
Smart Machining: A New Development in High-Speed Machining
Improved process reliability, optimized machining performance and reliable unmanned operation are the results of smart machining implementation.



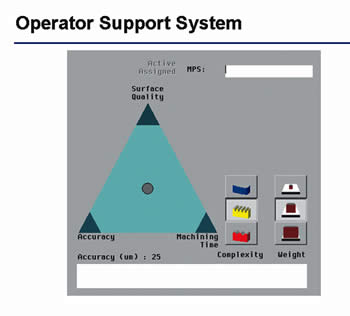
Figure 2. Moldmakers can optimize the milling process according to application requirements. Figure courtesy of Mikron.
Figure 1. To ensure good HSM operations, an advanced process system should be used to monitor spindle vibration and provide support for localization of the source. Figure courtesy of Mikron.

A representation of smart machining technology. Image courtesy of Mikron.
High-speed machining has been around for a few years now, but as practitioners of high-speed machining have come to realize, the laws of physics take on greater significance in the machining process. Factors such as centrifugal forces, unbalance, vibration, thermal expansion, etc., can affect process reliability and hinder reliable unmanned operation.
Smart machining is a new technology mold manufacturers should investigate, which brings intelligence to the high-speed machining process in order to improve process reliability, optimize machining performance and allow reliable unmanned operation.



We will review the specifics of four modules that should be included on your HSM center in order to implement this machining technology in your mold manufacturing process.
- Advanced process system—moni-toring of spindle vibration and support for localization of the source
- Intelligent thermal control—active control and compensation of the thermal drift of a machine
- Operator support system—optimization of the milling process according to the requirements of the application
- Remote notification system—com-munication of the operating status of a machine from the CNC to a cell phone
1. Advanced Process System
Vibrations created through the milling process are measured with a vibration sensor, which is integrated in the spindle near the front bearings. These measurements are transmitted to the control. Vibration—which can be measured as a displacement, velocity or acceleration—is measured here as an acceleration value “g.” By activating a button on the control, the actual vibration value of the spindle can be shown on the monitor (see Figure 1).
Vibration levels can range from 0-10 g. Levels in the range 0-3 g, indicate a good process, tool and toolholder. Values in the range 3-7 g indicate that the process must be changed as otherwise the lifetime of the spindle/tool will be reduced. Values from 7-10 g indicate that continuing in this range can cause damage to the spindle, machine, tool and workpiece. This module should include a display that changes color according to the range of vibration: 0-3 g green, 3-7 g yellow, 7-10 g red.
You also want to look for one that provides an overview of how long the spindle has been run in each vibration class, which indicates how the spindle has been used over its operating life.
A further extension of the advanced process system to check for is that g limits can be set for warnings and NC stop. When the value of the g limit is exceeded during machining, a warning is then issued or the machine stops automatically and the spindle is turned off according to the limit set. This helps protect the spindle during unmanned operation.
An additional feature to ensure is included is the ability for measured vibrations to be recorded for analysis. For this a g limit and a time interval have to be set in the control. Measurements are made according to the time interval. All data that exceed the limits will be recorded and listed with the actual date, time, value of g, g limit, actual rpm, tool number, feedrate, NC block number and NC program name.
The log file size of 18,000 recordable blocks is recommended. With a time interval of 2.5 seconds, 12.5 hours of milling time over the g limit can be recorded for detailed analysis of the milling process. The analysis can then lead to an optimization of the NC program.
2. Intelligent Thermal Control
With higher machining performance the problem with heat sources inside the machine enclosure has considerably increased over the past years. Thermal drift has a significant negative impact on workpiece accuracy. Compensation for thermal drift is required to ensure the desired workpiece accuracy.
The goal of intelligent thermal control is to compensate for thermal drift caused by heat sources inside the machine enclosure. The benefits are increased workpiece accuracy, improved process reliability for unmanned machining, and a reduction of machining time by eliminating or reducing the requirement for warm-up cycles.
The intelligent thermal control module should consist of several temperature sensors around the spindle and spindle carrier. The thermal behavior of the machine is modeled and software algorithms can predict the thermal drift of the spindle at various spindle speeds and at various points in time.
Intelligent thermal control keeps the thermal drift in the direction of the Z-axis within a 20-micron band without any warm-up or preheat cycles. With warm-up cycles that wait for the spindle—and in particular the toolholder and cutting tool—to be thermally stable, intelligent thermal control can control the thermal drift to within a 10-micron band.
A laser tool measurement system also is definitely recommended on the high-speed machining center. To control depths tighter than 10 microns, especially with finishing tools when machining parting lines or blending surfaces, the laser can compensate the actual position of the tool tip before machining. If two consecutive readings with the laser are the same, the thermal drift is stable and finish machining can take place with good results. The laser tool measurement system is accurate to +/- 1 micron.
3. Operator Support System
While advances are taking place in controls for HSM centers in terms of block processing times, improved motion control algorithms, look-ahead, memory and network capabilities, an interesting development to consider is an intelligent process control system (see Figure 2).
When high-speed machining complex 3-D contours, it is usually a question of optimizing three target values: speed, accuracy and surface finish. For example, when roughing a mold, the priority could be speed. When finishing a small high-precision electrode the priority could be accuracy. When finishing a blow mold the priority could be surface finish. Achieving these target values according to the application requires modification of hidden and usually inaccessible parameters called machine performance settings. They consist of hundreds of CNC parameters, such as servo loop gains, axis jerk values, smoothing filters, which have a tight relation to each other.
With an intelligent process control system, the operator is able to optimize the machine performance settings according to the application with an easy-to-use graphical interface. The performance of the machine tool can be optimized through a simple prioritization of speed, accuracy and surface finish. A selection also can be made for the complexity of the contour as simple, medium and complex. The weight of the workpiece can be defined as low, medium or heavy. Optimum machine performance settings for each machining step from roughing to finishing can be activated.
A variety of machine performance settings for various applications should be contained in a library that is predefined at the factory. User experience should be easily transformed into additional machine performance settings and the number of application-specific settings should be able to grow over time.
4. Remote Notification System
With increasing automation and the use of machines during the nights and weekends, there is an increasing requirement for communication from the machine regarding its operating status.
A remote notification system is a module that allows transmission of NC messages from the control via a short message system in clear text to a specified user’s cell phone. Information about the machine status as well as fixed milestones in an NC program can be transmitted.
The persons that need to be informed should be listed in an address file on the machine control, and the type of information to be communicated—machine stoppages, errors, warnings, etc.—also should be defined.
Summary
The smart machining modules described are practical, useful and easy-to-use modules that moldmakers should seriously consider when evaluating high- speed machining centers. The advanced process system will provide better spindle and tool life as well as better surface finishes; the intelligent thermal control will take the guesswork out of controlling the thermal behavior thereby providing more accurate molds; the operator support system will provide the desired results according to the application with minimal effort; and, the remote notification system will keep you informed about progress on the machine, eliminating surprises. In short, smart machining features will be a great benefit for moldmakers when using the high-speed machining process for machining molds.
















Related Content

How to Improve Your Current Efficiency Rate
An alternative approach to taking on more EDM-intensive work when technology and personnel investment is not an option.
Read More
Machine Monitoring Platform Improves Machine Utilization, On-Time Delivery
Using data from a machine monitoring platform, Westminster Tool added almost 75 hours of capacity per week by shortening warmups and starting CNC and EDM machines sooner.
Read More
Soft Wired: Cutting High Taper Angles with Wire EDM
Examine the wire’s properties to determine the right one for achieving the best cut.
Read More
Mold Builder Meets Increased Domestic Demand With Automated Cells
Burteck LLC experienced significant demand increases due to reshoring and invested in automated machining cells to step up its production output quickly and avoid losing business.
Read MoreRead Next

The Keys to Successful High-Speed Machining
Moldmakers will reap all the benefits of high-speed machining with the right mix of machine tool, tooling and programming.
Read More
Maximum RPM Machining: Necessities of High-Speed Moldmaking
Mold shops will thrive if they practice an ‘all-aspects’ process to HSM, which includes the machine, cutting tool, toolholder, proper balance and application support.
Read More
Reasons to Use Fiber Lasers for Mold Cleaning
Fiber lasers offer a simplicity, speed, control and portability, minimizing mold cleaning risks.
Read More