
MSI Mold Builders: Moldmaking Measured and Defined
A combination of lean strategies coupled with niche moldmaking garners this shop the MoldMaking Technology 2006 Leadtime Leader Honorable Mention: Large Shop.
Share




This is one of MSI’s large EDMs. They currently have three CNC EDM: one Xermac and two Charmilles. They can handle large workpieces up to 100 inches wide by 60 inches deep.

A tool that MSI produced.

Engineering Manager Paul Moore (standing) and Mike Moleski (designer) Using ProE for mold design.
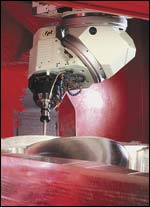
Close-up shot of the FPT Dino high-speed mill. This machine is used for semi finish and finish operations. The five-axis capability allows MSI to significantly reduce or eliminate EDM operations, benching and hand fitting operations. They currently have two of these machines in house. Photos courtesy of MSI Mold Builders.
Since MSI Mold Builders (Cedar Rapids, IA) was founded in 1971, the company has counted on a team-driven approach—along with lean manufacturing principles to reduce waste—to provide high quality, low maintenance and efficient plastic molds in the shortest possible timeframes.
A staff of more than 100 contributes to sales of $16 million and a 9 percent sales growth per year for the past three years. According to MSI president Roger Klouda, the company maintains an average leadtime of eight weeks for a 1,000-hour mold by concentrating on mold building as a manufacturing process rather than an art. “We are constantly developing strategies for success, working them to death, and then reinventing them,” Klouda explains. "We involve the customer in the process, lay out the expectations for both parties and hold everyone accountable.”



Finding a niche—and sticking with it—also has been a factor in more than three decades of success. In addition to repair and part design/prototype molds, MSI designs and builds injection, gas assist, external gas, structural foam and structural web processes—as well as aluminum, limited production injection molds. Industries served include medical, lawn and garden, computer and business machine, recreational vehicles, material handling, heavy trucks, aerospace, recreational products, appliance and sporting goods.
Starting Out
Klouda’s parents, Edwin and Charles started MSI Mold Builders in 1971 in a small town three miles down the road from where the facility is currently located. In the beginning, they repaired PVC pipe fitting molds for a local company before they added new molds to their repertoire. Although Klouda didn’t work for the company growing up, he joined MSI after graduating from college with a degree in an unrelated area and working in an unrelated field in Chicago.
As the company grew, Klouda’s father turned over the reigns to him in 1994, and he became president. The company outgrew its original facility and built its current 35,000 square foot facility in 1989. According to Klouda, this facility is known for the manufacture of medium to large molds and packages of molds.
In 1984, Klouda felt the time was right to expand operations. For more than 20 years, MSI Mold Builders South has operated in Bentonville, AR. In the spring of 2000, the company moved into a new 10,000 square foot facility where eight employees manufacture small to medium-sized molds.
In 2001 MSI acquired a company located in Greenville, SC. MSI Mold Builders’ Southeast facility boasts 20,000-square feet of design and manufacturing space and also specializes in small to medium-sized molds. A recently added large five-axis machining center and reorganization has improved the capacity of this facility. Today, the company’s combined capabilities allow its 100-plus employees to effectively produce complex small to large molds weighing up to 60,000 pounds.
Mold Manufacturing
Over the last several years, MSI’s staff has worked closely with its employees to change their mindsets about moldmaking as an art form versus moldmaking as a business—specifically moldmaking versus mold manufacturing. “Mold manufacturing is a defined process—start to finish—that is measurable, definable and adhered to,” Klouda explains. “Defining a process allows us to be successful and decrease leadtimes and costs. It’s still vibrant and changing.”
Part of that process definition included hiring managers from outside of the company to manage the moldmaking process. “It was probably one of the smartest things I did,” Klouda elaborates. “Our operations manager, Steve Kimm, came from a high-volume manufacturing environment that made large appliances. Mold-making and large appliances don’t seem to have a lot in common if you just look at them as a product, but if you look at them as a process; the processes are similar. The focus has been to change ourselves from an art-type organization defined by a skill set to an organization that is defined by a process—manufacturing.”
Going Lean
Kimm realized that his employees needed further training to fully embrace this concept, and turned to a variety of lean manufacturing principles to drive his philosophy home. “What makes our company unique is our process,” he emphasizes. “We are focused on reducing dead time. Our level of implementation of lean manufacturing includes a true focus on waste elimination, visual factory, measuring, sequential inspection/stop the line, 5S, Kanban, Kaizen and Standardized Work. We have a vision of manufacturing molds. These philosophies have significantly changed our culture. Our ability to change rapidly results in a culture of decreasing costs, will-do attitude followed by did-do results, people/attitudes and good metrics to make decisions from.”
The first step was several hours of employee education from outside consultants on these principles, then many hours of hands-on work. First, the company got rid of some older equipment that wasn’t being used—freeing up valuable floor space. Then, the shop floor was rearranged with lean manufacturing principles in mind. It then became easier to place the remaining equipment in such a way to support smooth shop flow.
The lean team then moved a central tool crib that had been previously located away from the main work area. By moving it closer to the moldmakers and the assembly area, they made less trips to the tool crib. Then, Kimm analyzed every machine’s placement, asking himself, “Why is this machine here?” getting input from the employees resulted in more understanding of the process as well as ingraining of the lean philosophy Machines were moved around, and Kimm says that implementing the lean principles resulted in opening up plant space the company didn’t know it had.
Kimm then tackled the task of scheduling jobs using a visual factory. “All job scheduling is done on a white board on the shop floor,” he elaborates. “However, it’s not just something to look at—it also lays out expectations and forces decisions. It drives manufacturing and engineering. We meet daily at 2:30 to transfer into the night shift. Every job at every major point in the moldmaking process is addressed, as well as any issues that have arisen during the day. We are in a Continual Process Improvement (CPI) mode, which constantly drives this company.”
Up and Running
With MSI’s lean principles firmly in place, Klouda and Kimm began to marry the company’s new philosophy with the best in equipment. “We feel our process and implementation of technology sets us apart,” Klouda says. “Anyone can buy technology; the successful companies implement technology to its fullest. We have made huge investments in technology. We just bought our third large five-axis machining center (a FPT Dino, our second, to go along with a Fidia). We’ve recently invested in two other high-speed, three-axis, graphite and hard milling machines (Roku Roku). We will be acquiring another large CNC EDM machine. Having fast machines helps leadtimes and also builds an understanding of what’s value-added versus non-value-added, and what is waste in every process. We are always trying to drive that waste stream out so we maintain and improve margins.”
This new equipment has played a major role in MSI beating the labor crunch through a combination of optimizing unattended machining, visual scheduling, better process and flow to better utilize labor, and a cross-trained workforce to improve flow and schedule that is departmentalized for expertise and efficiency. “Our immediate goal is to get more work done with the same amount of people,” Kimm states. “We are focused on how to maximize unattended machining, how to get labor out and how to get better flow. We are constantly thinking of ways to be better, more efficient and less expensive.” MSI runs three shifts six days a week to realize these goals.
Efficiency gains are not limited to the manufacturing floor. Engineering Services Manager Paul Moore has recently implemented new software to allow for more efficient concurrent mold design. MSI can now more efficiently have two or more designers working on the same mold design at the same time. The mold design area has undergone similar changes as the production floor with specialization a focus rather than the typical one designer/one mold. A defined design process also was implemented that describes how and when different design activities are completed. Improved flow through the design process is a constant focus of the entire MSI team.
Achieving Goals
Klouda has a number of short- and long-term goals in mind to ensure MSI’s continued success. “In the immediate future, we need to better document policies and procedures to better measure how the process changes are improving the organization,” he explains. “We do a lot of measurements now as far as production, sales, materials, hours, etc., but there are more that we’d like to capture that we currently don’t.”
More equipment purchases and a building expansion within the next 18 months in the Iowa facility comprise MSI’s long-term plans. The company is constantly looking at space utilization and is open to the possibility of adding more crane capacity as well as addition space for large equipment.
According to Klouda, MSI employees also will need to continue to embrace change. “We had pretty good buy-in when it came to implementing lean,” Klouda notes. “As for the complete culture change, we are still going through it because it is constantly changing to meet the customer needs, but most of the employees realize that if we hadn’t implemented these strategies, some if not all of us might not be here.” For that reason, Klouda and Kimm will continue to work with the employees on lean manufacturing initiatives and CPI (Continual Process Improvement) training. “We judge our growth—not just by our sales—but by sales per employee, our efficiency,” Klouda concludes. “We must be more efficient, not just bigger. If we are as efficient as possible, our total sales will continue to grow along with sales per employee.”
















Related Content

How to Improve Your Current Efficiency Rate
An alternative approach to taking on more EDM-intensive work when technology and personnel investment is not an option.
Read More
Making Quick and Easy Kaizen Work for Your Shop
Within each person is unlimited creative potential to improve shop operations.
Read More
Transforming Moldmaking into Digital Industrial Manufacturing
Moldmaking and digitalization is at the core of this global industrial manufacturing company’s consolidation and diversification plan.
Read More
Steps for Determining Better Mold Prices
Improving your mold pricing requires a deeper understanding of your business.
Read MoreRead Next

Extreme Tool and Engineering: Building Relationships, Fostering Growth
This moldmaker proves that dedication to its customers combined with a will to thrive in a global marketplace is the right formula to win the MoldMaking Technology 2006 Leadtime Leader Award: Large Shop.
Read More
Are You a Moldmaker Considering 3D Printing? Consider the 3D Printing Workshop at NPE2024
Presentations will cover 3D printing for mold tooling, material innovation, product development, bridge production and full-scale, high-volume additive manufacturing.
Read More
How to Use Strategic Planning Tools, Data to Manage the Human Side of Business
Q&A with Marion Wells, MMT EAB member and founder of Human Asset Management.
Read More