
Corrosion Control: A Guide to Proper Mold Care
If you have not set up a proactive mold maintenance program, your facility runs efficiently only until the next major problem or repair.
Proper mold maintenance requires daily attention to cleaning the mold at the end of every day.
Factors to consider when determining how you will prepare for proper corrosion control.



U.S. industry spends hundreds of billions a year in costs related to, or caused from, corrosion. In the plastic’s industry, these costs are not limited to mold damage and repair. Corrosion also causes the breakdown/shutdown of a press, leading to manufacturing downtime and significant loss of productivity.
A number of factors dictate how you will prepare for proper corrosion control. For example, plastic materials with fillers are especially abrasive and will wash away the mold steel after thousands of cycles. Plastic with high-melt temperatures exposes the mold to more heat and causes more wear than plastic with low melt points. Some materials give off excessive residues or corrosive vapors that leads to more cleaning and corrosion prevention.



Molds with intricate mechanisms are too often forgotten and generally require extra attention. Corrosion is also a concern for the mold presses, slides, lifters, moving cores, and hydraulic and mechanical systems. This is especially true with the presence of corrosive vapors from PVC molding as well as many other materials.
Although the interior of a mold surface is the most critical for protection, do not forget the sprue bushing. A rusted sprue bushing prohibits a good seal with the barrel nozzle. Corrosion of the bases where they clamp against the platens may cause problems with keeping the mold halves parallel. This can result in flash or excessive clamp pressure being required.
The type of products used and correct application methods can prevent bleed out of solvents and anti-rust compounds when a mold is put into production. At its worst, bleed out can result in marking parts with oil/grease/antirust material for hours during the start of molding. If the mold protectant does not mold off properly, a solvent cleaner is typically used to remove it. During this removal process, some solvent usually penetrates back past the ejector pins and contaminates the lubricant in the pin box. This results in thinning of the ejector pin lubricant, which then oozes out past the pins, marking the molded parts.
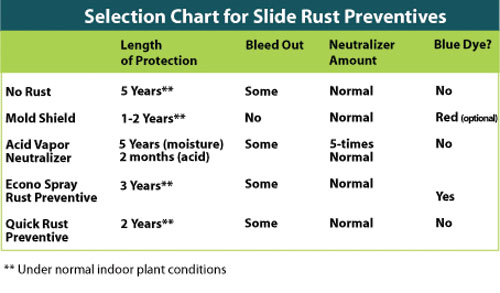
The right mold shield and rust preventive can provide about a year of protection while the mold is in storage. And most importantly, they will not need to be cleaned off prior to start up since they flash off during start up. This eliminates all risk of normal bleed out problems.
Some rust preventives are ideal for long-term storage (3 to 5 years), but may require cleaning to remove them from the mold prior to production. Rust preventives should be formulated with neutralizers to resist attack from fingerprint acids. Some also have a light blue dye so it is easier to see coverage.
Those who mold PVC and other fire retardant resins have to contend with the acid vapor given off during molding. An acid vapor neutralizer is made especially tough to prevent corrosion caused by the vapor from those resins.
Keep in mind that proper mold maintenance requires daily attention to cleaning the mold at the end of every day. Flush it clean with a good solvent cleaner and degreaser and apply a rust preventive to ensure that the next time you start up your mold, it is producing as it did the day before.












Related Content

Precision Welding Services Offer Rapid Turnaround Mold Repair and Reduced Molder Downtime
X-Cell Tool & Mold relies on outsourced, high-quality welding repairs from Lewis-Bawol Welding to ensure its customers' molds are back in production quickly and affordably.
Read More
What is Scientific Maintenance? Part 2
Part two of this three-part series explains specific data that toolrooms must collect, analyze and use to truly advance to a scientific maintenance culture where you can measure real data and drive decisions.
Read More
The Ins and Outs of Hot Runner Temperature Control
A training checklist that explains the why and how of proper hot runner temperature control and system management.
Read More
How to Use Thermal Management to Improve Mold Cooling
A review of common mold cooling issues and possible solutions, including 3D printing applications.
Read MoreRead Next

Streamline Your Mold Cleaning Process
Ultrasonics can help your shop reduce labor costs and product waste while boosting efficiency and product quality.
Read More
How to Use Continuing Education to Remain Competitive in Moldmaking
Continued training helps moldmakers make tooling decisions and properly use the latest cutting tool to efficiently machine high-quality molds.
Read More
Reasons to Use Fiber Lasers for Mold Cleaning
Fiber lasers offer a simplicity, speed, control and portability, minimizing mold cleaning risks.
Read More