boride customer, and he says that shops are requesting polishing houses to send polishers to work on-site where the mold is being run to avoid shutting it down and taking the time to ship the mold securely.” She adds, “He also said that climate is a challenge when it comes to maintenance, repair and surface treatment. Climate varies from shop to shop as does the finish on each mold. M&M Polishing sees many molds that get pulled from the press without the proper rust preventative applied. The result is surface damage from water getting into the tool via condensation, a waterline leak, etc.”
More customers are using resins with higher percentages of fillers like glass (as high as 55 percent), wood and fiber.
John Hoff, president of Nanoplas Inc. (Grandville, Michigan), says press downtime is very expensive, and molders want to minimize downtime and startup issues like scrap so that they can run more molds faster. “For moldmakers, often the challenge is in design,” he says. “More intricate parts are creating challenges with releasing parts during production, so customers are using surface treatments and moving away from spray mold releases, which can be expensive and build up on the mold’s surface. In the medical molding market, spray mold releases are sometimes not even an option.” He adds that molders want better cleaners, rust preventatives and greases to minimize downtime and to improve startup times and reduce scrap.
Paul Williams, sales manager, and senior program manager at Mold-Tech/Standex (Carol Stream, Illinois), says he is finding that customers are putting a higher emphasis on gloss management, consistency, and maintenance. “Gloss management represents an important part of the product designer’s vision of how the part looks and interacts with its surroundings,” he says. In automotive interiors, for example, there is a desire for low gloss, low reflectivity within the cabin. Leather grained textures are used to mimic leather, which in nature are always a low gloss or low sheen. Parts for automobile exteriors are often of a higher gloss, like headlamp assemblies and badging. In these cases, the higher-gloss parts look richer next to the higher-gloss trims and paints. “Gloss consistency represents quality, and gloss levels can change over time, especially when molding abrasive materials, so texture profiles may need to be adjusted to restore the original gloss.”
Williams also notes that customers are experiencing more surface wear due to abrasive molding materials and that they are looking for vendors to perform not only surface repair and treatments but preventive maintenance concurrently for added convenience and time savings.
Gloss management represents an important part of the product designer’s vision of how the part looks and interacts with its surroundings.
“There are so many coatings on the market today,” Gene Bianco, president of Progress For Industry Inc. (Saegertown, Pennsylvania), says. He explains that his customers tend to plate new molds with nickel or a nickel co-deposit to enhance the molding process and extend mold life, but he advises them how important it is to know specific details about the mold before choosing a coating. “I tell them they must know to what temperature the plating process exposes the substrate material,” he says. “I ask them whether they can control the coating buildup, keep the deposit uniform, and easily remove the coating without losing any material.”
SurfaceTec’s Gonzalez takes caution a step further, saying tools manufactured off-shore present their own kind of challenges. “Depending on where the tool originates, the standardization of base metals may be different than what we are accustomed to,” he says. “For example, we may get basic engineering properties, but we don’t know how much chromium or magnesium is in the alloy, which affects how the tool accepts plating, polishing, welding, and so on.”
Michael Muth, president of Slide Products Inc. (Wheeling, Illinois), cites cost as a challenge, pointing out that surface treatments that are used to help improve processing efficiencies are considered investments rather than simple expenses. “Maintenance managers often need approval before making this sort of investment in their molds and tools,” he says.
Greg Gesswein, president of Paul H. Gesswein and Co. Inc. (Bridgeport, Connecticut), says customers tell his team that their customers are requesting higher surface finishes, like a mirror or A-1 or A-2 diamond. “This presents a challenge for our customers who have to keep up with these demands,” he says. “The interesting thing is that these high finishes are desired not only because the part requires it for functional purposes, but sometimes the customers simply want their parts to be shiny and perfect.”
Solutions Embody Prevention and ‘MacGyver Spirit’
“We are offering solutions that aid in protecting the substrate material. Let the coating take the abuse and save the mold,” says Bales Metal Surface Solutions’ Wozniak. “Doing this is more cost effective because it reduces the need for added maintenance and repair.” He says that, depending on the percentage of fillers in the plastic material, a hard surface coating with a Rockwell hardness of between 67 and 85 can be very effective. “Nickel boron nitrite (67RC after post-bake) is great for your low-end glass-filled materials, and with a low coefficient of friction it aids in resin flow and part release,” he says. “For high-glass-filled materials, a diamond-chrome coating at 85RC is great for abrasion protection.”
The ability to staff these projects with experienced, key people who have the knowledge and ‘MacGyver’ spirit to improvise and solve problems on the fly is critical.
Addressing customer requests for plating in grooves, Gonzalez says SurfaceTec uses a process for anode fabrication that combines individual bladed anodes that rest within the grooves with more traditional wire anodes for the tool body. “We’re finding this allows us to achieve a consistent plating thickness both in the grooves and over the tool body,” he says. An increase in challenging off-site refurbishments has motivated the company to miniaturize and make portable some processes that are not practical in application outside of the shop. “This has required us to think inventively, and we designed and fabricated new equipment for some of these jobs based on specific requirements. At the same time, we need to compress the usual timeframes by quite a bit, so the ability to staff these projects with experienced, key people who have the knowledge and ‘MacGyver’ spirit to improvise and solve problems on the fly is critical.” Still, he stresses that while the cost-benefit compared to transporting a large tool back to a repair shop seems obvious at first glance, the on-site jobs require a lot of communication and preparation for both SurfaceTec and the customer. “We focus on this during the quoting phase, so the customer has enough information on project specifics and costs to make that cost-benefit decision.”
Progress For Industry’s Bianco says his company is striving to educate the molding world about how plating the entire molding surface for engineering changes can be accomplished with pit-free coatings up to 0.005-inch thickness or more. “This will save time and money by achieving a dimension change without building new tooling,” he says. “We offer coatings that can be applied over 0.005 inches thick, evenly, no matter the configuration of the substrate.”
“Nanoplas is known for its nano-thin coatings that can be applied to the mold in the tool room or the press, eliminating the need for spray mold releases,” Hoff says. The nano-mold coating aids in release but will not change the surface of the mold. “It can last for up to 300,000 shots without reapplication, which reduces downtime,” he adds. “We have introduced a new, NSF-listed grease that is capable of handling temperatures up to 500˚F. Our cleaners, rust preventatives, and greases keep the mold surface free from buildup, which reduces surface cleaning frequency.”
Not only does Mold-Tech/Standex offer polishing services to a mirror finish, Williams says the company is also expanding its “tool enhancement” services, including tool finishing, to meet customer demands for optimized mold function as it pertains to appearance quality. Some new and advanced capabilities include re-gloss services and more options for gloss adjustment, and proprietary mold coatings that offer corrosion and wear resistance, dry lubrication and extended mold life as well as a coating that re-contours the mold surface to cover any pores, crevices or etch marks. “When we say tool finishing, we are addressing more than just polishing. We can correct flash, minor E/C and weld damage,” he says. “Mobile laser welding is a new offering from Mold-Tech. From our facility in McDonough, Georgia, we cover the entire Southeast region with our on-site repair capabilities, from Alabama to North Carolina and Tennessee to Florida.”
Boride’s Murphy says manufacturing, sourcing and distributing new products that remove material faster and leave a better finish is a priority. “We’ll continue to bring new products to the table like diamond polishing products, rust preventatives and portable equipment that are effective and efficient in response to the evolving requirements of the moldmaking industry.”
Skills-Based Solutions Work, Too
“A unique solution we are offering our customers, so they can answer the demand for high surface finishes, is our polishing classes,” Gesswein says. “There is a lot of trial and error and learning through experience, and what we teach is the foundation of polishing and the basics and the principles.”
He says the classes, which they launched in 2013, have become a big hit, selling out months in advance. “We're getting good feedback and good referrals from people. The demand is there.”
There's a lot of trial and error and learning through experience, and what we teach is the foundation of polishing and the basics and the principles.
The class consists of a combination of classroom and hands-on instruction over two days. If there is interest, students can also get a crash course in micro-welding. Customized, on-site training is also an option. “If our customers have specific challenges or a specific need our instructors provide training in their shops,” Gesswein says. “Many times, they might not have the latest technology for polishing, so we will bring our equipment. We work on their molds and their tools when on-site, whereas, at our facility, the students learn on sample blocks of metal.”
Additionally, Gesswein says his company continually looks for new technologies and polishing equipment that the mold finisher would need to use to achieve high finishes, especially for complex parts that cannot be done by hand. “You need power tools to help you get into tight areas and to finish these complex parts within a reasonable amount of time,” he says — the most popular polishing system the company offers features an ultrasonic tool, a rotary tool, and a profiler tool. “It covers the whole spectrum of power tools that they need for precision polishing. It is also a lot more affordable today.”
“I think part of the reason why more companies are interested in our classes is that they're losing the skill set from their experienced staff that's retiring, and so they're training a new generation.”
For More Information
Bales Metal Surface Solutions / 800-215-6653 / balesusa.com
Boride Engineered Abrasives / 800-662-0336 / borideabrasives.com
M&M Polishing Inc. / 269-468-4407 / mandmpolishing.com
Mold-Tech/Standex / 630-588-0400 / mold-tech.com
Nanoplas Inc. / 616-452-3707 / nanomoldcoating.com
Paul H. Gesswein and Co. Inc. / 203-366-3953 / gesswein.com
Progress For Industry Inc. / 814-763-3707 / pfiinc.com
Slide Products Inc. / 800-323-6433 / slideproducts.com
Surfacetec / 630-521-0001 / surfaceteccorp.com







Related Content

How to Clean and Maintain Molds With Intricate Conformal Cooling Channels
A water-based, eco-friendly plastic mold cleaning system helps Rankine-Hinman Manufacturing restore flow rates and avoid big-ticket failures on complex and costly molds.
Read More
Automating Mold Polishing With AI-Powered Robotics
Empowering human workers and harnessing the precision of AI-driven robots may help streamline the polishing process for some molds and tooling.
Read More
Ultra-Fast Femtosecond Laser Texturing Helps Produce EV Lighting Lens Molds
Edge-lighting lens patterns present moldmaking challenges that ultra-fast femtosecond laser texturing technology can overcome.
Read More
Understanding Diamond Compounds
Diamond compounds, with their varied grades, colors and base options, provide a comprehensive solution for mold builders in need of precise and superior polishing across diverse materials and applications.
Read MoreRead Next

How to Use Strategic Planning Tools, Data to Manage the Human Side of Business
Q&A with Marion Wells, MMT EAB member and founder of Human Asset Management.
Read More
Overcoming Pain Points in Moldmaking with AI
Shops that embrace AI as a tool, not a threat, can enhance efficiency, preserve expertise, and attract tech-savvy talent.
Read More
How to Use Continuing Education to Remain Competitive in Moldmaking
Continued training helps moldmakers make tooling decisions and properly use the latest cutting tool to efficiently machine high-quality molds.
Read More