
High-Speed Mill Keeps Tight Tolerances, Increases Efficiencies
Busy moldmaker turns to HSM to boost productivity and remain competitive in both the domestic and foreign arenas—and realizes time savings of up to 60 percent.



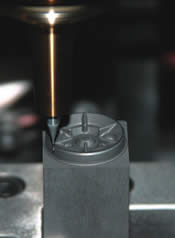
The final stages of making an electrode for a mold component that will ultimately produce a part for AA batteries.
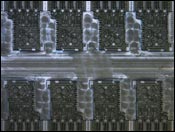
A finished electrode with multiple “hits” to EDM cavity blocks, which will produce a connector for the telecommunications industry.

This photo shows the early stages of machining an electrode for “pin gates.”
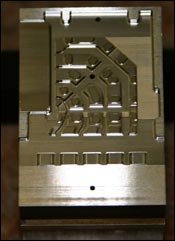
This cavity block will produce a connector for the telecommunications industry. Many of the features were hard milled directly into the block. Photos courtesy of X-Cell Tool & Mold.
X-Cell Tool & Mold (Erie, PA)—a 25-man shop specializing in high precision machining and the design and manufacture of high precision conventional and reel-to-reel molds for the electronics and medical industries, as well as high cavitation consumer product tooling—has been in business for more than 12 years and also manufactures custom mold bases. While the company is capable of holding tolerances of +/-.00005", most of its work is in the .0001 to .0003" range. Recently X-Cell wanted to increase efficiencies with respect to electrode and contour manufacturing and decided to carefully explore its options in the HSM arena.



A Little Background
X-Cell’s 10,000-square foot facility boasts modern CNC equipment including hole popping, wire EDM and CNC EDM. The company also does high-speed hard milling and electrode manufacturing. Additionally, X-Cell has developed partnerships with a few overseas suppliers to support them with low-cost mold components, reports X-Cell President/Owner Ron Novel. “We also have mold sampling capabilities in a 120-ton Nissei horizontal press and an 80-ton Nissei vertical/vertical press.” Novel says. “This is all supported by our quality control department, which is capable of full first article inspections for tooling and part verification.
This very busy shop needed to become more efficient in order to continue to compete with both domestic and foreign competition—especially with its electrode and contour work. “Much of this work was done manually or on antiquated equipment,” Novel explains.
Making The Cut
Novel researched his options very carefully before choosing the Sodick (Schaumburg, IL) MC640L CNC high-speed milling machine. “The Sodick CNC high-speed milling machines were the only high-speed milling machines that had linear drive motors in the price range that we were looking at,” Novel says. “We were confident that after a number of test cuts that the Sodick produced a better finish and had better repeatability than the other machines that we looked at. With the utilization of the linear motors, we also could be sure that the repeatability would be there for many years to come since we did not have to worry about damaging or wearing out a ball screw.”
According to Sodick Marketing Manager P.J. Naughton, linear motor drives eliminate the need for ball screws and backlash errors associated with ball screws. “Linear motor drives have high axis speeds of 1,440",/min and high acceleration of 1.2G,” Naughton explains. “Since high speed hard milling removes small amounts of material it is a good fit for linear motor drives. Unlike ball screw drives, linear motor drives will last forever and never need to be replaced.”
Benefits
Novel explains this mill is capable of milling graphite or copper tungsten electrodes and cutting hardened tool steels with very tight tolerances. “It can be used for finish machining in very small areas and in many cases has eliminated electrode and EDM operations by allowing us to complete finish cuts in hardened tool steels,” he comments. “As a result, in many cases it also has eliminated the use of surface grinders.
“The use of shrink tooling is an absolute must for both accuracy and to eliminate vibration,” Novel continues. “It all but eliminates tool run out and has much stronger holding ability than conventional collets. They also allow for longer reach for contour and sidewall milling due to the configuration of the shrink collets. The heavy cast iron base of the machine and the cast iron bridge also contribute to the rigidity of the machine—thereby offering excellent shock and vibration dampening. Glass scale feedback helps to ensure cutting accuracy and repeatability, and since there are no ball screws we can always measure the true position of the machine without having to worry about wear causing inaccurate readings.”
The linear drive motors are integral to the machine’s ability to maintain accuracy and repeatability, as there are no moving parts to drive the table. This also helps to reduce vibration and allows for quicker and more accurate programmed movement and response time. “An added benefit of the linear drive motors is that since there are no moving parts there are no ball screws to wear out and replace,” Novel says. “Accuracy is maintained throughout the life of the linear motor. The only moving parts under the table are roller bearing linear guides. The work area in the machine is properly sealed from the rest of the moving parts in the machine so that there are no steel or graphite particles migrating out and causing premature wear. The cooled spindle also is sealed, and since the temperature of the spindle is controlled, this is another area that assists with repeatability of the cut.”
“From a training standpoint, the Windows-based controller has made the transition to the Sodick mill almost seamless,” Novel states. “While there is always a learning curve when moving to a new machine, the time to start producing parts was very short. We were fortunate enough to have an operator who was experienced in hard milling, which helped to cut our learning curve down significantly. Within two to three weeks from the date of official machine start-up we were at approximately 80 to 85 efficient. For a machine operator who is versed in CNC milling and has a strong programming background, but no high speed machining background, I feel it would take approximately two months to get to a similar level.”
Sodick also was very helpful in the training process and remained closely involved until the operators were comfortable with the machine, Novel adds. “Just before the machine was delivered, Sodick brought our operator to their facility for a one-week intensive training session. After the machine was installed, their technician stayed for two more days to make sure that our operator was comfortable with the machine. A few weeks later they came in for three additional days to work with our operator with the more complex hard milling. Additionally, Sodick offers excellent phone support to help with questions that may pop up unexpectedly. Their support since the initial installation has been excellent.”
Shop Impact
Since the addition of the Sodick mill, X-Cell has realized a number of improvements. “It allowed us to become more competitive in our quoting by allowing us to quote against other manufacturers with similar machine types without having to quote to manual manufacturing methods as we had prior to acquiring the Sodick mill—which in turn brought in new customers and different types of work,” Novel emphasizes. “The added flexibility of the machine allowed us to go after different markets more effectively. We now have the capabilities to go after high precision form milling and molds that require high precision form milling.”
As for the moldmaking process, work on the shop floor changed significantly once the mill was online and company employees mastered its operation. “The biggest impact by far was in the manual grinding areas and in electrode manufacture (which was often done on the manual grinders as well),” Novel says. “Areas that used to be ground or where we made electrodes and EDM’d are now hard milled finished, and we are holding similar tolerances. In the past, many of the molding areas in a mold would have to be broken down into multiple inserts to facilitate the manufacturing capabilities we had at the time. Electrodes were manufactured on ‘stakes’ and generally ground to very tight tolerances in manual equipment. It was common to have multiple electrodes manufactured to EDM the same area. Today, if we have to EDM we utilize specialized holders and machine multiple ‘hits’ on one electrode. It is not uncommon with the Sodick that we can now machine net form right into the steel, and thereby eliminate the need for many of the inserts required as well as many of the electrodes that were required in the past.
“In many cases, we are seeing savings of as much as 60 percent over the old method of manufacture—due in large part to how much can now be completed in one operation,” Novel adds. “We are able to generate the same throughput with 10 fewer toolmakers/grinding hands.”
X-Cell is very satisfied with its purchase, and Novel offers the following advice. “Do your homework up front,” he urges, “and work closely with your tooling supplier(s) for your cutting tooling needs. They often bring invaluable advice on tooling selection and on the latest technologies in hard milling. And, always bear in mind that there is a learning curve before you start to reap the rewards.”
















Related Content

Moldmakers Deserve a Total Production Solution
Stability, spindle speed and software are essential consideration for your moldmaking machine tool.
Read More
How to Eliminate Chatter
Here are techniques commonly used to combat chatter and guidelines to establish a foundation for optimizing the moldmaking process.
Read More
Control Helps Push the Limits of Five-Axis Micro Mold Machining Accuracy
Toolmaker quickly meets the demands of critical medical device manufacturers with a new five-axis machine tool equipped with the right control technology.
Read More
The Trifecta of Competitive Toolmaking
Process, technology and people form the foundations of the business philosophy in place at Eifel Mold & Engineering.
Read MoreRead Next

A Machine Cuts Carbon and Hard Steel at 60 Percent of the Cost
The right high-speed machining center and software helps one mold builder turn an important corner in mold building productivity.
Read More
Reasons to Use Fiber Lasers for Mold Cleaning
Fiber lasers offer a simplicity, speed, control and portability, minimizing mold cleaning risks.
Read More
How to Use Strategic Planning Tools, Data to Manage the Human Side of Business
Q&A with Marion Wells, MMT EAB member and founder of Human Asset Management.
Read More