
Planned Workholding Increases Mold Shop Productivity
Planned workholding using a modular clamping system is a part of the lean approach to world-class mold manufacturing.
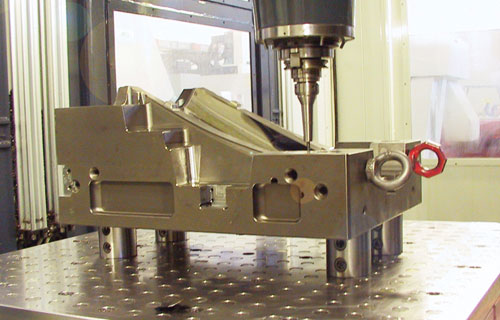
Planned workholding can be truly effective with a precision grid-based clamping system.

The modular components of this system can handle small to large workpieces.

With many grid sizes to choose, this system has enough flexibility to cover any size workpiece.
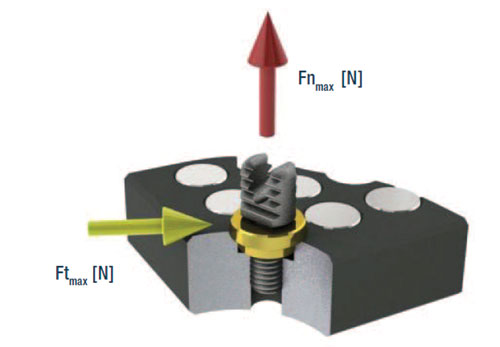
A single grid location provides clamping and positioning. The ring is press fit into a counterbore to provide superior resistance to lateral machining forces and true position.



Planned workholding, in its simplest form, is planning in advance how the workholding will be accomplished prior to the job getting to the machine. In the more complex form, all workholding for each machine is planned at the design stage with documentation that will provide the plan for the workholding at each operation. Planned workholding fits well with standardization of processes by allowing the designer or toolpath programmer to plan the workholding around the part in the virtual world.
In most mold shops the mold is designed by a designer far removed from the shop floor. The setup of a workpiece is not planned until the time the job is scheduled. The machinist only then plans the workholding requirements of the job, gathers the necessary clamping components to secure the job and proceeds to set up the job. Valuable spindle time is lost due to time spent on part orientation, assembling the clamp configuration and indicating (finding zero) the job. With planned workholding, the designer will create the workholding features in advance along with the routing for each operation and the machinist merely executes the clamp pattern, loads the part and runs the program. A clamping system locates the part to the grid eliminating the need to tram or find the zero point of the part.



Planned workholding using a modular clamping system involves the standardization of clamping that provides reduced setup time, more productive spindle time, and a collaborative environment for the mold designers and the manufacturing floor. It can increase mold throughput and help offset the growing demand for shorter leadtimes. It can reduce setup times by up to 50 percent or more depending on the complexity of the component. It also can be shared across a single shop or multiple locations providing companies with a common workholding platform for manufacturing flexibility. Planned workholding with its rigidity and accuracy can allow manufacturing to increase metal removal rates for roughing and improve blends to reduce bench time.
Planned workholding stems from the concept of workspace management. With CAD/CAM, the machine workspace can be created within the virtual world of the CAD or CAM system. Think of the plastic toy blocks we played with as kids. There was a large base to build from and the blocks snapped into place on the grid. Block towers could be stacked apart and the towers could be joined with longer pieces bridging the gap.
Workspace management is similar to this toy in use of the grid and block location. The difference for manufacturing is that the grid is extended into the virtual world of the CAD/CAM system, and the translation from the virtual workspace to the physical workspace is accomplished to a 6-micron accuracy. When using workspace management techniques, each unique part will have the clamping planned in advance, which provides the opportunity to optimize clamping to reduce setup time.
Considerations when Applying Planned Workholding
Implementation of planned workholding requires a sub-plate with a precision grid mounted to the machine table. There are many types of grid systems available, some use dowel pins to locate components, others use expanding dowels, still other systems combine dowels with threads so that the same location point also becomes the mounting point. Another system uses a ring and counterbore to accomplish position and mounting. All have advantages and disadvantages. Their application depends on the level of overall precision the shop needs to produce.
As the level of precision increases, the need for a more accurate system also increases. Another requirement is flexibility. The system should be able to accommodate small parts and large parts by using standardized modular components. The modular nature of a system will allow parts to be prepared for clamping in advance of machining to facilitate a quick changeover, minimizing setup time.
Other systems provide a platform to mount the work, leaving the top tooling up to the CNC machinist to assemble. Most systems handle small parts fairly well, but when there is a need to machine larger parts, you may want to consider a workholding system’s modularity.
Rigidity is a key component to reduce process times. A good clamping system will secure the part in a manner that will enable the machine to run at full standardized cutting parameters. World-class mold manufacturing dictates that NC programs be created to provide the optimum toolpath and cutting parameters with all control overrides set at 100 percent. Planned workholding is part of the overall strategy of lean that will provide more agile work schedules and greater throughput with fewer and stronger setups.
System Options
To execute planned workholding for small batch sizes or one off parts, modularity and flexibility cannot be emphasized enough. Modularity allows the system to work from a common zero regardless of part size or orientation. Shops will obtain the greatest benefit from planned workholding using a common zero. The modular components allow the workpiece to be oriented anywhere in the machine workspace without the need to find zero of the workpiece. The job is simply clamped according to the plan and by using a common zero, there is no need to find zero on the part reducing time for setup.
Flexibility allows the parts to be scaled from small to big using the same modular components. By using varying grid sizes, small parts can be located on the grid the same as a large part—all from the same common zero point.
When considering planned workholding, a shop cannot overlook the importance of a systems modularity and flexibility. In using a precision grid, a common zero can be used in which all workholding mounting is established, so the part never needs to be found. Setup indicators are made obsolete and the time taken to find zero can be utilized as productive spindle time.
Summary
The right modular system of clamping can make any shop more productive by simply starting with planned workholding, which is believed to be the next evolution in lean mold manufacturing. Using a grid-based system allows companies to reduce setup time by as much as 50 percent, increase throughput by optimizing workholding to increase metal removal rates and foster a collaborative culture from design to manufacturing.








Related Content

How to Supply Cooling to Additive Tooling
Additive tooling provides limitless options for cooling a mold’s difficult-to-cool areas.
Read More
6 Ways to Optimize High-Feed Milling
High-feed milling can significantly outweigh potential reliability challenges. Consider these six strategies in order to make high-feed milling successful for your business.
Read More
Maintaining a Wire EDM Machine
To achieve the ultimate capability and level of productivity from your wire EDM on a consistent, repeatable and reliable basis, regular maintenance is a required task.
Read More
Revisiting Some Hot Runner Fundamentals
What exactly does a hot runner do? If you’ve been in the injection molding industry for any length of time, you might think the answer is obvious, but it is not.
Read MoreRead Next

Workholding System Reduces Set-up Times, Yields Flexibility
With the FCS system, mold shop is saving time in areas of workpiece preparation and locational pickup in the machining centers.
Read More
How to Use Strategic Planning Tools, Data to Manage the Human Side of Business
Q&A with Marion Wells, MMT EAB member and founder of Human Asset Management.
Read More
Reasons to Use Fiber Lasers for Mold Cleaning
Fiber lasers offer a simplicity, speed, control and portability, minimizing mold cleaning risks.
Read More