
Maximize Process Efficiency
Cooling simulation tools can help companies evaluate thermal management early to make informed decisions that will lead to reduced risk downstream.
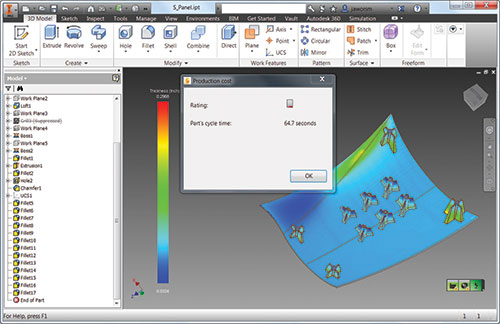
Design–for-manufacturing simulation offers real-time advice on plastic part design, manufacturability, cost and material impact, all within the native CAD environment during design or as a standalone solution. Figures courtesy of Autodesk.
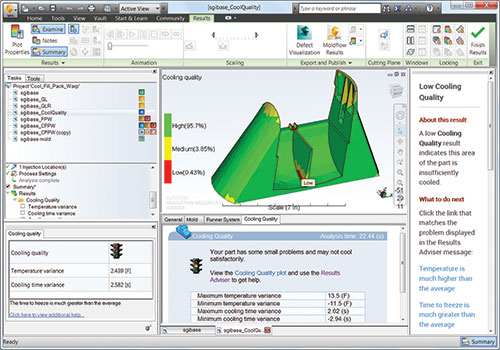
Cooling quality analysis identifies areas of a part that are not being cooled effectively, in this case using a simple traffic light color scheme. This makes it easy for the user to visualize and probe areas of concern for more information.
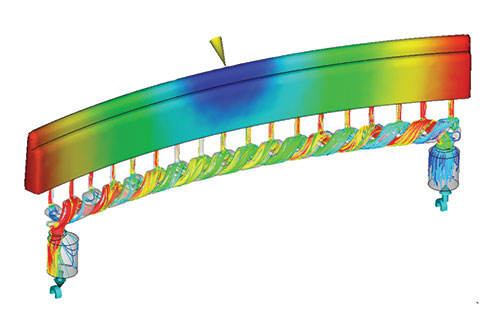
Conformal cooling analysis uses 3D meshing of the entire mold and cooling system, coupled with a computational fluids dynamics solver, to evaluate coolant flow and mold heat transfer over the entire cycle.
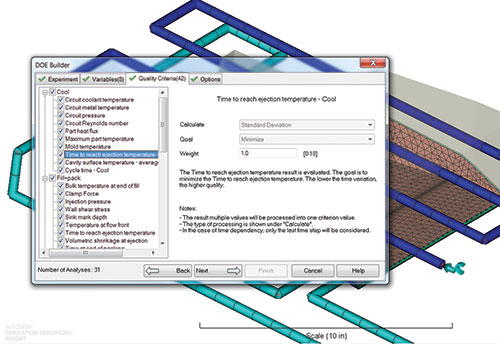
Design of experiments (DOE) analysis helps users understand which process and design variables have the greatest effect on tool and part quality.


Cooling typically takes up the largest portion of injection molding cycle time. Yet many companies do not analyze their mold cooling design strategies, and even fewer use simulation to optimize cooling for maximum efficiency. This is mostly due to a lack of expertise, or the cost and time required for such analysis. However, as plastic part complexity and mold requirements increase, it is imperative to integrate simulation into the company’s workflow to reduce risk and increase profit.
Simulation is an effective tool that companies can use to help them make informed decisions related to mold cooling, and accuracy and speed are important factors they must consider when evaluating simulation software. There are several options available to users who want to evaluate the cooling characteristics of a single part as well as use multi-cycle transient analysis to assess the effects of the entire mold and injection molding process.



The simulation choice must meet each shop’s specific needs and answer specific questions. Here, we explore some of the cooling-related analysis options available today and the applications for which they are appropriate.
Simulation for designers. Part and tooling modifications can negatively impact project budgets and deadlines. Typically, the later these changes are made in the design-to-manufacturing process, the higher the associated costs will be. Design-for-manufacturing simulation software offers real-time “spell-checker-like” advice on plastic part design, manufacturability, cost and material impact, all within the native CAD environment during design or as a standalone solution.
This type of upfront analysis offers configurable guidelines for part design, such as acceptable thickness variation, and then relates how the design decisions will affect overall cooling time requirements and part cost.
Cooling quality. Software that analyzes cooling quality identifies areas of a part that are not being cooled effectively and then enables the user to probe these areas of concern for more detailed information.
The software analysis also graphically shows regional differences in temperature and cooling time between overall part averages, and identifies part geometry modifications that can be made to avoid such differential cooling, which can contribute to part warpage. Iterative part designs, alternative process conditions and materials then can be evaluated to judge the effectiveness of any cooling improvements before details of the mold design are considered.
Steady-state cooling. This type of analysis looks at the average temperature distribution for a given molding cycle and uses the results to optimize the mold design and ensure part quality. Both part and mold temperatures are analyzed, then a cycle-averaged temperature distribution is calculated for the mold. This can help optimize various aspects of the part and mold design, including where to core out the part, cooling system layout and cycle time.
Transient cooling. Transient cooling analyses are used to simulate the change in mold temperature at different stages of the injection molding cycle. During the molding cycle, the different areas of the mold (especially those in contact with the part) will heat up and cool down around an average temperature. Typically, a mold will be hotter during the filling stage and cooler during the pressurization and cooling stages. Transient cool analyses enable you to see how the mold temperature varies over time for one stable cycle or multiple cycles, from production startup to thermal stability.
Conformal cooling. In addition to traditional tube-like cooling systems, molds can be manufactured with complex cooling shapes and cross-sections that closely follow the contours of the part. Vacuum brazing and direct metal laser sintering (DMLS) are common manufacturing techniques that can be used to create such conformal cooling channels.
In performing conformal cooling analysis, simulation software can create 3D meshing of the entire mold and cooling system and use a computational fluids dynamics (CFD) solver to evaluate coolant flow and the corresponding mold heat transfer over the entire cycle. Such simulation can lead to cycle time savings of 20 to 40 percent compared to traditional cooling techniques and improved part quality due to reduced warpage, making it valuable for evaluating multiple cooling strategies before investments are made.
Rapid heating and cooling. Rapid mold heating and cooling techniques can be used to improve the surface quality of a part while keeping the cycle time as short as possible. This mold heat transfer optimization is accomplished by heating the mold surface above the polymer’s glass transition temperature (Tg) for the filling phase and then quickly reducing the mold temperature after fill. Simulating such rapid heating and cooling allows one to explore the best heating and cooling technology, and then couple it with timing and mold design.
Design of experiments (DOE). DOE is a statistical engineering method that determines which variables have the greatest effect on final part quality and which have the least effect. Users input ranges of process or geometry variables, and DOE analysis shows the sensitivity of each variable and ultimately what set of conditions produce the shortest cycle time. When used early in design stages, DOE analyses can help improve part designs by guiding decisions related to the plethora of available factor combinations. This type of analysis can also be used to hone mold design details for efficiency.
Summary
Cooling is the longest component of the injection molding cycle, so optimizing cooling is important to increasing cycle efficiency and therefore increasing profit. Simulation tools can provide cooling evaluation during part design, not just during mold design, helping users make informed decisions that reduce risk downstream.
Cooling analysis is not a one-size–fits-all tool for a single user, however. It is a whole toolbox of simulation options that are custom-built for a particular user and application. To efficiently and systematically reduce costs, simulation should be integrated into a company’s entire product workflow.












Related Content

What is Scientific Maintenance? Part 2
Part two of this three-part series explains specific data that toolrooms must collect, analyze and use to truly advance to a scientific maintenance culture where you can measure real data and drive decisions.
Read More
Products and Services for Multiple Moldmaking Needs
New year, new technology roundup! Featured here is a collection of product offerings, from profile milling cutters to industry-specific CAD/CAM software to innovative hot work tool steels.
Read More
MoldMaking Technology's Most-Viewed Content 2022: Products
MMT shares the five top-viewed technologies, equipment and services of 2022 in each Engineer, Build, Maintain and Manage tenet based on Google Analytics.
Read More
CAM Automation Increases Mold Production, Quality
Mold builder switches CAM software package after 20 years to take advantage of innovative programming strategies that reduce mold machining programming and processing times.
Read MoreRead Next

Circuiting Done Right
Using cooling simulation to circuit your cooling lines properly.
Read More
Circuiting Done Right
Using cooling simulation to circuit your cooling lines properly.
Read More
Reasons to Use Fiber Lasers for Mold Cleaning
Fiber lasers offer a simplicity, speed, control and portability, minimizing mold cleaning risks.
Read More