
Controlling Cutting Tool Cost with Hybrid Geometries
Why purchase redundant tooling and risk losing control of your manufacturing costs? Hybrid cutting tool geometries allow you to perform multiple machining applications with one tool.
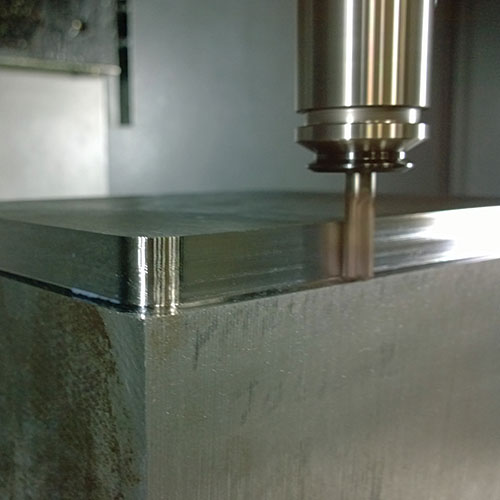
Figure 1 - Side/slot milling. The variable-helix portion of this hybrid geometry makes it capable of straight-wall or side milling. Process 1 uses a shallow width of cut with a large depth of cut. The tool engagement is combined with an aggressive chip load to produce a metal removal rate of two cubes per minute on a 3/8-inch-diameter tool. By correctly managing the tool enganed and feed rate. Figures courtesy of Millstar.
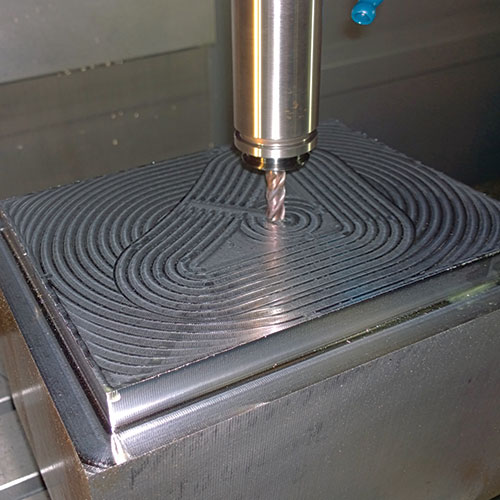
Figure 2 - High-feed machining. The high-feed geometry portion of the tool allows for high metal removal rates on contoured or complex 3D shapes. In Process 2, the tool engagement changes from a large depth of cut with a small width of cut to a small depth of cut with a large width of cut. This illustrates a high-feed machining application at constant spindle speed and feed rate of Process 1. The flexibility of this hybrid geometry to switch between tool engagements will increase “in–the-cut” time. This hybrid tooling and machining strategy can achieve both side/slot milling and high-feed machining applications.
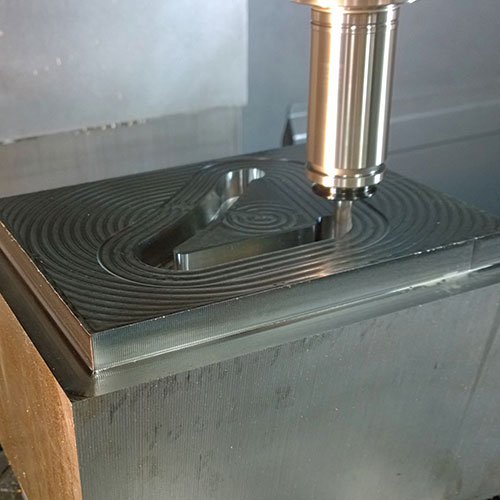
Figure 3 - Trochoidal milling. The variable-flute geometry allows for high-performance trochoidal roughing. Combining it with the high-feed and offset geometry also allows for helical boring. In Process 3, spindle speed and feed rate remain constant. A 0.750-inch-deep helical bore into solid stock with a 0.3750-inch-diameter tool enables the tool to switch to trochoidal milling without exiting the part. Again the tool has changed from a small depth of cut with a large width to a large depth of cut with a small width engagement without a tool change.

Figure 4 - Plunge/variable-plunge milling. The hybrid geometry with offsets aids in variable-plunge milling. Process 4 illustrates a variable-plunge mill that creates a contour by surface milling. The tool is able to switch between a small depth of cut with a large width of cut and a large depth of cut with small width of cut engagement. The hybrid geometry will plunge and variable-plunge at the same feed rates and spindle speeds as the other three processes.



All manufacturers in the metal machining industry face the same cutting tool dilemma: determining what machining processes to adopt while keeping cutting tool inventory and cost under control. The balance of cost versus productivity does not always yield the best possible manufacturing solutions or allow for the latest in cutting tool technology. Some manufacturers make production sacrifices to minimize cutting tool inventory and control machining costs. Others may inventory unnecessary cutting tools knowing it is not important to their process.
Fortunately, cutting tool manufacturers are developing technology to ease this dilemma. The new trend of hybrid cutting tool geometries provides machinists and programmers the flexibility to perform multiple machining applications with one tool.



For example, hybrid quad-force geometry is a combination of high-feed geometry, variable flute geometry, variable helix geometry and offset geometry that gives programmers and machinists the flexibility to side/slot, high-feed, trochoidal and plunge/variable plunge mill with one tool. It is not difficult to realize the cost savings when you raise your expectations of cutting tool flexibility.
Hybrid cutting tool geometries can increase productivity by removing the need for tool changes or changes in strategy. It can also remove the need to inventory multiple cutting tool geometries without sacrificing production capability. In fact, by properly utilizing hybrid cutting tool geometries, you can reduce the number of cutting tools you purchase. This trend in cutting tool geometries will force programmers and machinists to challenge their machining processes and the way they currently evaluate tooling.
Hybrid Geometries
The natural progression in chip-making technology is hybrid cutting tool geometries. These new geometries can be a combination of individual cutting tool geometries or an adaptation of cutting edges/edge preparation. And with recent advancements in five- and six-axis grinding technology, geometries available on carbide cutting tools have become limitless. The time has come to let technology drive innovation in cutting tools.
Cutting tool manufacturers are now addressing the high-performance roughing gap. Regardless of the industry jargon, most roughing applications use high-feed, variable-flute, variable-helix or an offset geometry. With quad-force geometry, a single cutting tool combines all four of these geometries and includes all of the manufacturing capability. This gives programmers and machinists the flexibility of choosing the best possible roughing process with a fraction of the cutting tooling library. This hybrid cutting tool geometry is capable of performing high-feed machining, trochoidal machining, side/slot milling and plunge/variable plunge milling.
Most metal machining manufacturers in most industries can take advantage of hybrid geometries to increase their productivity. However, the first step to boosting this machining productivity is for programmers and machinists to adopt a multiple-application tooling strategy for the hybrid geometries. Flexibility without purpose will not yield productivity.
A Hybrid Tooling Strategy
With CAM software advancements, cutting tool manufacturers are forced to provide complimentary solutions. Whether it’s volume milling, vortex milling or rough machining, manufacturing capabilities are rapidly increasing. Incorporating these increased capabilities into your machining strategy is important in order to realize the true benefits. Beautiful tool paths without cutting tool technology will not produce the productivity boost for which you have already paid.
Figures 1-4 show volume milling. This process would normally use two to three tools and require multiple spindle-speed and feed-rate changes. By using a quad-force machining strategy, the same application was achieved with one tool at constant spindle speed and feed rate. The versatility of the hybrid cutting tool geometry often eliminates the need for a re-roughing operation, and the flexibility to switch between machining applications without a tool change increases the “in-the-cut” time.
Furthermore, being able to choose from among the combined geometries enables the programmer or machinist to select the process with the highest metal removal rate. This choice flexibility often also allows use of a smaller-diameter tool, which yields a true “net shape” machining solution.
Summary
The production and manufacturing benefit of hybrid cutting tool geometries is in the flexibility to choose the best possible manufacturing process with a fraction of the tooling library. This new multiple-application hybrid geometry can be applied to most materials in virtually any metal machining industry. This trend in cutting tool geometries will force programmers and machinists to challenge their machining processes and the way they currently evaluate tooling.












Related Content

Considerations for Mold Base Material Selection
Choosing the right material can greatly affect the profitability and cost of your application.
Read More
Forces and Calculations Are Key to Sizing Core Pull Hydraulic Cylinders
To select the correct cylinder, consider both set and pull stroke positions and then calculate forces.
Read More
Plastic Prototypes Using Silicone Rubber Molds
How-to, step-by-step instructions that take you from making the master pattern to making the mold and casting the plastic parts.
Read More
Hands-on Workshop Teaches Mold Maintenance Process
Intensive workshop teaches the process of mold maintenance to help put an end to the firefighting culture of many toolrooms.
Read MoreRead Next

Button Cutters Reinvented
Button cutters still offer a competitive edge in many manufacturing processes, despite claims they are being phased out.
Read More
Reasons to Use Fiber Lasers for Mold Cleaning
Fiber lasers offer a simplicity, speed, control and portability, minimizing mold cleaning risks.
Read More
Are You a Moldmaker Considering 3D Printing? Consider the 3D Printing Workshop at NPE2024
Presentations will cover 3D printing for mold tooling, material innovation, product development, bridge production and full-scale, high-volume additive manufacturing.
Read More