
Three Generations of Moldmakers Support Injection Molding and Investment Casting Industries
It’s all about service: a family mold, tool & die shop goes above and beyond for plastic injection and investment cast customers.




What do you consider to be Class Tool & Die’s specialty in the plastic mold-building segment? What kind of equipment helps you serve those customers?
Josh Rogosienski, operations manager: Class Tool’s specialty with the plastic injection market is both prototype and production aluminum tooling. We’re extremely efficient in machining aluminum, so sometimes we can produce a new aluminum tool in just days. And sometimes we provide aluminum bridge tooling to help customers produce parts while permanent hard tooling is being built — especially when the design might still be changing as they evaluate samples. Since we also make investment cast dies as well as plastic injection molds, we usually have at least one tool being built at all times. If one area slows down, the other is usually busy, so diversification helps us out.
Jerry Rogosienski, founder and CEO: We have seven machining centers, two Swiss lathes, and one CNC lathe. We have a three-axis, a true five-axis and a horizontal four-axis machining center for mold work. The horizontal one is great because you can put the A half of a mold in one side of that machine and the B half in the other side and just go home. You don’t even have to worry about chips sticking. We added the Swiss lathes to make various inserts, lifters, slides/action for our injection molds. Five of our seven machining centers are from Okuma America Corp. in Charlotte, North Carolina. We’ve slowly transitioned over to one control on the shop floor. Not only does that make setups and programming go faster, but it also makes it easier to cross-train employees, and shortens the learning curve for new team members. We use Solidworks for design and engineering, then Surfcam, HSMWorks and Delcam Powermill for machining.



Another service your company offers is tool repair and maintenance. What exactly does that entail? Will you work on a tool you didn’t make?
Josh: On the repair and maintenance side, we offer that service because some molders don’t have an internal tool room to solve issues that can arise as a tool gets used. After an initial e-mail exchange, we have a truck and we’ll drive out to the customer, meet with their engineers to go over exactly what’s needed, then bring it back to our shop. We also have customers who bring their molds to us. We’ll do whatever we can to fix the tool and get it back to them as soon as possible. There’ve been times when a customer dropped off a tool and sat in our lobby while we made a new ejector pin to replace one that broke. And other times customers dropped off a mold on their way home in the evening and picked it up again on their way back to work the next morning. To us, it’s all about customer service. We always try to be flexible to help our customers out. We’re busy enough that we dedicate one to two guys every week doing just mold repair and maintenance.
Jerry: Sure, we’ll work on a mold we didn’t make ourselves. We’ll do whatever our customers want and need. There are a lot of prima donna toolmakers out there, but we’re not one of them. Even when you’re making a tool, you’re still just supplying a service.
Your company’s roots are in investment cast tools. Do you still make many dies for that segment? If yes, what markets are they used in?
Jerry: Back when I was an apprentice, I started at a job shop where we made investment cast tooling. Later, I went to work for a plastic molder. Eventually, I left that company to work for a pattern shop doing small investment casting next door. That was fun because you could make a tool and then very quickly see parts being made from it. Next, I worked for a toolmaker closer to home producing aluminum tooling for plastics. When I started this company, we began in the investment cast area, although as we grew, we also added more and more plastic tooling.
Josh: Our company’s roots are definitely in building investment cast tooling, and it’s still a core area for our business today. We produce tools for various foundries located in Southeastern Wisconsin and throughout the Midwest. The tools are used for lots of different industries but, being in the Midwest, they often tend to be for agriculture, heavy equipment — including automotive — and for the firearms industry. Our 10,000-square-foot (929-square-meter) facility is roughly 30 minutes west of Milwaukee, Wisconsin, and is equipped to provide just about any service our customers might need.

Class Tool & Die Inc.
740 Swan Drive
Mukwonago, WI 53149
262-363-0902
classtd.com
- Founded in 1992 by Jerry Rogosienski, owner and CEO.
- Full-service prototype, production, and bridge tooling for plastic injection molders and investment casters in aluminum, hardened, P20 and tool steel. Injection mold sizes to fit presses below 400 tons.
- Additional services include CMM inspection, CMM machining, production of fixtures/gauges/jigs, graphite machining, mold repair, SLA/SLS/3D printing/rapid prototyping, CAD/CAM, complete design services, tool repair and maintenance, and N/C programming.
- Currently employs 10 team members.
- Served industries include automotive and motorcycle aftermarket, motorsports, aerospace/defense, agricultural equipment, industrial, lighting, marine, medical device, recreational vehicles, sporting goods, firearms and commercial trucks.
- Member: Tool, Die & Machining Association of Wisconsin and American Mold Builders Association.
- ISO 9001and International Traffic in Arms Regulations (ITAR) certified.
class tool & die inc.
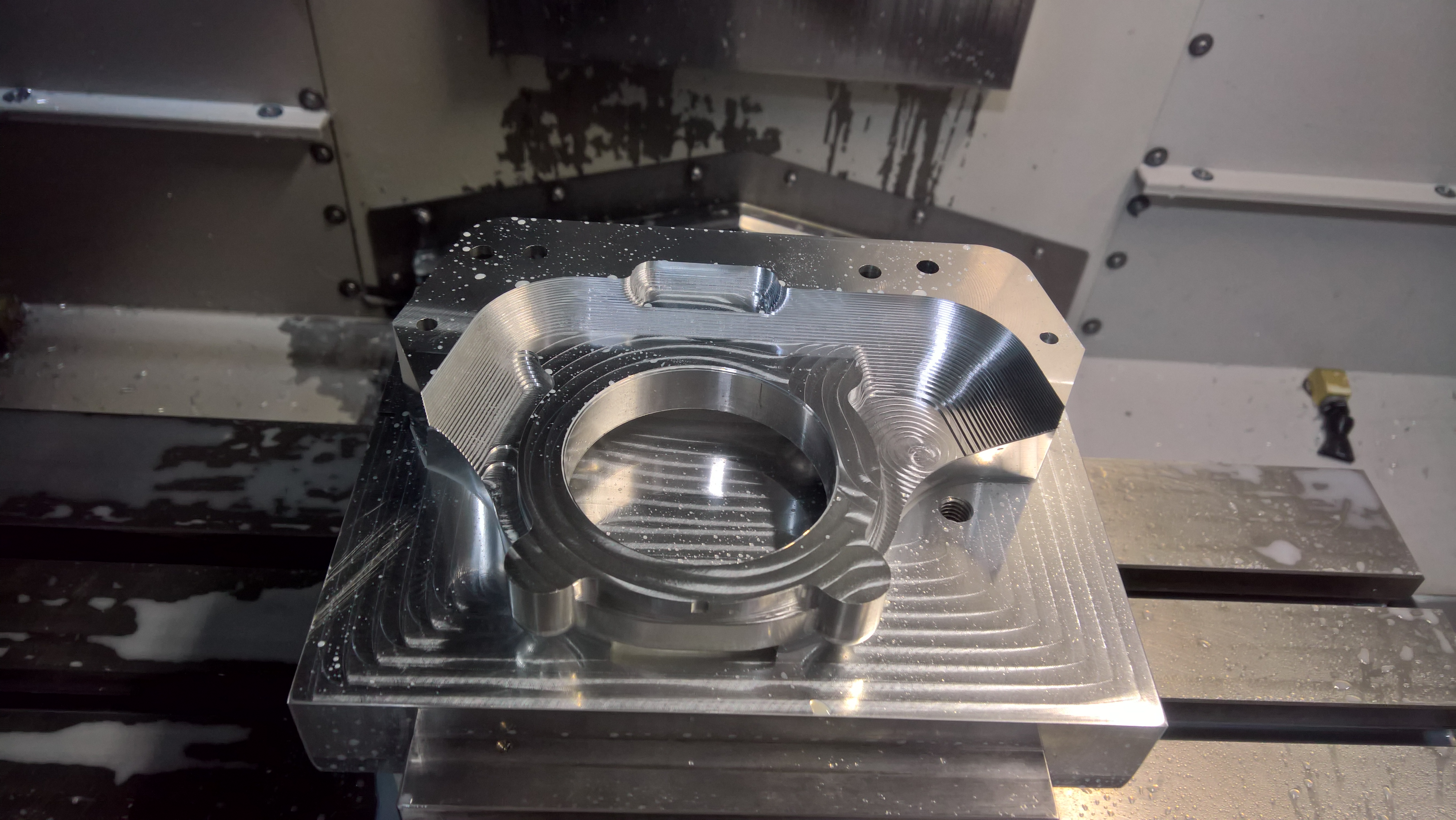
Class Tool & Die produces prototype, bridge, and production investment cast and plastic injection tooling for customers nationwide in a broad range of industries. Highly focused on customer service, the company also offers CMM inspection, CMM machining, production of fixtures/gauges/jigs, graphite machining, mold repair, SLA/SLS/3D printing/rapid prototyping, CAD/CAM, complete design services, tool repair and maintenance, and N/C programming. Shown above is a tool insert for an injection mold that is still in the process of being cut. Image courtesy of Class Tool & Die Inc.
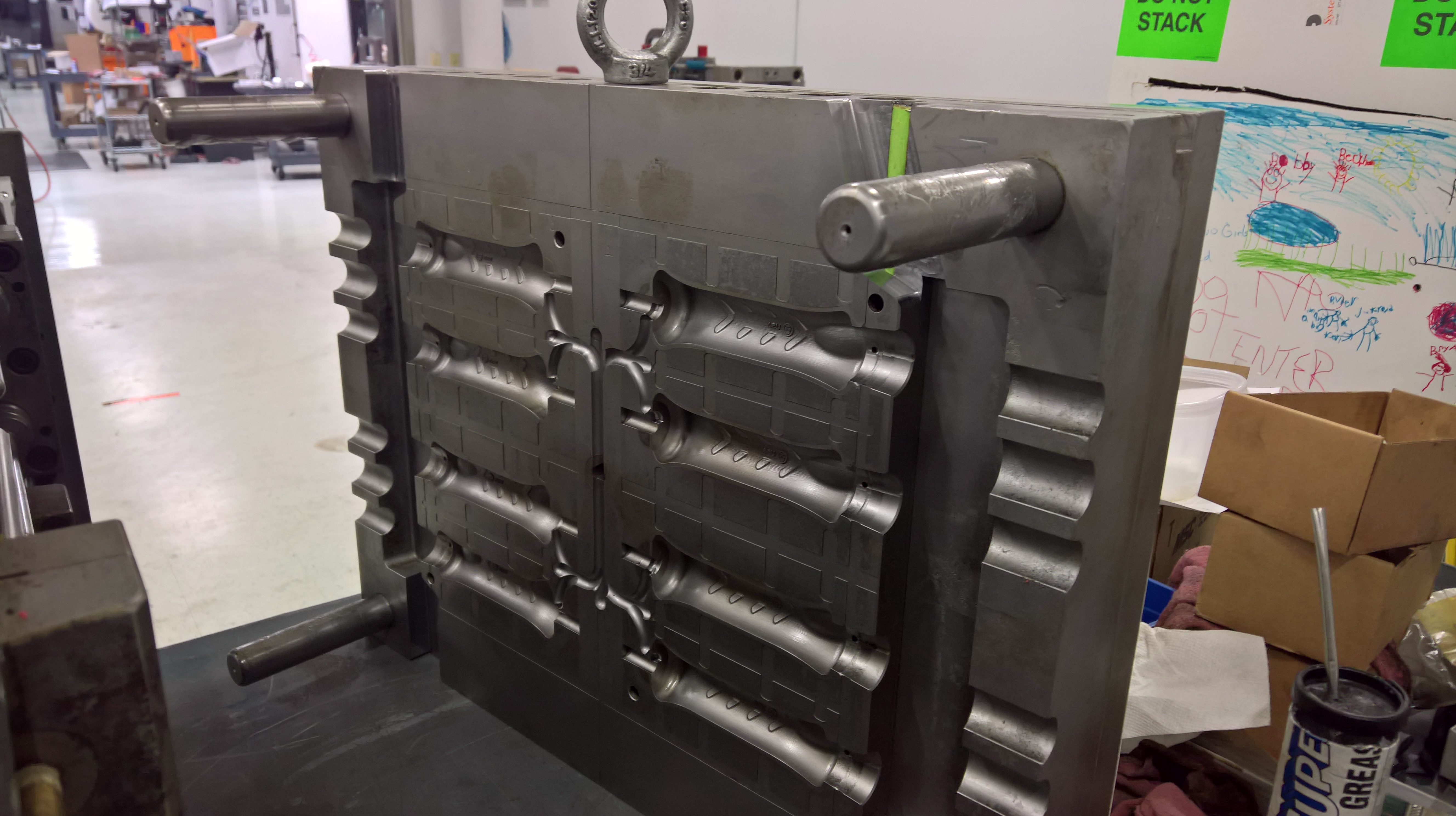
Since 1992, the Rogosienski family has produced investment cast and plastic injection tools for customers in the automotive and motorcycle aftermarket, motorsports, aerospace/defense, agricultural equipment, industrial, lighting, marine, medical device, recreational vehicles, sporting goods, firearms, and commercial trucks markets. At present, three generations of the family work in the company and do their best to help customers every day. Shown above is the A-side of an 8-cavity injection mold that will produce handles for prybars. Artwork shown behind the tool is courtesy of fourth-generation family members who hopefully will join the company in due time.
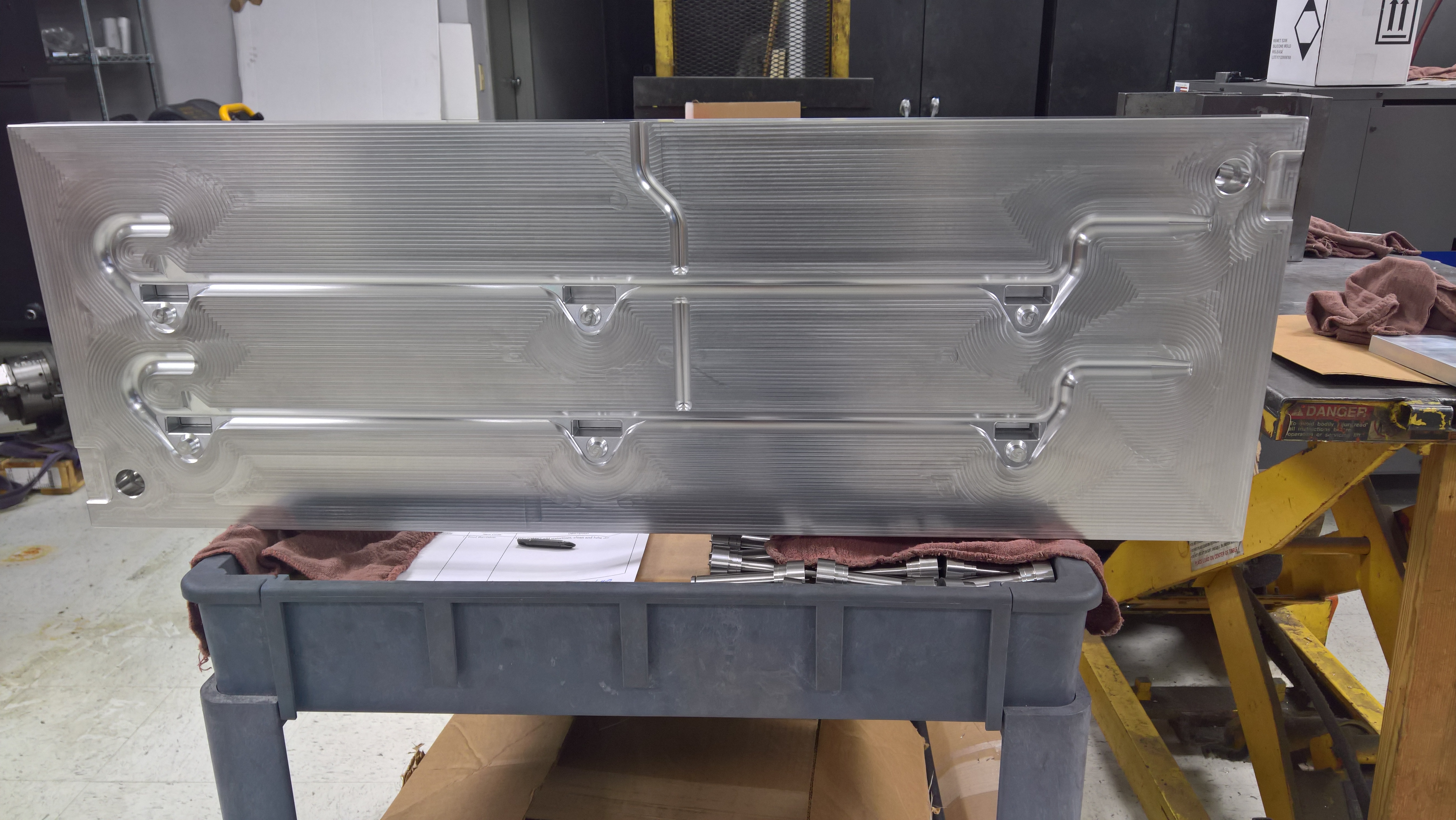
Owing to their experience and efficiency machining aluminum, Class Tool & Die can sometimes turn around a new aluminum injection mold in a matter of days. They also offer aluminum bridge tooling for customers who want to produce parts while permanent hard tooling is being built. And they’ve had a 3D printer for producing investment cast waxes for a decade. These rapid prototyping services help Class Tool ensure their customers get to market faster. An example of their investment cast tooling work is shown above. The top photo shows the B-side of an aluminum tool and the bottom shows the A-side of the same tool, which is 35 inches/89 centimeters long.


For customers needing higher levels of support, Class Tool & Die can provide everything from design services to mold production to finding an investment caster or injection molder to produce production parts. And the company can then take those parts back, machine them (as needed), inspect them and then ship them to the customer. Another service the company offers is CMM machining. Above is a collection of machined parts produced for the medical device, marine, and industrial market segments.
Your company has turnkey capabilities: you can do everything from providing part design to making molds to producing parts. And you also offer CMM machining. Can you tell us about those services?
Josh: We like to get involved in the design process early so we can help our customers avoid issues wherever possible. Sometimes a part model calls for sharp corners that would be both costly and a nightmare to try and mold, only to find out that that feature wasn’t necessary in the first place. Whether we’re machining a part or making a mold, we try and work with our customers’ engineers on DFM (Design for Manufacturing) to make the whole project go smoother for all parties involved. We always try and go above and beyond what the customer asks for.
Jerry: For some customers looking to shorten their lead times, they come to us for the whole project, meaning that we’ll build the tool for either investment casting or plastic injection. Then we’ll turn to investment casters or plastic molders we trust to get the parts produced for that customer. We can even provide finish machining for parts that require tight tolerances, then inspect the parts and ship them to the customer. For over a decade, we’ve also had a 3D printer for making investment cast waxes so we can stay current with the advances in additive manufacturing. In the future, we expect to be able to print parts for jigs and fixtures to help get those parts out the door faster.
Josh: Since we have vertical machining centers, plus horizontal four-axis and a true five-axis center for our mold work, we’ve also diversified into machining parts. Those jobs can range from a single prototype piece to an order of 100,000 or more. Those customers are mostly in the automotive and motorcycle aftermarket and defense industries, which is why we’re both ISO and ITAR certified. With our Swiss lathes, we run our high-production jobs where we can make a new part every 28 seconds. Most of those jobs are stainless or tool steel. On the machining side, we also produce small quantities of machined parts for customers where the volume is too low to justify a mold and not quite right for 3D printing.
You have several generations of family members working at your company. Is it hard to find young people who want to work in your industry?
Josh: We now have three generations working at our company, so Class Tool is the true definition of a family shop. My father started the company in 1992 when my oldest brother graduated from high school. I joined the company two years later, and then my two younger brothers – the twins – joined four years after me. We’re all certified journeymen moldmakers. This past year, my oldest son decided to join the family business after he graduated from high school, and two of my oldest brother’s boys work here off and on while going to college. We’ve all worked together for so long that any one of us can do any job that gets thrown at us, although we’ve each developed our specialties. We’re also fortunate in having home-grown employees, who grew up with us when my brothers and I were kids. They wanted to get into manufacturing, so they work for us while also attending tech school for welding.
Jerry: We’re also fortunate that there are enough businesses in this area and we have a technical college not far away, so this part of Wisconsin is still a hub for skilled machinists. What’s really important is that they have their hearts in their work, they’re not just here for a paycheck.
Meet MMT’s New Contributing Writer
Peggy Malnati is a Detroit-based contributing writer for MoldMaking Technology focused on case study/application stories and shop profiles. She has also been a contributing writer for CompositesWorld since 2006, for which she primarily covers automotive and ground transportation.
A long-time member of SAE and SPE, she has organized and managed large technical sessions and conferences for both organizations as well as for the former Structural Plastics division of SPI. For 15 years, she was a board member and the communications chair for the SPE Automotive Division. She also was editor of the 1994 McGraw-Hill book Structural Analysis of Thermoplastic Components. She has provided writing and communications services for the global plastics and composites industries since 1984.
















Related Content

Considerations for Mold Base Material Selection
Choosing the right material can greatly affect the profitability and cost of your application.
Read More
The Role of Social Media in Manufacturing
Charles Daniels CFO of Wepco Plastics shares insights on the role of social media in manufacturing, how to improve the “business” side of a small mold shop and continually developing culture.
Read More
MMT Chats: Marketing’s Impact on Mold Manufacturing
Kelly Kasner, Director of Sales and Marketing for Michiana Global Mold (MGM) talks about the benefits her marketing and advertising, MGM’s China partnership and the next-generation skills gap. This episode is brought to you by ISCAR with New Ideas for Machining Intelligently.
Read More
Questions and Considerations Before Sending Your Mold Out for Service
Communication is essential for proper polishing, hot runner manifold cleaning, mold repair, laser engraving and laser welding services.
Read MoreRead Next

How to Use Strategic Planning Tools, Data to Manage the Human Side of Business
Q&A with Marion Wells, MMT EAB member and founder of Human Asset Management.
Read More
How to Use Continuing Education to Remain Competitive in Moldmaking
Continued training helps moldmakers make tooling decisions and properly use the latest cutting tool to efficiently machine high-quality molds.
Read More
Reasons to Use Fiber Lasers for Mold Cleaning
Fiber lasers offer a simplicity, speed, control and portability, minimizing mold cleaning risks.
Read More