
New Developments in P/M Steels for Moldmaking
Using advanced P/M processing to enhance material chemistries and capabilities, and creating new alloys that push the envelope into new application areas.
Highly alloyed steels are difficult to manufacture using conventional steel melting methods.
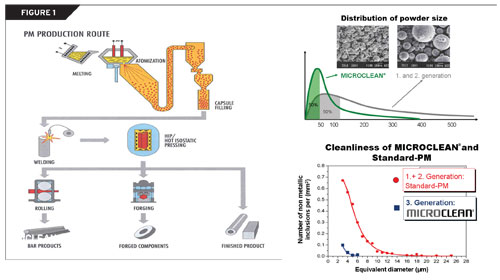
Figure 1: Bend strength levels and fatigue strength are improved by more than 20 percent. Figures/ Charts courtesy of Bohler-Uddeholm.
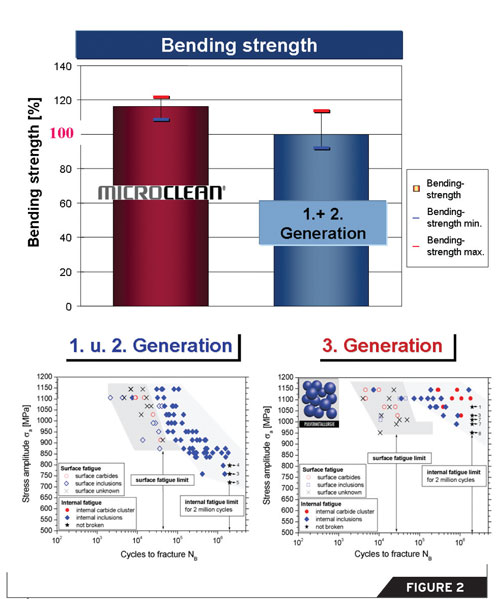
Figure 2: Comparison of bending and fatigue strength.
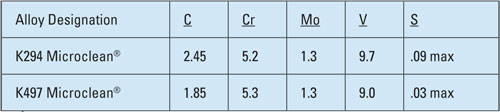
Chart 1: Material chemistry review.

Figure 3: Barrel and screw made from third generation P/M steels.

Figure 4: Lifters showing scoring on previous S-7 tool steel. Photo courtesy of StackTeck, Inc.



Highly alloyed steels are difficult to manufacture using conventional steel melting methods. As alloying elements such as chromium, tungsten, molybdenum and vanadium increase in content, they will segregate during solidification and form carbide networks that make the steel more brittle. Even hot working will still leave a coarse and nonuniform microstructure. By making an ingot small enough, solidification can take place quickly, so that segregation is reduced to negligible levels. This is the concept behind producing steel using atomization. A standard cast ingot, which can weigh several tons, would need hours to solidify; a powder particle needs only fractions of a second for total solidification. Hence, powder atomizing technology was introduced to address these common concerns.
Since its inception, the powder metallurgical process has evolved as new technologies have been incorporated into the manufacturing sequence. New tundish, atomizing and encapsulation practices have been developed that permit the powder to be further refined in size, shape distribution and cleanliness. Once these powders are compacted, rolled or forged, the mechanical properties are improved over older methods. Bend strength levels and fatigue strength are improved by more than 20 percent as shown in Figures 1 and 2.



Development in two areas have taken place: (1) taking the previously established chemistries and enhancing their capabilities using advanced P/M processing; and, (2) creating new alloys that push the envelope into new application areas.
Plastic Molding Demands
Since the powder metallurgical process enhances characteristics like ductility and abrasive wear resistance in tool steels, one of the main application areas within plastic molding where this type of technology provides clear benefits is in screw, barrel and nozzle tip manufacture where the higher abrasive wear resistance of these steels can be used against filled plastics.
Combining the latest technology in P/M development are K294 Microclean®—a P/M A11 (10 percent vanadium) cold work tool steel, and K497 Microclean®—a P/M 9 percent vanadium tool steel. See Chart 1 (above) for their chemistries.
The success of these alloy types is well documented for these applications. The P/M A11 cold work tool steel provides a high degree of compressive strength and wear resistance, and is used primarily for barrel and nozzle tips. The use of the third-generation P/M technology allows for sulfur additions that are much more uniform in size and distribution than the previous processes. This means that while still being machineable, the mechanical properties are much improved.
The P/M 9 percent vanadium alloy has a high degree of ductility and can achieve hardness levels of 56 HRC. It is used in screw and nozzle tips as well, as shown in Figure 3 (below). Using these grades with third-generation process technology further optimizes tooling performance. Uniformity of toughness is much better in both the transverse and longitudinal directions of the bar, and response to heat treatment is more uniform and consistent.
Nitrogenated Tool Steels
Taking the powder metallurgical process even further are new developments in antigalling tool steels. These steels have taken the concept of a lubricious coating and brought it to the powder stage of manufacture. Nitrogen is diffused throughout the tool steel cross-section in the form of nitrides. The inherent low coefficient of friction creates a result that minimizes the use of external coatings in applications where adhesive wear or sticking has been a major issue. One example is Vancron 40, which contains fine and uniformly distributed vanadium nitrides with a hardness of 2800 HV. While most P/M steels obtain their characteristics through the introduction of increasing amounts of MC type carbides, this grade has more than 20 percent MN in the form of vanadium nitrides.
This material has been used in plastic mold tooling areas such as interlocks, bushings and lifters—where tool steels of dissimilar hardness ranges have been required in order to minimize adhesive wear. It has also been used in place of bronzes where pressures are high and the metal is too soft to resist the loading of the application. It will improve performance where coatings do not hold up and galling is the result.
Due to its internal lubricity, it is actually easier to machine than many other P/M steels. If left uncoated, it can be polished to achieve very high finishes, and refurbished (repolished) should some pickup occur. In addition, it can achieve 62 HRC through high-temperature tempering, so that it can be high temperature processed (under 950ºF) without loss of properties.
An example of where this grade has been successfully used is when Vancron 40 was substituted for bushings and lifters in a detergent closure mold. The previous bushing material was a bronze alloy, which had heavy scoring due to high loads. The bushing was replaced with the antigalling tool steel, which worked well. No scoring was noted on the steel; however, as the pressures were still high, galling continued to take place on the mating lifters. The previous lifter material was a mold quality S7 at 54-56 HRC. Coating the S7 with a PVD coating did not improve the situation, as the lifters only lasted two days before pickup, even with the coating. A secondary attempt was made at coating the lifters with a diamond-like coating. This lasted a few weeks. The antigalling steel was substituted and experienced no further scoring or scuffing (see Figure 4 (below)).
Summary
The use of advanced powder metallurgical techniques with more established P/M chemistries provides enhancements to these grades for applications where high wear resistance and ductility are required. The new manufacturing techniques are optimizing the abilities of these chemistries to perform in more challenging areas.
A new high nitrogen P/M alloy has been developed with excellent adhesive wear/galling resistance due to the introduction of a high amount of a low-friction phase, predominantly consisting of vanadium nitrides. Toolmaking and heat treating are according to standard tool steel practices. When the steel needs refurbishment, this can be performed rapidly in-house by conventional machining procedures. The high mechanical strength and unique structure make this steel suitable for high-pressure applications.







Related Content

Project Reveals Added Benefits of New P20 Grade Steel in Machinability, Cycle Time and No Stress Relief
MoldMaking Technology's Christina Fuges talks with General Motors' Shane Appel about a project testing a new P20 steel grade's dimensional stability.
Read More
VIDEO: Innovative Materials Boost Mold Efficiency
Advancements in metal 3D printing and stainless steel optimize mold building for diverse, high-demand industries.
Read More
VIDEO: AM Powder Addresses Current Inefficiencies, Sustainability and Skills Gap
Steel supplier discusses high thermal conductivity metal powders that also address the skills gaps via user-friendly materials and promote sustainability via durability and higher cycle counts.
Read More
Coating Technology Enables Tough Mold and Die Steel Machining
Millstar, a part of Cole Tooling Systems, presents a multi-layer hybrid nanocoating for cutting tools that provide key benefits for increased efficiency in any machining operation.
Read MoreRead Next

Prehardened Stainless Mold Steel Optimized by Nitrogen Alloying
To prevent the negative effects of microstructural inhomogenities in some tool steel—such as on machinability, polishability, corrosion resistance and mechanical properties—a new alloy has been created with a more homogeneous microstructure.
Read More
Overcoming Pain Points in Moldmaking with AI
Shops that embrace AI as a tool, not a threat, can enhance efficiency, preserve expertise, and attract tech-savvy talent.
Read More
Your Guide to Smarter, Faster Mold Design
Dive into expert-curated content delivering proven solutions for mold optimization, manufacturability and precision performance.
Read More