
Laser Texturing Proves Automotive Potential
A cosmetic interior tooling application in North America could spell a brighter future for a process that promises savings throughout the supply chain.


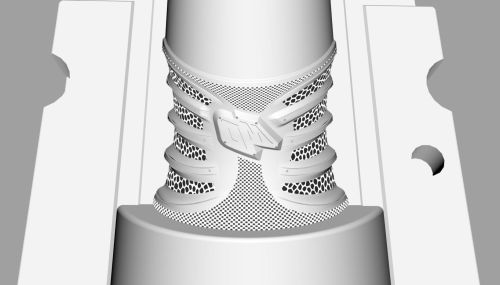
In an example of the possibilities unlocked by laser texturing, a close look at this airbag cover mold reveals three different grains that morph together seamlessly. The tool was textured in Europe on lasers from GF Machining Solutions, which supplied this image.
A closer look at one of the areas where two different textures blend together on the airbag cover mold shown above. (Image courtesy of GF Machining Solutions.)
Another close look at texture morphing on the airbag mold. (Image courtesy of GF Machining Solutions.)

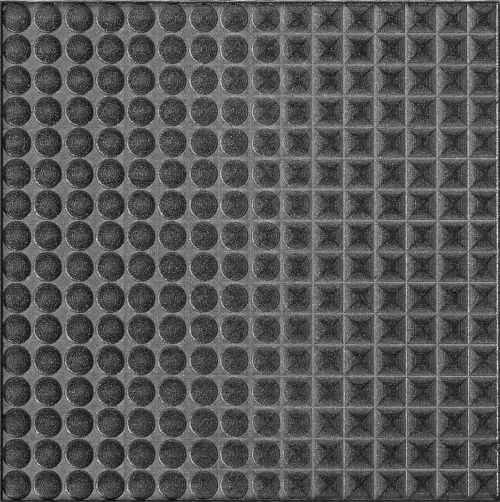
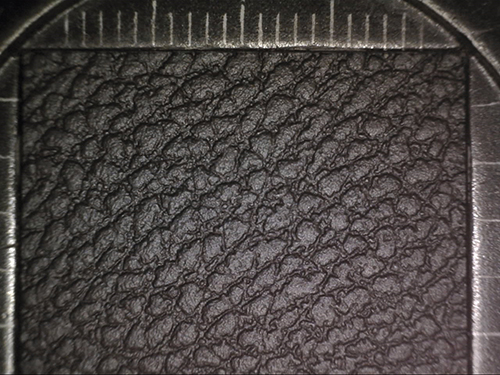
This part, a cover for a component used to attach the passenger-side seat to the vehicle’s body, was one of three automotive interior tools chosen for laser texturing as part of a minor redesign of a luxury crossover SUV. Beyond proving the processes’ ability to replicate chemical etching results, the application demonstrated potential for levels of precision and repeatability that could impact the entire automotive supply chain. (Image courtesy of TSTech Americas.)
A closer look at the leather-grain pattern on the luxury SUV component shown above. (Image courtesy of TSTech Americas.)
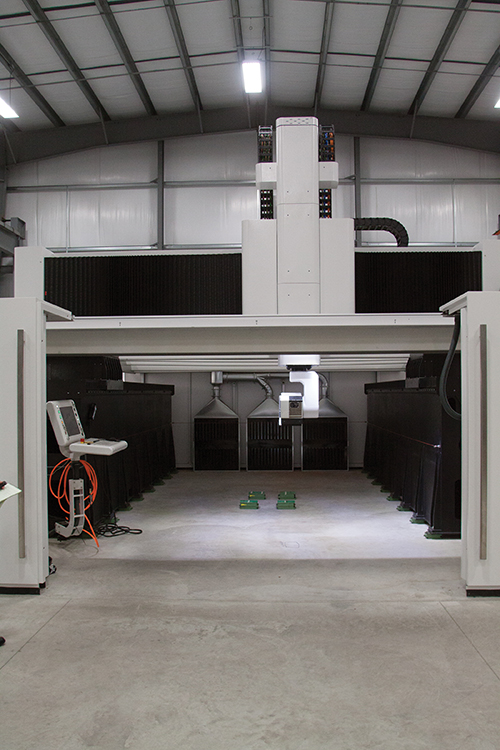
Custom Etch’s latest machine purchase is the Laser 4000 from GF Machining Solutions. Company vice president Don Melonio says the machine’s large work envelope would be “essential” for automotive work, which involves many large, multi-cavity tools. Resting on a 3-foot-thick concrete pad, the machine resides in a 10,000-square-foot addition to the company’s plant completed just last year to accommodate anticipated growth in its laser business. (Image courtesy of Custom Etch.)

Custom Etch technicians Ed Socciarelli (foreground) and Jake Miletta mask tools in preparation for chemical etching. This process requires an extensive amount of experience and expertise—attributes that have been increasingly difficult to find in recent years.
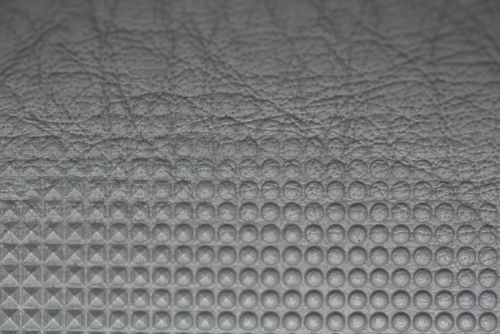
This surface and the one in the next picture were produced on molds that were chemically etched at different suppliers. Although the specified pattern is the same, variations in that manual process create visible differences that can be problematic for automotive OEMs that demand harmonious vehicle interiors. (Image courtesy of TSTech Americas.)
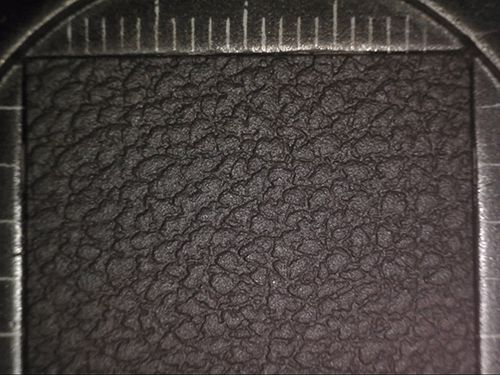
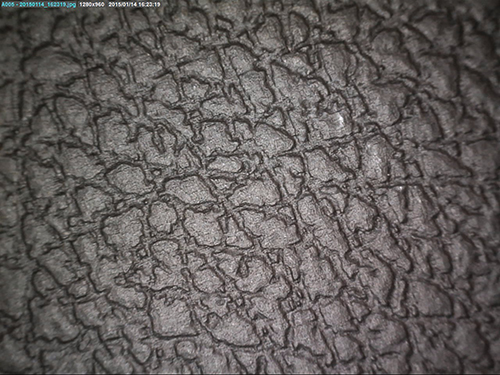
Despite having the same specified pattern, this texture and the one in the picture shown above have visible differences due to variations in the chemical etching process at different suppliers. (Image courtesy of TSTech Americas.)
Custom Etch’s laser machines calculate the texturing area from grayscale art, in which darker shades indicate a deeper etching. Here, a grayscale texture pattern has been digitally applied to only the proper areas of a mold cavity via a process called mapping. (Image courtesy of Custom Etch.)

This grayscale pattern in the previous picture guides the laser in texturing Mountain Dew bottle molds for Pepsi Co., one of Custom Etch’s largest customers. (Image courtesy of Custom Etch.)

Here is the cavity side of a mold that produced a cover for a luxury crossover SUV’s passenger-side seat-reclining mechanism. One of three molds chosen for laser texturing, the tool was still undergoing testing and had yet to be shipped to Custom Etch when this photo was taken. (Image courtesy of TSTech Americas.)



Anyone familiar with the automotive tooling supply chain knows that sometimes, things can get a bit messy. As an engineer with TSTech Americas, a Tier 1 seating and interior component supplier to a major automotive OEM, Justin Crawford has plenty of war stories. Many involve the same scenario: a set of interior trim tooling arrives with a textured pattern that isn’t consistent from one mold to the next. Some cases even involve damage that interferes with a mold’s operation, such as a grain etched so deep that parts drag as they eject from the tool.
Addressing such problems can take weeks, a delay that ripples throughout the supply chain. That includes a mold’s original manufacturer, which might be asked to re-machine the tool, send it back to the texture supplier, and re-assemble it when it returns. Any problem tool requires resampling as well. Meanwhile, Crawford and the rest of the team at TSTech are responsible for coordinating any activity that might be required of the toolmaker, molder and texture house—and for answering to the OEM. “Grain can make up 5 to 15 percent of the entire tool cost,” Crawford says. “With anywhere from eight to 16 weeks required to make a one-of-a-kind tool, a problem can create headaches for everyone.”



Problems arising in the texturing phase are more common than anyone would like to admit, says Don Melonio. As vice president of Custom Etch, one of the aforementioned OEM’s approved suppliers of interior grain patterns, he’s seen the aforementioned scenario play out before. However, he emphasizes that the problem isn’t usually with the supplier per se, but with the texturing methodology. Despite the inherent limits of chemical etching for automotive interior work, this process is the only available option for texture houses like Custom Etch.
Yet, one of the shop’s recent jobs indicates that this could change in the not-so-distant future. That job involved using laser texturing machines to impart a leather grain on three molds for a minor redesign of a 2015-model luxury crossover SUV. Melonio and Crawford both say that, to their knowledge, this may be the first-ever instance of a major automotive OEM specifying laser texturing for cosmetic interior tooling in North America. Although the molds have yet to go into production, the texturing itself—and the overall tool build and qualification—was a resounding success, Crawford says.
Other major vehicle manufacturers have surely taken note. If they follow suit, laser texturing’s North American future could be bright indeed. That’s because the industry’s need for consistency makes it stand out as a sector in which broad adoption of this process could significantly improve the overall efficiency of a typical tool build. The result will be substantial time and cost savings for everyone in the supply chain. “This could really change things,” Melonio says. “It’s like going from a Bridgeport to a five-axis CNC.”
Ripe for Change
Melonio’s analogy couldn’t be more fitting. Whereas chemical etching is a time-intensive, mostly manual process, laser texturing is performed on equipment that looks and operates similarly to any other metal-cutting CNC machine tool. Guided by programs based on digital CAD files or 3D scans, these systems use pulsed ytterbium lasers to sublimate material—that is, the metal skips the liquid phase and goes directly from solid to gas.
Based in New Castle, Pennsylvania, Custom Etch was the first company in North America to purchase one of these machines, Melonio says. Although that was only four years ago, the texture house has since come to rely on lasers for more than half of its business. It now has three of these machines, all five-axis models from GF Machining Solutions, and plans are in the works to add more. So far, this expansion has been driven by work for the packaging and building trades industries.
The company’s success isn’t the only evidence that laser texturing is a fully mature technology. After all, Europeans had been using it to impart intricate textures and patterns on mold surfaces for years before Custom Etch got into the game, says Gisbert Ledvon, director of business development at GF Machining Solutions. Comparatively slower adoption on this side of the Atlantic, he says, has less to do with the effectiveness of the technology than a comparatively slower buy-in from the market, particularly from the automotive sector. That could be changing for two reasons: demand for a more individualized buying experience and the increasing pace of globalization.
As is the case with products ranging from cell phone covers to home appliances, vehicle designs are more varied than ever before, Ledvon explains. Before long, consumers here could develop an appetite for interior trim packages like those found on the latest European luxury cars, such as BMW’s i3. With precision measured in microns, laser is the only viable way to achieve some of the intricate patterns in these packages, which typically aren’t available here.
Not yet, anyway. After all, the aforementioned German OEM is here. So are plenty of other foreign automakers that have opened new North American manufacturing operations in recent years, particularly in the Southern U.S. and Mexico. “Laser texturing will enable these firms to replicate what they’re doing in their home markets,” Ledvon says. “Particularly in North America, which is on track to produce something like 17 million cars this year, further adoption could also be driven by the need to perform texturing faster and more consistently.”
A Viable Alternative
Although these benefits are far-reaching, the luxury SUV texturing job at Custom Etch was a far more modest first step: proving that the process is, indeed, a viable alternative to chemical etching. This first application was a cautious choice, Crawford says. Of 11 total molds in the luxury SUV package, the three chosen for laser texturing produce passenger-side seating components located on the interior floor, where they’re mostly out of sight for vehicle occupants. Moreover, the SUV itself is a niche luxury model, as opposed to one of the OEM’s higher-profile, higher-selling vehicles.
Whatever the merits of this cautious approach, Crawford is confident that the results will lay any fears to rest. There is no discernable difference between the leather grain pattern on the three laser-textured tools and the one on the eight acid-etched tools, he says. Anticipating the start of production within the next few months, TSTech has been working with the OEM to share the results with the automaker’s governing styling groups.
In the meantime, texture shops will continue to rely on chemical etching for such work. At Custom Etch, this process begins with thoroughly cleaning an incoming mold, then painstakingly covering the surface with vinyl tape, wax or another suitable media, leaving only the portions that require texturing exposed. Next, personnel sandblast the area to be textured, typically with a glass-bead or aluminum-oxide mix. Once they’ve applied the acid-resistant overlay tooling, they subject the mold to a harsh chemical mix that dissolves unprotected areas of the surface metal to impart the pattern. Employees also have to prepare the chemicals beforehand and properly dispose of them afterwards (the latter task is highly regulated).
Although tedious, chemical etching has its merits, Melonio says, noting that he doesn’t see Custom Etch divesting in this capability anytime soon. For one, an acid bath removes more material more quickly than a pulsed laser. Along with no need for programming or machine setup, that advantage often makes chemical etching a better option for lower-volume, less-precise texturing applications. However, higher quantities and higher standards for precision exacerbate the processes’ inherent drawbacks. Given that these drawbacks are particularly burdensome for automotive interior tooling applications, the advantages of laser texturing for that work are particularly pronounced. These advantages include:
• Less labor. It goes without saying that the precision of a pre-programmed laser limits the risk of error, but the process has throughput benefits too, particularly at higher quantities. For most interior trim applications, Custom Etch receives dozens of molds, all for the same vehicle. Some orders can involve nearly 100 tools. With multiple OEMs specifying Custom Etch as one of just a few suppliers certified to perform texturing, the work can quickly add up and threaten to overwhelm the shop’s capacity, Melonio says. Laser machines are far better-suited to this work because, with setup and programming completed, operators can simply hit “cycle start” and walk away.
• Improved repeatability. Those operators can also rest assured that the programmed texture pattern will look exactly the same from tool to tool. This enables meeting automotive industry demand to match textures throughout the entire interior—to ensure the door panel trim looks the same as the dashboard, for instance. With chemical etching, achieving such a fit requires attention to the precise placement of the masking material, the mix of chemicals in the bath, the length of time the mold should be submersed in the solution and various other factors, all of which are subject solely to the judgment of human beings. “Any time you have people manually doing anything, you’re not going to get the exact same result piece after piece,” Melonio says.
He emphasizes that Custom Etch takes great pride in the expertise of its employees and their ability to closely replicate any specified pattern on multiple molds. However, guaranteeing an exact match with a tool shipped from another texture house is virtually impossible with chemical etching.
Therein lies what is perhaps the greatest promise of using a machine that slavishly adheres to programmed parameters, Melonio says. With a digital texture file developed one time and adjusted to fit each job, laser machines can accurately and repeatedly apply the same grain to any number of mold surfaces. Those machines and mold surfaces don’t have to be in the same location, either. That opens up the possibility for OEMs to source tooling strategically from multiple texture houses around the globe with little risk of sacrificing consistency or overwhelming a single supplier. Melonio and Crawford agree that this would be a sea change in the progression of a typical automotive mold build, one that could potentially put an end to the sort of delays described at the beginning of this article.
• No material discrimination. Inconsistencies arise from more than just natural human variation. For example, molds with different hardnesses require different amounts of time in the chemical bath to achieve the same degree of etching. Laser, in contrast, can consistently texture across multiple materials with different hardnesses. Pulse duration, focal lens size and other factors that dictate the rate and extent of material removal are all determined and proven out in advance. Crawford adds that TSTech’s use of aluminum production tooling, which leaves less room for error than steel in chemical etching, is part of what spurred interest in this technology.
• New texture possibilities. As GF Machining’s Ledvon notes above, precision measured in microns enables laser machines to create textures that simply wouldn’t be possible or cost-effective to produce via chemical etching. Moreover, laser’s repeatability enables not only matching patterns and grains, but stretching them harmoniously throughout the vehicle’s interior. For instance, the veins of the leather grain on the laser-textured luxury SUV tooling proceed uninterrupted from core side to cavity side. “If the customer wanted an interior that looked like a rose garden, we could potentially do that on every piece they send us, and make them match up,” Melonio says. “There are no limits.”
The process also offers potential for more than just exceedingly intricate patterns, he adds. The three SUV molds, for example, feature low-draft areas that call for a 20-micron-deep leather-grain etching, compared to 70 microns deep on the rest of the surface. Otherwise, dragging and scuffing could occur as the parts eject from the tools. Achieving different texture depths on the same tool is possible with chemical etching, but it requires unconventional methods that are even more difficult and time-consuming than usual, Melonio says. Even then, achieving a specified depth with exacting precision is difficult to guarantee with a manual process. However, Custom Etch’s laser machines have no problem, and the two areas blend together with no visible transition line.
• Easier repairs. Laser texturing also has the potential to continue paying dividends long after a mold has entered production. If a worn tool requires repair, the molder can rest assured that an identical grain can be applied to the area in question afterwards, even if welding requires a dissimilar material, Melonio says. In contrast, acid-etching repair results are inconsistent at best.
A Promising Future
Despite the promise of laser texturing for automotive tooling, the luxury SUV job is only a first step. Crawford, Melonio and Ledvon all agree that it will likely be at least a few years before the industry truly embraces the technology here in North America.
Melonio doesn’t mind. Custom Etch’s success with the process demonstrates that laser texturing has already caught on in other sectors. The company will continue to expand its capacity to meet increasing demand and set itself apart from competitors, some of which have recently installed their own laser equipment.
Yet, the potential for more automotive work can’t be ignored when forecasting for the future, he says. In fact, a significant commitment from OEMs could leave even an operation as well-prepared as Custom Etch straining for additional capacity. Given laser texturing’s potential, this commitment could be more a question of “when” than “if.”
















Related Content

OEE Monitoring System Addresses Root Cause of Machine Downtime
Unique sensor and patent-pending algorithm of the Amper machine analytics system measures current draw to quickly and inexpensively inform manufacturers which machines are down and why.
Read More
Precision Welding Services Offer Rapid Turnaround Mold Repair and Reduced Molder Downtime
X-Cell Tool & Mold relies on outsourced, high-quality welding repairs from Lewis-Bawol Welding to ensure its customers' molds are back in production quickly and affordably.
Read More
Control Helps Push the Limits of Five-Axis Micro Mold Machining Accuracy
Toolmaker quickly meets the demands of critical medical device manufacturers with a new five-axis machine tool equipped with the right control technology.
Read More
Hybrid Milling/Drilling Machine Reduces Total Mold Machining Time
MSI Mold Builders now squares, plus drills and taps eye-bolt holes on 50% of its tools in a single setup using a five-axis milling/drilling center with a universal spindle.
Read MoreRead Next

Are You a Moldmaker Considering 3D Printing? Consider the 3D Printing Workshop at NPE2024
Presentations will cover 3D printing for mold tooling, material innovation, product development, bridge production and full-scale, high-volume additive manufacturing.
Read More
How to Use Strategic Planning Tools, Data to Manage the Human Side of Business
Q&A with Marion Wells, MMT EAB member and founder of Human Asset Management.
Read More
Reasons to Use Fiber Lasers for Mold Cleaning
Fiber lasers offer a simplicity, speed, control and portability, minimizing mold cleaning risks.
Read More