
Laser-Focused on Lean
This toolroom made significant strides in reducing waste and improving workflow with the addition of just one piece of equipment: a mobile, flexible laser welding system.


The laser welder thrives on repair jobs that require laying beads as thin as 0.015 inch.

After benching off the weld, this component (the same one in the picture above) looks good as new.

The HTS 120 B’s optics can be positioned and angled as needed to mend difficult-to-access surfaces on virtually any mold in the toolroom.
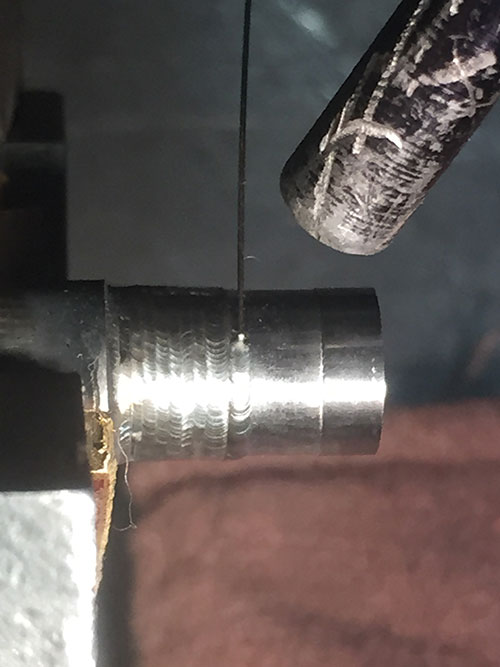
Spending an hour and a half or so to mend a damaged core pin is far preferable to the four hours it might take to make a new one.



GHSP has zero tolerance for flash.
In fact, this Tier 1 automotive molder has little tolerance for any kind of waste. “Lean” isn’t just a buzzword here, says David Christmas, molding engineering manager, noting that finding and remedying inefficiencies is a natural part of the day-to-day rhythm for GHSP personnel. Using routine maintenance as an opportunity to fix flash-causing issues upfront is just one example.



Yet, a thorough approach to maintenance isn’t the only reason why visitors won’t find anyone trimming parts after mold ejection at GHSP. Likewise, the success of the company’s broader lean effort requires more than just the right mindset—it requires the right tools, too. And one particular tool has made an outsized impact: O.R. Laser’s HTS 120 B mobile laser welding system. Coupling high precision with the flexibility to work on both small inserts and blocks weighing tons, this system has reduced the budget for outside welding by two thirds, says David Goodrich, toolroom manager. What’s more, that’s a savings that ripples throughout the organization in the form of more proactive maintenance, fewer surprises, and smoother, more predictable workflow.
Not Just a Luxury
Visual Kanban. 5S organization. Just-in-time (JIT) manufacturing. Quick-die-change tooling. Such strategies are critical to maintaining overall equipment effectiveness at the Grand Haven, Michigan, company, where competitiveness depends on streamlined workflow from the 21 plastic-injection presses on one side of the 90,000-square-foot facility to the automated assembly cells on the other. With only one or two days’ worth of inventory in the plant at any given time, any delay could lead to a host of new costs. In an extreme case, employees might receive well-earned overtime for rushing work through for shipping at expedited rates to avoid impacting production at Honda, Chrysler, Ford or another key customer, Christmas says.
Avoiding such scenarios is priority No. 1 for the 1,000-square-foot toolroom, which must maintain a strict maintenance schedule for roughly 200 molds and act quickly if anything goes awry. This doesn’t leave much room for outsourcing a mission-critical capability like welding, but there was often no other option prior to the installation of the HTS 120 B in 2011.
That’s due in large part to the nature of the shop’s work. Shifters, one of the more common interior components molded and assembled at GHSP, can require tolerances on the order of ±0.002 inch. That’s far too demanding for the toolroom’s TIG systems. Such molds require relatively frequent care, too, given the prevalence of reinforcing additives like fiberglass and cycle counts of 2,000 to 3,000 parts per day. In this environment, zero tolerance for flash simply wouldn’t be realistic without the laser welder, Christmas says.
Beyond raw precision, Nd:Yag lasers create so little heat at the point of the weld that for most work, significantly distorting surrounding material isn’t much of a concern. The team typically uses 0.005-inch to 0.012-inch rods to lay beads with a thickness measuring about half the rod’s diameter. “We can put three beads right next to each other, and you’d have to use a microscope to see that there’s more than one bead,” Goodrich says.
No Mold Left Behind
Flexibility was a top priority when GHSP began scouring the market for the right laser welding system, Christmas says, adding that the company also appreciated O.R. Laser’s willingness to conduct on-site demos and training. As is the case with other models in the aptly named HTS Mobile line, the 120 B can be wheeled around the shop if necessary. And with optics mounted on a joystick-controlled, 180-degree swivel arm that can be angled and extended as needed, Goodrich and crew can precision-weld anything from small inserts to difficult-to-access features on blocks as heavy as 14,000 lbs.
That includes features such as inside pockets as narrow as 3 mm and as deep as 30 mm. “If you can see it in the scope, you can weld it,” Goodrich says, emphasizing that deeper welds require a steady hand in addition to swapping the typical 2-inch lens for an 8-inch one. With a wide selection of welding rods, such work can be performed on materials ranging from P20 to S7. The system can handle beryllium and aluminum as well, although Goodrich says he tries to avoid turning the bulb high enough for the latter to preserve it. (The bulb has outlasted its expected life by about a year already, he adds.)
Another accessory that gets a lot of use is a programmable rotary fixture. Many of GHSP’s molds employ intricate, offset-ground core pins. Using a 0.005-inch rod to resurface these pins with the laser welder, a job that might take an hour and a half, is far preferable to the four hours it might take to turn and grind a new one. “With the rotary fixture, we can weld in a perfect circle and put the edge back on the head of the pin,” Goodrich says.
Proactive Maintenance
One of those core pins unexpectedly broke the day before Goodrich and Christmas were interviewed for this article. Before the team could recognize the problem, the rotary-action mold cycled again, driving a second insert-locating core pin into the back of the first and elongating the hole. Today, that’s a relatively simple fix, but the requirement for true position would have made outsourcing the only option for mending the hole in the days prior to bringing laser welding capability in-house, Goodrich says. In the meantime, the team might have had no choice but to run the tool anyway and trim flash from the molded parts. Due to situations like this, he and Christmas are convinced that laser welding is nothing less than essential to the operation’s broader lean efforts. “Making new pins isn’t a problem, but the ability to laser weld that hole means zero flash today,” Goodrich says.
Yet, emergency work accounts for only a portion of the machine’s now substantial workload. Zero tolerance for flash means acting proactively rather than reactively, and the system is just as valuable for touching up critical mold surfaces before wear starts affecting the part. One common example involves angled vertical shutoff surfaces that are prone to slide against one another. “It’s not the same as a flat tool where the tonnage of the press holds the parting lines together,” Goodrich says. “The more you cycle the mold, the more likely those surfaces are to give a little, and you’ll eventually get flash.” With capability in-house to fill even the slightest imperfections in the steel, the team can use routine maintenance as an opportunity to give these molds the extra care they need.
Driving Lean Culture
Christmas and Goodrich say it’s hard to imagine operating without the laser welder these days. Every day brings more work for the mobile, flexible unit, which has become so critical that the team often makes a point to single out laser welding capability to visiting customers. That’s easy to do, thanks to a charge-coupled (CCD) camera hookup and flat-screen monitor that provide onlookers with a first-person, “through-the-scope” perspective.
The camera isn’t just for show. It’s also a useful teaching tool. That goes not just for a young apprentice still learning the basics, but also Goodrich and the toolroom’s two other capable welders, who can more easily share techniques. Given the impact of laser welding on GHSP’s broader lean efforts, the cost of the camera and screen was certainly a small price to pay for supporting an investment that’s already been returned many times over. “The amount of time we’ve saved with this system is just crazy,” Christmas says.
















Related Content

The Ins and Outs of Hot Runner Temperature Control
A training checklist that explains the why and how of proper hot runner temperature control and system management.
Read More

Precision Welding Services Offer Rapid Turnaround Mold Repair and Reduced Molder Downtime
X-Cell Tool & Mold relies on outsourced, high-quality welding repairs from Lewis-Bawol Welding to ensure its customers' molds are back in production quickly and affordably.
Read More
Questions and Considerations Before Sending Your Mold Out for Service
Communication is essential for proper polishing, hot runner manifold cleaning, mold repair, laser engraving and laser welding services.
Read MoreRead Next

How to Use Continuing Education to Remain Competitive in Moldmaking
Continued training helps moldmakers make tooling decisions and properly use the latest cutting tool to efficiently machine high-quality molds.
Read More
How to Use Strategic Planning Tools, Data to Manage the Human Side of Business
Q&A with Marion Wells, MMT EAB member and founder of Human Asset Management.
Read More
Are You a Moldmaker Considering 3D Printing? Consider the 3D Printing Workshop at NPE2024
Presentations will cover 3D printing for mold tooling, material innovation, product development, bridge production and full-scale, high-volume additive manufacturing.
Read More