
Rethink How You Track Unattended Machining
Mold builders can get much more meaningful job costing calculations by incorporating total machine runtime and total labor hours.
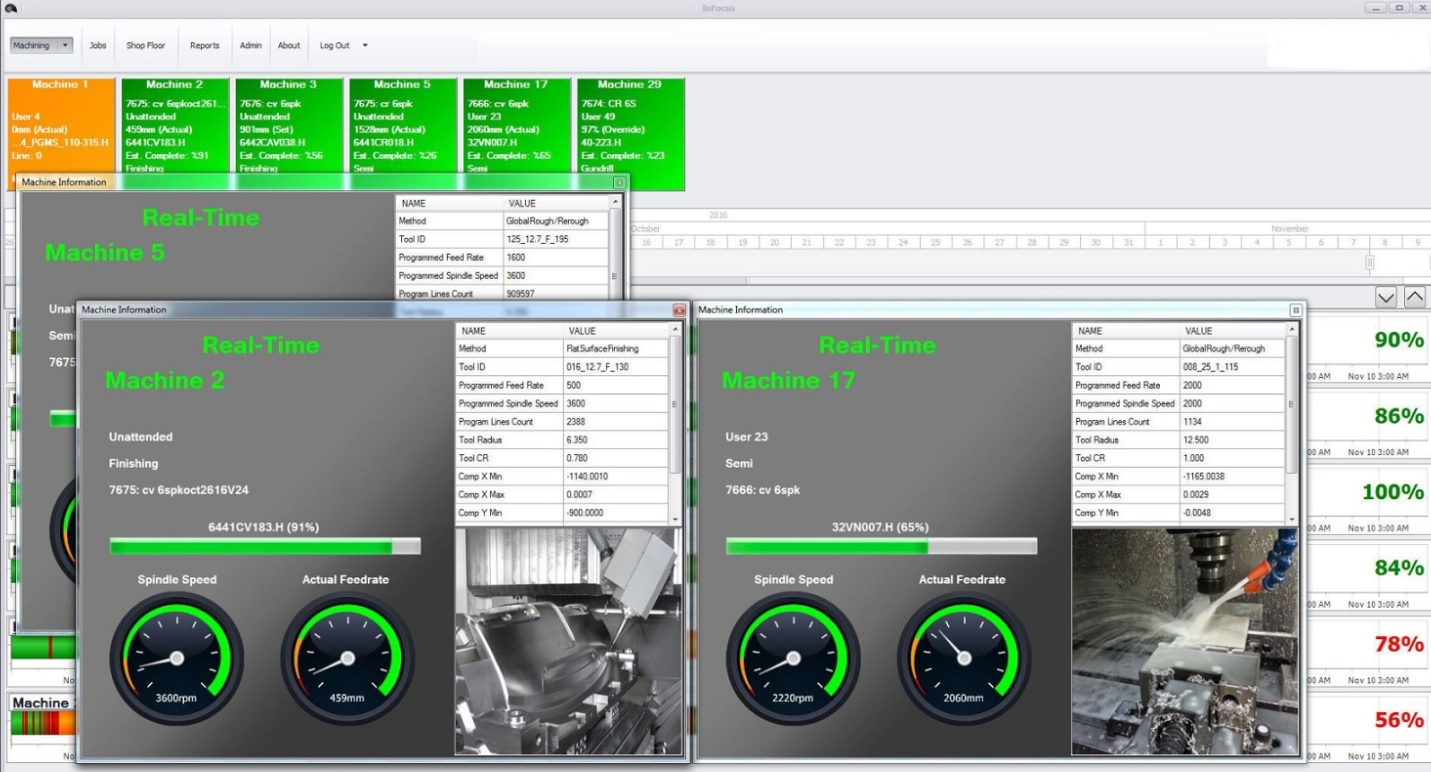
Screen shot demonstrating real-time machine and job tracking. Images courtesy of R.E.R. Software.
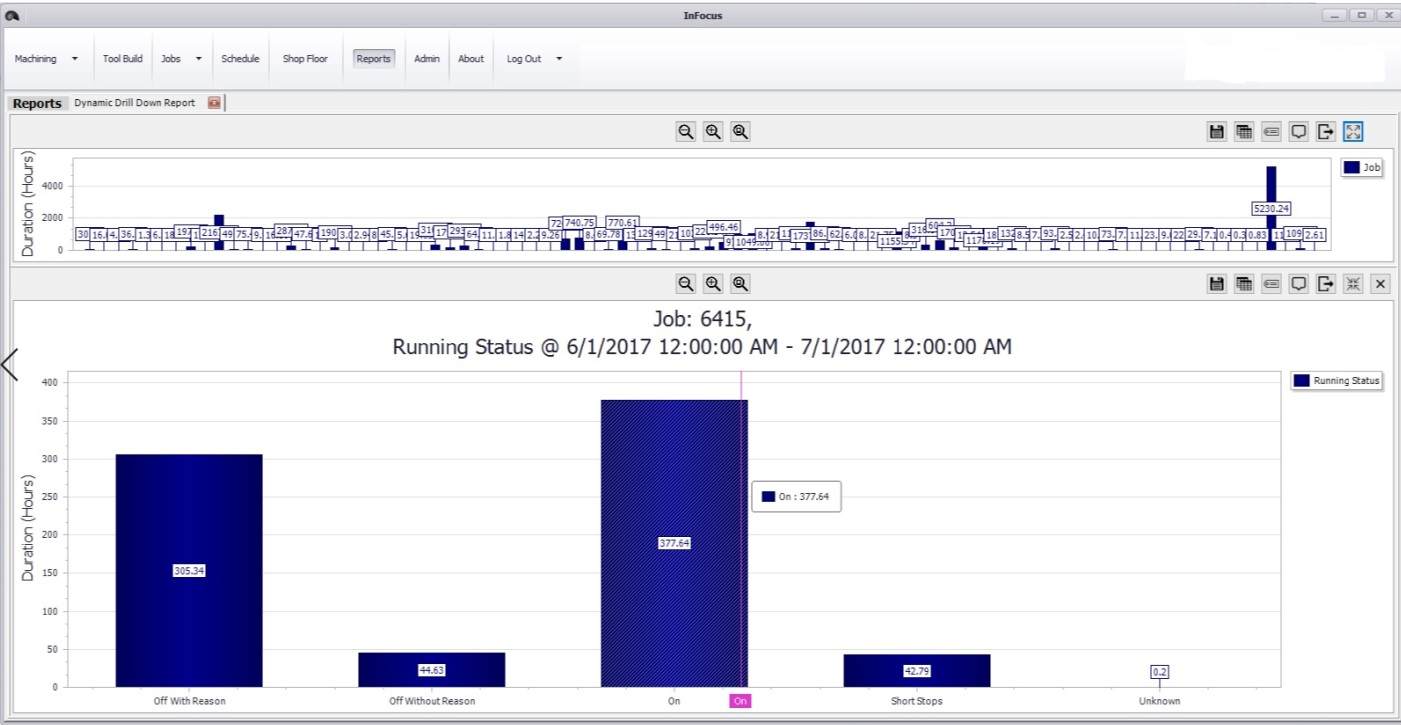
Screen shot demonstrating tracking job machining hours.
Share
Read Next



When you think about unattended machining in your shop, you most likely think just the amount of time a machine runs without an operator. While technically correct, this way of thinking can be misleading in many cases as it doesn’t factor in labor costs for running a machine.
The true question that needs to be asked and answered is: Are we running our machines more with the same amount of labor, regardless of in-shift or out-of-shift?



Let’s look at two hypothetical weeks at a mold shop:
- Week 1:
- 400 attended machining hours (machines ran for 350 hours)
- 100 unattended machining hours
- Week 2:
- 400 attended machining hours (machines ran for 250 hours)
- 130 unattended machining hours
The conventional method of calculations currently employed by most shops would lead to the conclusion that week two was better than week one (more unattended machining hours). However, this overlooks the amount of time the machines ran relative to labor hours.
Now, let’s look at this same example, but employ an algorithm that correlates total machine runtime with total labor hours.
- Week 1:
- 450 total machining hours (350 attended + 100 unattended)
- 400 total labor hours
- Ratio of Total Machine Runtime to Total Labor Hours = 1.125 (for every one hour of labor, 1.125 hours of machining time was produced)
- Week 2:
- 380 total machining hours (250 attended + 130 unattended)
- 400 total labor hours
- Ratio of Total Machine Runtime to Total Labor Hours = 0.95 (for every one hour of labor, 0.95 hours of machining time was produced)
Using this calculation where machining time and labor time are viewed as two distinct values, we can more clearly see the reality of the matter: Week one was, in fact, better than week two.
By changing to a mindset that incorporates total machine runtime and total labor hours, shops can get much more meaningful and representative productivity and job costing calculations, which can ultimately help their bottom lines.
Job Costing
This ties into job costing, too, as the true cost of this time is a function of total labor and machine hours, rather than simply attended and unattended hours. Let’s refer to the Week 2 example and look at both the traditional method for job costing as well as the revised calculation (with the assumption that labor and machine time both equal $30/hour):
- Traditional Calculation: (Attended Hours x Attended Hours Rate) + (Unattended Hours x Unattended Hours Rate) = COST
- (400 attended hours x $60) + (130 unattended x $30) = $27,900
- Revised Calculation: (Labor Hours x Labor Rate) + (Machine Hours x Machine Rate) = COST
- (400 labor hours x $30) + (380 machine hours x $30) = $23,400
The revised calculation leads to a lower cost, but the reality is that less work was performed compared to what was determined from the traditional calculation (380 machine hours, not 530). By changing to a mindset that incorporates total machine runtime and total labor hours, shops can get much more meaningful and representative productivity and job costing calculations, which can ultimately help their bottom lines.
For More Information
InFocus from R.E.R. Software can help your shop with tracking the appropriate machine runtime.
586-744-0881 / http://www.rersoftware.com/












Related Content

What is Scientific Maintenance? Part 2
Part two of this three-part series explains specific data that toolrooms must collect, analyze and use to truly advance to a scientific maintenance culture where you can measure real data and drive decisions.
Read More
VIDEO: Perspective on A.I. and Mold Design
Bill Genc of TopSolid shares his perspective on the benefits of and barriers to using artificial intelligence in mold design.
Read More
Products and Services for Multiple Moldmaking Needs
New year, new technology roundup! Featured here is a collection of product offerings, from profile milling cutters to industry-specific CAD/CAM software to innovative hot work tool steels.
Read More
Ten Things Mold Builders Should NOT Do
What you don’t do can be just as important as what you do, sometimes even more so. One thing great mold builders do is take note of what gets in the way of their success and stop doing it.
Read MoreRead Next

How to Use Continuing Education to Remain Competitive in Moldmaking
Continued training helps moldmakers make tooling decisions and properly use the latest cutting tool to efficiently machine high-quality molds.
Read More
Are You a Moldmaker Considering 3D Printing? Consider the 3D Printing Workshop at NPE2024
Presentations will cover 3D printing for mold tooling, material innovation, product development, bridge production and full-scale, high-volume additive manufacturing.
Read More
How to Use Strategic Planning Tools, Data to Manage the Human Side of Business
Q&A with Marion Wells, MMT EAB member and founder of Human Asset Management.
Read More