
Maximize Results with Copper Alloy Molds
These most common mistakes can lead to failure in the application of copper alloys in mold tooling.
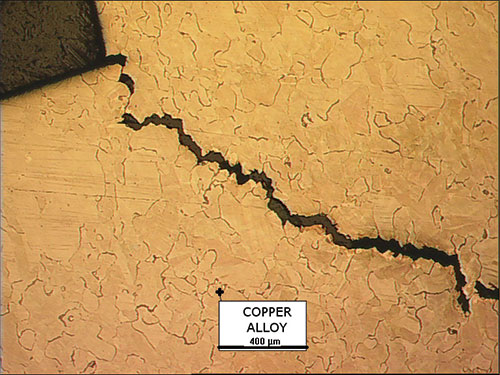
Fig. 1 A crack that formed at a sharp internal corner of a copper alloy mold. The radius of the corner is estimated to be about 10 microns. A 2,000-psi unbalanced injection pressure was sufficient to cause this failure.
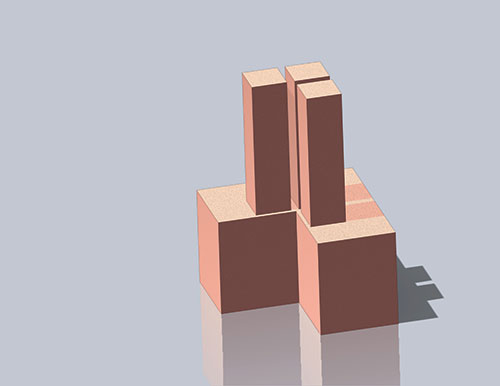
Fig. 2 A 3D schematic of a poorly designed mold insert. These cores have a high aspect ratio, no draft and sharp corners at the base. No cooling circuit has been included to remove heat from the insert.
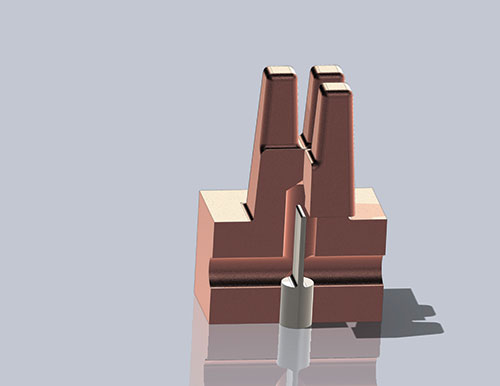
Fig. 3 A 3D schematic of a welldesigned mold insert. These cores have an acceptable aspect ratio, and the inside corners have been adequately radiused. A cooling circuit has been placed in the insert, which includes a baffle to direct the flow of coolant up to the core.

Fig. 4 Damage from exhaust gas ignition in a copper core. On the left, a copper core has exhaust deposits and erosion damage. On the right, the addition of a thin-dense chrome plating prevented erosion.



When used in molds, copper alloys offer many advantages over steel, including improved plastic cooling rates and less warpage of the molded parts. Companies that use copper alloys can improve their productivity and mold quality if they recognize the inherent differences between them and steel. Here we will focus on the common mistakes that lead to failure in the application of copper alloys in mold tooling.
Avoid sharp corners.
The most common mistake made in designing a mold, even those not made of a copper alloy, is making the radii of internal corners too sharp (see Figure 1). These sharp internal corners cause a concentration of stress in those areas, which leads to premature fatigue failure and possible impact failure. This becomes especially important in high-standing cores where the height of the core exceeds the width by a ratio of 4:1 or more and the injection pressure is unbalanced. In those areas, an internal radius of 0.030 inch is recommended. Figures 2 and 3 illustrate the difference between a good design and a poor design with respect to these geometric features.
There are two reasons for the occurrence of these failures at internal corners in copper molds. One is that copper alloys do not have the intrinsic strength or toughness of steel. Although the fatigue strength of high-strength copper alloys compares favorably to some mold steels, they fall short when compared with the high-hardness mold steels such as H13.



The other reason for these failures is that copper molds are often used to mold complex geometries with sharp corners and small dimensions. Inside radii are often less than 0.010 inch and the height-to-thickness ratio of a standing member often exceeds 4:1 by a factor of two or more.
To complicate matters even more, high injection pressure is used to help fill these complex geometries. This higher injection pressure leads to high stress on the copper mold when it is being filled. After hundreds of thousands of cycles, fatigue cracking can occur, which ultimately leads to failure.
Provide proper venting and parting line protection.
Some resins—notably polycarbonates and acetals—will produce combustible gases when melted. When mixed at high injection pressure with the air of the unfilled mold, these gasses may auto-ignite or diesel if there is not sufficient venting in the mold to prevent a pressure buildup. This combustion creates a very hot and very high-pressure gas that squeezes though the parting line of the mold, causing a very distinctive erosion pattern in the mold (see Figure 4). Copper is more susceptible than steel to these hot, high-velocity gasses since its protective copper oxide surface is more easily eroded away than a steel surface.
The solution to this problem is fairly simple: improve the venting of the mold and improve the parting line with a corrosion-resistant coating like electroless nickel plating.
Avoid condensation.
With the superior thermal conductivity of copper alloys, a copper mold or copper insert will run much cooler than a steel mold. If the mold is cool enough and the environment is humid, condensation can form on the mold and cause a poor surface finish on the molded plastic.
Galvanic corrosion can occur at areas where dissimilar metals are touching. For example, copper inserted in an aluminum mold can lead to corrosion of the anodic aluminum in the presence of surface moisture. Some resins (such as PVC) can form corrosive agents like hydrochloric acid in the presence of moisture, which can corrode the mold. The solution to condensation problems can be as simple as reducing the cooling flow rate or increasing the coolant temperature.
A more involved solution would be to design the mold with multiple parallel cooling circuits so that the cooling of different areas of the mold can be controlled by adjusting the flow rate of the appropriate cooling circuit.
Let the heat escape.
One mistake often made when using copper alloys, especially in slides and cores, is assuming that the mere presence of copper in the mold will remove heat. While copper alloys have significantly better conductivity than steels (often 5 to 10 times higher), if heat is not removed from the copper component by a cooling circuit or a significant conduction pathway (for example, being bolted to a cooled steel plate), the heat will build up in the component, leading to high temperature.
In a slide, hoses can be used to direct cooling fluid through the part. Cores can use bubblers, baffles and heat pipes to aid in getting coolant near the tip to remove heat. This is illustrated in Figure 3.
Use caution when welding.
Copper mold alloys use sophisticated metallurgy to attain their high hardness. Consequently, it is often difficult to achieve the same hardness in a weld as in the copper base material since the welding process cannot replicate the elaborate heat treatment used to make these alloys.
After welding, both the weld and the metal surrounding the weld will be softer than the base metal. Performing a post-weld, age-hardening treatment as prescribed by the alloy manufacturer may result in some increase in hardness, but the hardness of the weld and surrounding metal (heat-affected zone) is likely to remain somewhat softer than the base metal. If the weld repair is made to an area that does not see high stress or wear, the service life of the mold should not be affected if the weld is performed and heat-treated properly. When a weld is made to fix damage from wear or cracks caused by high stress, the repaired mold is likely to have limited service life.
Another problem with welding copper alloys is that the weld will produce significant compressive stress on the surface to which it is applied as the weld shrinks as it cools. Consequently, the periphery of the weld will be in a state of tensile stress. These stresses can be high enough to crack the metal around a weld. To avoid this, welds should be limited in volume and performed by an experienced welder.
Use caution when applying a coating.
Not all coatings are equally effective at protecting the surface of a copper mold. The improper choice or application of a coating can lead to softening of the copper alloy or delamination of the coating. The best option is to find a supplier who has experience coating the specific mold alloy.
Electrolytic platings—such as nickel and chromium—have been around for a long time and have been shown to be very effective. Nickel provides good corrosion resistance, while chromium provides good wear resistance. Since improper cleaning will lead to the plating delaminating, the important thing with these coatings is that they are done by an experienced supplier who can properly clean the mold.
In the last couple of decades, several vacuum coatings have been developed for mold tooling. Some of these coatings are applied at elevated temperatures and are not suitable for all copper alloys. Many are ceramic and do not adhere well directly to copper. Much of the technology for applying these materials to copper mold alloys is in the interlayer between the copper and the ceramic. This is often proprietary, so it is important to consider not only what material is being applied, but who is applying it.
Don’t fear copper.
Oftentimes copper alloys are not used because they are mistakenly believed to be either too expensive or too weak. Copper alloys can exceed the hardness of some mold steels and are mechanically quite suitable to the task. It has been proven in many applications that copper can result in molded parts being produced more quickly and with higher quality. With some forethought, copper can be employed in many molds leading to long and productive runs.
















Related Content

What to Look for in Aluminum Mold Alloys
The importance of strength, anodization, weldability, machinability, flatness and porosity to aluminum injection and thermoform molds.
Read More
How to Select the Right Tool Steel for Mold Cavities
With cavity steel or alloy selection, there are many variables that can dictate the best option for moldmaking.
Read More
Cast Plate Aluminum Alloy is Suitable for Production Mold and Dies
Alimex Precision in Aluminum introduces its 7000 series ACP7 mold material, featuring high mechanical properties, material stability and good machinability.
Read More
Roughing, Finishing Aluminum-Specific End Mill Line Expansion
Extended range of Sandvik Coromant’s CoroMill Dura versatile solid end mills engages stable cutting, small burr, good surfaces and minimal vibration.
Read MoreRead Next

A Review of Copper Alloys for Plastic Injection Molding
Copper alloys are attractive to the mold industry because of their high thermal conductivity, ease of machining by a variety of processes, and corrosion resistance to water, cooling fluids and the plastics being injected.
Read More
Are You a Moldmaker Considering 3D Printing? Consider the 3D Printing Workshop at NPE2024
Presentations will cover 3D printing for mold tooling, material innovation, product development, bridge production and full-scale, high-volume additive manufacturing.
Read More
Reasons to Use Fiber Lasers for Mold Cleaning
Fiber lasers offer a simplicity, speed, control and portability, minimizing mold cleaning risks.
Read More