To Mill or to EDM - That Is The Question
Moldmakers are under constant pressure to cut costs and production time. Determining whether high-speed milling or EDM'ing - or perhaps a combination of both - is the best option may be what makes or breaks a job.


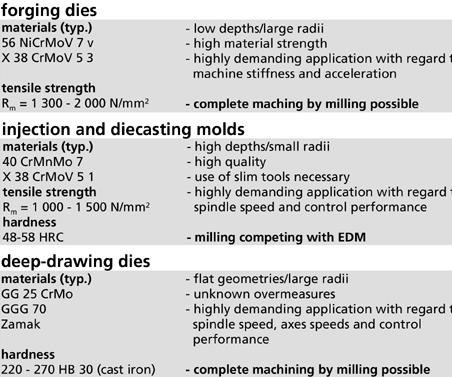
Figure 1: Characteristics of tools and their machining in tool and die making.
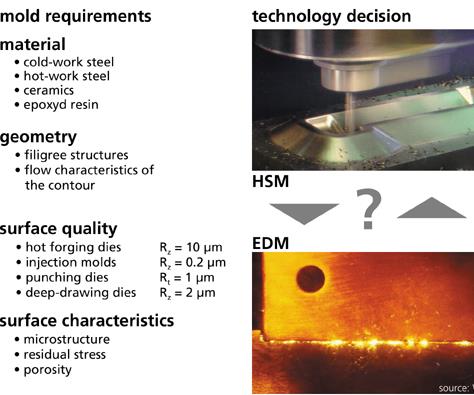
Figure 3: Mold requirements and related process planning.
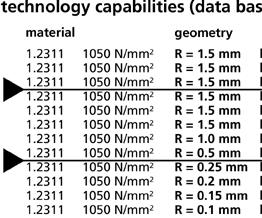
Figure 5: Technology database with material and geometry information.
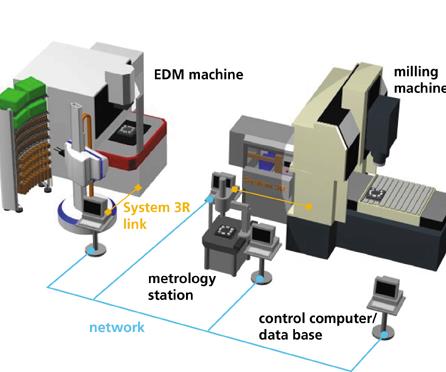
Figure 8: Integrated milling/EDM cell.
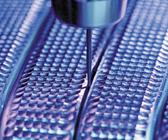
Figure 2: High-speed machining of an injection mold with slim milling tools.
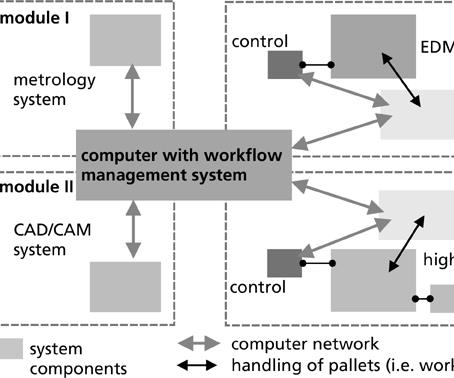
Figure 7
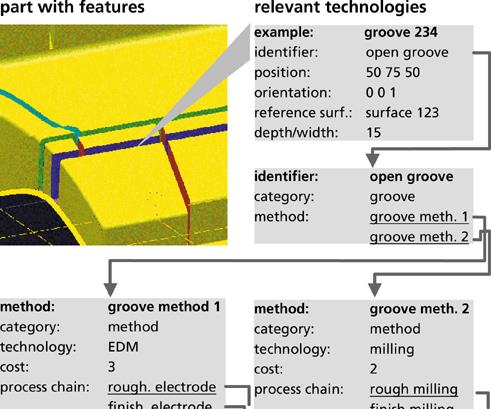
Figure 6: Machining alternatives retrieved from the technology database for a certain feature.
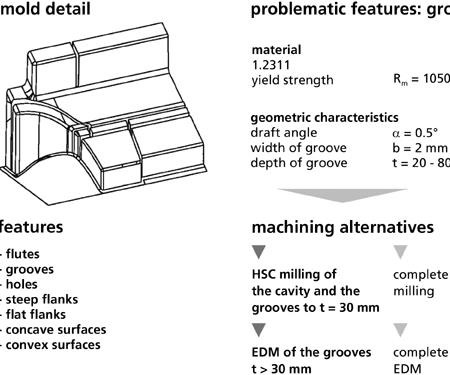
Figure 4: Feature-based technology planning for a groove.
The key is deciding which process is right for your project.
The mold and die industry today needs to respond to market demands quicker and with greater flexibility than ever before. To stay competitive, a moldmaking shop must decrease production times and costs while at the same time ensuring that quality meets the customer's expectations. An intelligent combination of high-speed milling (HSM) and electrical discharge machining (EDM) can often become a decisive factor in the race for on-time delivery. The process of choosing the appropriate technology most often depends on the specific manufacturing scenario in a mold and die shop. The goal however should be a continuous feedback of up-to-date information on all the technologies available for die making to the design engineer. This facilitates part design and enables the engineer to choose the most appropriate manufacturing technique with respect to criteria such as accuracy, cost, lifetime, etc. Carriers for this information can be features, i.e., part segments that can be used along the whole CAD/CAM process chain.1, 2, 3



Current Situation
The three major products of mold and die making - forging dies, injection and diecasting molds and deep-drawing dies - create different constraints with regard to the application of the available technologies (see Figure 1). The flat structures and typically easy to cut materials of deep-drawing dies are usually best machined by milling. EDM has found widespread use for the production of forging dies, based on the high strengths of the materials used. However, due to the low depth of contours and relatively large concave radii, a complete machining by milling has proven to be industrially feasible and economical.2,4
The milling of injection and diecasting molds, on the other hand, is a challenge.5 Deep slots (e.g., for ribs or webs) and small radii can only be machined using slim and, consequently, chattering tools, reducing process control and stability} (see Figure 2). Additionally, economically viable feeds and speeds are only achieved for high spindle speeds that are usually not available in the standard mold and die shop. It is thus necessary to continuously monitor the development of EDM and milling, redefining their technological and economical barriers, to be able to make an optimum choice for machining.5,6
Besides geometric constraints, other factors such as material, function, surface quality or subsurface damage of a tool influence the technology decision between HSM and EDM (see Figure 3). Especially when these two techniques are used in combination, their respective influence on the mold's surface has to be considered, since varying adhesion for coatings or problems with lacquering of the molded parts may be the result.
Using Features to Decide Which Technology to Use
The decision for a certain technology is most often based on personal background and not on the actual technological potentials, limits and interdependencies. To convey this information in an objective manner to the design, process planning and manufacturing engineers, a structural approach is needed. Implementation can be achieved through technology features that combine information about part requirements with suitable manufacturing alternatives. We understand technology features to be a group of coherent geometrical primitives that can be associated with a certain method of production or technology. Features in general can be used along the whole product development and production chain - in the design phase, during function analysis and during assembly. In manufacturing, features help with production and technology planning.7
If technology features are to be used in mold and die making, each feature has to be coupled to a machining sequence. Adding to the complexity of the task of building up such a sequence, the geometries to be created appear inverted at the tool. Even though CAD/CAM systems are becoming more powerful and versatile, a fully automatic recognition of features, together with the calculation of an optimized machining sequence (taking various technologies into account), could not yet be implemented. Some systems do offer automatic identification of grooves and slopes, but do not include functionality to help with the milling/EDM decision, which would require extensive surface and volume analysis over the whole die. However, for now features can be created interactively and coupled with technology information and may then be used for process planning.
A Practical Example
Looking at the high-speed milling and EDM technologies, a decision has to be made whether a complete machining can be done by either one of the processes or if an intelligent combination will yield an optimum with respect to quality, time and cost. For the example shown in Figure 4 - a detail of a complex injection mold with narrow grooves of different depth and a small draft angle - three manufacturing alternatives as discussed above were compared. A complete machining by milling was impossible due to the grooves' depths; a complete machining by EDM would have been too time-consuming. A combination of high-speed milling down to a groove depth of 30 mm with a subsequent EDM proved to be the most efficient machining alternative.
The data gathered on machining time, cost and feasibility was fed back into a database, along with data of numerous other, similar experiments (see Figure 5). Now, with the selection of a geometry in the CAD/CAM system, e.g., a deep groove, the system suggests a machining sequence, including information on the result to be expected and the relative cost, as well as additional processing constraints that may be of relevance (see Figure 6). For the example shown, the database suggests a technological feasibility limit for milling of lkr = 20 mm for the length of the milling tool and R = 0.25 D 0.5 mm for its radius (Figure 5).
The actual use of the CAD/CAM system's suggestion for machining depends on the specific situation of a company concerning workload, scheduling or hourly rates. Also, some restrictions exist with respect to machine availability and their specifications. For milling machines, restrictions can result from speeds, feeds, spindle power, acceleration, stiffness, etc.; for EDM machines, these limiting parameters could be generator power, planetary radius, contour control and others. Of course, the database feeding the CAD/ CAM system with technology information can be tailored to reflect the resources actually available; however, a continuous monitoring of technological development should always be established to make sure that innovations are implemented early to stay on the competitive edge.
An Integrated Milling/EDM Cell
However, using features to come up with optimum process chains is not fully effective in a conventional manufacturing environment. Considering that, even for small molds, sometimes as many as 300 electrodes are needed, an efficient realization of the manufacturing sequence is equally important. An integrated milling/ EDM cell that is being developed at the Fraunhofer Institute for Production Technology IPT jointly with an industrial consortium may turn out to be the most economic approach to addressing the manufacturing, quality and material flow issues. The cell consists of a milling machine, an EDM machine, a workflow management system, computers for NC data generation, a metrology station for intermediate and final quality control and a pallet handling system, with all stations being connected to a central database (see Figure 7 and 8). Typical errors resulting from numerous setups of workpieces and electrodes are avoided by using the palleting system. An additional advantage is that adjustments of workpieces and electrodes are done on stations separate from the EDM and milling machine, decreasing machine down times. Furthermore, the pallet racks and handling system allow for unmanned shifts, increasing the overall economics of the cell. The computer-assisted workflow management facilitates control of the cell and introduces flexibility in case of unforeseen changes or repair work.
Conclusion
New developments in machinery, process technology and software help tool and die makers become more efficient through simulation and automation. Using features that retain a company's process know-how during tool design and process planning ensures that optimized manufacturing sequences are laid out. If these are realized within an integrated EDM/ milling cell, a maximum productivity gain can be expected. Still, the technical expertise of the manufacturing engineers and experience gained over many years can not be replaced by such a system and represents the main capital of the mold and die shops.
References
1. Leistungsf"hige Prozesse - L"sungen für den Werkzeugbau. In: Wettbewerbsfaktor Produktion-stechnik: Aachener Perspektiven. Hrsg. Eversheim, W., Klocke, F., Pfeifer, T., Weck, M., 1996.
2. Eversheim, W., Klocke, F.: Werkzeugbau mit Zukunft - Strategie und Technologie. Springer-Verlag, Berlin, 1998.
3.Klocke, F., Knodt, St., Altmüller, St.: Prozesse und Prozeaketten im Werkzeugbau. Vortragsband: Kolloquium /Werkzeugbau mit Zukunft., Aachen, 1998.
4.Klocke, F., Altmüller, St.: Hochge-schwindigkeitsfr"sen im Werkzeug- und Formenbau - Revolution oder Evolution? VDI-Z Spezial Werkzeug- und Formenbau, 1997.
5.K"nig, W., Werner, A., L"ffler, R.: Fr"sbearbeitung von Druckgieaformen mit schlanken Schaftfr"sern. Giesserei 79/22, 1992.
6.Hernandez-Camacho, J., Beckendorf, U., Gehring, V.: Fr"sen oder Erodieren - eine Verfahrensabgrenzung, AV 26/6, 1989.
7.Shah, J. J., M"ntyl", M.: Parametric and Feature-based CAD/CAM, John Wiley & Sons, New York, 1995.
















Related Content

Products and Services for Multiple Moldmaking Needs
New year, new technology roundup! Featured here is a collection of product offerings, from profile milling cutters to industry-specific CAD/CAM software to innovative hot work tool steels.
Read More
Mold Builder Meets Increased Domestic Demand With Automated Cells
Burteck LLC experienced significant demand increases due to reshoring and invested in automated machining cells to step up its production output quickly and avoid losing business.
Read More
MoldMaking Technology's Most-Viewed Content 2022: Products
MMT shares the five top-viewed technologies, equipment and services of 2022 in each Engineer, Build, Maintain and Manage tenet based on Google Analytics.
Read More
Maintaining a Competitive Edge: EDM, Automation and Machining Technology Roundup
This month’s technology roundup features products, processes and services relating to EDM, automation and machining. For example, jig grinding for large molds, scheduling automation software, cobot integration, die sinker EDM and much more.
Read MoreRead Next

EDM For The Long Run
To manufacture large quantities of similar parts, a Georgia machine shop has found that wire EDM is the ideal process.
Read More
How to Use Strategic Planning Tools, Data to Manage the Human Side of Business
Q&A with Marion Wells, MMT EAB member and founder of Human Asset Management.
Read More