
Increase Process Security and Minimize Risk
Staying competitive in the growing automotive market comes down to quality, productivity and cost per component, and all three can be accomplished with the right set of tooling solutions.
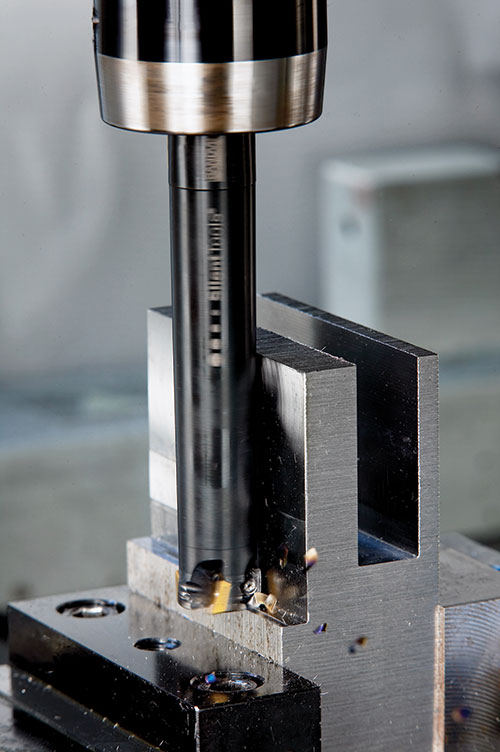
Staying competitive requires the proper cutting tools and a secure process. Images courtesy of Sandvik Coromant.
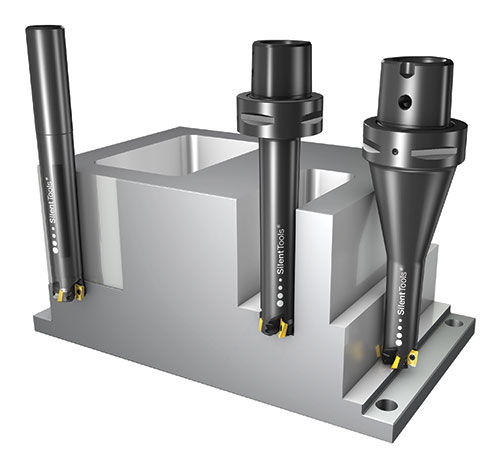
Milling adaptors that increase axial depth of cut, feed rates and cutting speeds offer new possibilities in machining cavities.



The automotive industry is enjoying a revival. Whether it’s the result of a newfound confidence in the industry or the industry’s shift to standardized, global platforms, automotive is growing. Last year, more than 80 million cars and trucks were sold worldwide, and according to IHS Automotive, that number is expected to swell to 100 million by 2018. All of this growth translates into increased demand for quality automotive components from die and mold shops, now and in the coming years.
This rapid development of the global automotive market requires shorter lead times and a greater focus on quality molds and components. Whether you are getting your shop into a better position to go after new business or you are looking to keep up with current increased demand, now is the time to fine-tune your operation to remain as competitive as possible. This is especially important in today’s highly competitive landscape where OEMs and others along the supply chain have choices in suppliers.



Staying competitive comes down to a few important differentiators: quality, productivity and cost per component. With the proper tools, the right partners and a secure process, all of these competencies can be accomplished.
Boost Quality and Productivity
Many automotive molds and components have difficult-to-reach areas that require the use of tools with long overhang. Because of that long reach, milling operations are prone to vibration. Tool chatter leads to machining security risks, component quality issues, excessive noise levels, poor tool life and even scrapped components. For this reason, shops usually use cutting data well below what is necessary for the cutting edge in question, which translates into higher machining costs and longer throughput times.
New standard dampened milling adaptors provide tool reach without compromising performance because of overhang. Developed to minimize the negative impact of those vibrations that typically occur in long overhang milling operations, these adapters are available in multiple lengths, ranging from four to seven times the adaptor diameter. Reach beyond this range is covered by engineered dampened adaptors.
These milling adaptors allow increases in axial depth of cut as well as higher feed rates and faster cutting speeds, which contribute to higher productivity and new possibilities in machining cavities. Using oversize-diameter milling cutters with extended overhang offers a combination of higher productivity and longer tool reach. The productivity increase achieved by these adaptors yields a quick return on investment.
Save Time and Money
For roughing, semi-finishing and finishing applications, shops that require multiple tools per mold or component can benefit from a modular tooling or exchangeable head system. With a variety of heads, adaptors and shanks, systems such as these offer maximum versatility to further raise productivity.
Modular tooling provides quick and easy indexing, guaranteed repeatability and reduced inventory. It is still necessary to stop the operation to switch to a different tool head, but this switch can be done in about 15 seconds without having to remove the tool shank or pre-set the cutting edge. Production can start right up again as the length of each tool meets the exact specification (within 0.002 inch) that is already programmed into the CNC machine. No additional measuring or programming is necessary. This simple, quick change means a shorter stop time and reduced CNC setup time because of the standardized tool length.
Another well-defined advantage of modular tooling is in-creased security through reduced deflection and added stability. Each axial and radial contact point puts your operation at risk for runout. Look for a system that offers a secure mounting that includes a tail pilot with a conical thread and a physical stop. This provides maximum strength to ensure the tool does not move in the holder. The physical stop also helps reduce stress on the coupling and extends tool life. With a modular tooling
system, the coupling between the head and shank provides excellent tool utilization and easy handling. The high rigidity of a short tool assembly also makes it possible to increase cutting depths without losing stability. Minimal play within the coupling, increased security and maximum strength will ensure that quality molds and components are machined consistently every time.
A modular head system also can enable shops to reduce their overall inventory and costs because modularly designed toolholders can be deployed in diverse tooling combinations to suit specific applications and machine tools. With a variety of insert and shanks, a relatively small inventory of standard items is all that is required. For example, a separate precision chuck and cylindrical shank tool can be replaced by a single integrated holder with a modular head interface.
Increase Profitability
Productivity is not just about running faster; it is also about knowing how to utilize your machines in the smartest way. If you are searching for ways to increase output and get the most value from your expensive machines, consider lights-out or “green light” machining.
Green light machining simply means that when the machine’s green light is on, your shop is making money. Conversely, any time you experience downtime, the machine’s red light is on, and it’s costing you money. You can’t avoid all red lights—sometimes it’s necessary to shut machines down for setup, tool changes, measuring or service. But you can minimize downtime by choosing the proper insert grades and geometries, and following a carefully planned process.
Walking away while your machines work unsupervised through the day or night is sure to increase productivity. However, in order to run this type of operation, you need to have an optimized and safe machining process that guarantees repeatable, reliable performance.
Lay the Groundwork
The importance of process planning increases as mold and component size and complexity increase. Your CAM software’s default settings may not yield the most productive results, so spend the necessary time planning your tool path so you are able to utilize the software to its fullest potential, extend tool life and shorten machining time.
Although programming time can be lengthy, it is well worth it if you are planning to use a specific program for an extended period of time. One example of optimum toolpath planning is to program how your cutter enters the workpiece material. Rolling in so that the cutting force is gradually increased as opposed to enter-ing the material in a straight line creates less strain on the tool.
Another toolpath strategy is to ensure the tool is always engaged. If a tool ramps down continuously when removing larger volumes of material instead of disengaging and re-engaging for every layer, tool life increases and productivity improves.
Good planning and optimized tool paths can provide peace of mind when running parts unsupervised, considerably shorter machining time, better machine and tool utilization, and improved geometrical quality.
Use High-Performance Tools
When it comes to lights-out machining, tool material science is an important factor for moldmakers to consider. Difficult tool paths, stability problems, long overhangs and deep cavities make it necessary for shops to use high-performance cutting tools when running machines unsupervised. Conventional wisdom regarding lights-out milling is that semi-finishing and finishing operations yield the best results. However, more and more shops are finding success when they mill entire components from roughing to finishing lights-out. Depending upon the demands of your application, consider indexable tools with optimized geometries, grades and coatings for diameters larger than 0.750 inch and solid carbide tools for smaller diameters. Solid carbide tools also are the most effective option for deep pockets, and solid carbide endmills are a top choice for finishing operations because of the surface quality they can provide.
Indexable insert wear is inevitable, but you can limit and control wear by using grades and substrates that are able to cope with hostile milling environments. Consider grades made from hard-to-tough substrates and coatings made specifically for ISO P materials. These can take the heat while offering predictable tool life, process security, part-quality consistency and higher cutting speed potential.
Summary
The resurgence of the automotive industry has lead to growing competition among die and mold shops to produce quality molds and components. Staying competitive comes down to how well a shop can maintain quality while improving productivity and keeping costs down. If your shop can master these core competencies, it will find success in this market. The use of the right dampened tools, modular tooling or exchangeable-head systems and tools will enable you to do just that.








Related Content

Why Choose a Valve-Gated Hot Runner?
Moldmakers need to be aware of how different gating technology can affect their customers when designing a hot runner system into a mold.
Read More
How to Supply Cooling to Additive Tooling
Additive tooling provides limitless options for cooling a mold’s difficult-to-cool areas.
Read More
Revisiting Some Hot Runner Fundamentals
What exactly does a hot runner do? If you’ve been in the injection molding industry for any length of time, you might think the answer is obvious, but it is not.
Read More
How to Achieve the Best Mold Finish
A look at factors that impact the polishability of tool steels and recommendations for obtaining a high-gloss finish.
Read MoreRead Next

Roll-in Technique
When using the roll-in technique, thin chips will exit the cutter from the very start of the machining process, regardless of milling cutter center line position. This eliminates the tool pressure fluctuation, and loading and unloading of the machine spindle bearings.
Read More
How to Use Continuing Education to Remain Competitive in Moldmaking
Continued training helps moldmakers make tooling decisions and properly use the latest cutting tool to efficiently machine high-quality molds.
Read More
Reasons to Use Fiber Lasers for Mold Cleaning
Fiber lasers offer a simplicity, speed, control and portability, minimizing mold cleaning risks.
Read More