

Share
Read Next



RCO Engineering (RCO; Roseville, Michigan) has a strict business standard that it lives up to every day: accountability to the customer. The company achieves this with its talented workforce and advanced technology.

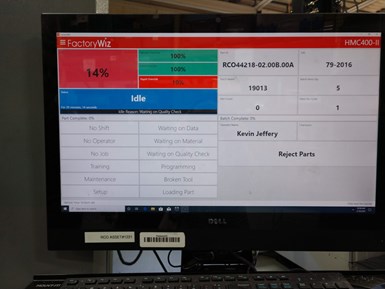
Tablets or a PC allow for quick and easy data entry by an operator or at a glance status while walking the shop floor.
With over 430,000 square feet of manufacturing space and roughly 600 employees, RCO offers mold and tool building, CNC machining, injection molding, foam molding, precision metal stamping, robotic welding, painting and complex assembly. Since 1973, the company has focused on the aerospace and automotive markets, including the design and manufacture of seats for a major aircraft company. RCO also assembles thousands of different parts made from numerous materials to produce high-quality final products. This portfolio and level of quality demand investment in the latest Industry 4.0 techniques and technologies.



Figuring Out Machine Performance and Utilization
As it was, RCO had a list of “unknowns” in their CNC department that needed answers, which required the management team to look at the CNC machine like an actual “employee.” In other words, a machine needs an hourly wage assigned to it, so a shop can determine when a machine was making money and when it was costing money.
The team could also not account for large blocks of idle machine time. “We were noticing, on average, 1,200-1,400 hours a month of downtime,” Justin Castillo, RCO’s engineering manager, says. Armed with this information, the management team set out to discover why this was happening, but quickly realized the current system that covered 25 CNC machines did not have the appropriate tracking capabilities: machine performance and utilization.
These two factors are vital to achieving a shop’s overall productivity and profitability, or Overall Equipment Efficiency (OEE), but other factors are also involved. For example, the success of a machining operation has a lot to do with human behavior, especially the level at which machine operators are performing their duties to keep machines running and jobs on schedule.

Decisions to add more staffing or machining resources become easier based on accuracy of data collected through daily tasks.
Enter a solution: TST Tooling Software Technology LLC (TST), one of RCO’s long-time solutions providers which recently became a reseller of FactoryWiz monitoring software by Refresh Your Memory Inc., an innovative solution provider of CNC communications and machine monitoring systems.
This software is not a cloud-based system. It resides onsite, where the shop has complete control of its data. This was an essential aspect for the management team at RCO.
The monitoring software is configured through an easy-to-use web interface that displays live and historical production data on large screen dashboards, standard PCs, tablets andsmartphones. This software is not a cloud-based system. It resides onsite, where the shop has complete control of its data. This was an essential aspect for the management team at RCO.
RCO installed FactoryWiz in two separate departments: production component CNC machining and tooling CNC machining. The management team made it as simple as possible for the workers running the machines by installing tablets and touchscreen computers on the shopfloor and gave each operator a login tied to the time-keeping system.
Simple to configure and use input screens.
Management noticed the effects almost immediately, as only one month after implementation, the company was already making critical gains in machine time hours and it answered the question about a machine’s idle time. For example, with FactoryWiz, the RCO team was able to better understand the reasons machines were idle or down, as well as make more real time adjustments to better utilize their equipment.
The RCO team was also using the software to send reports directly to supervisors, who quickly worked to reduce the shop’s idle machine time by setting up custom Idle Retroactive and Idle Forward reports, which have functions that record machine downtime. The idle retroactive function captures the machine idle time between the machine stop and the next machine start. The software also captures what is happening while a machine is idle without requiring an operator to be at the machine at the exact moment it stops.
For example, if an employee is busy at another machine when a machine stops, he or she can go back when ready and enter the appropriate idle reason for that time. This feature helps to paint a more accurate picture for the shop as opposed to a shop that is unable to enter idle reasons retroactively because employees cannot be at a monitor exactly when a machine stops.
“It was an easy solution to the human impact on machine downtime. The software fills in the gaps and provides real-time, accurate feedback on machine downtime and quality, which streamlines quoting and one- and two-off parts,” Castillo says.
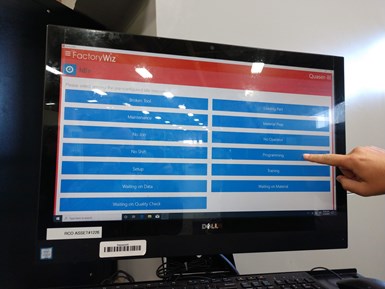
A list of pre-determined idle reasons helps keep consistent data entry across all operators for smooth reporting.
FactoryWiz’s short learning curve and TST Tooling Software’s support team were essential to RCO’s successful implementation across its 40 CNCs. “FactoryWiz was the most appropriate solution for us because we didn’t need so much customization and reporting upfront. We simply plug it into a machine, the operator types in his job number and we can then monitor setups, idle time, programming and quality checks,” Castillo says. Since installing FactoryWiz over two years ago, RCO has reduced machine idle time from 1,200-1,400 hours a month to approximately 400 hours a month. This improvement has motivated operators to start a friendly competition to see who can beat the latest record, and the numbers just keep improving.












Related Content

The In's and Out's of Ballbar Calibration
This machine tool diagnostic device allows the detection of errors noticeable only while machine tools are in motion.
Read More
Developments in High-Speed Machining Technology
There have been many exciting developments in high-speed machining relative to machining centers and controls, tooling and CAD/CAM systems.
Read More
Machining Center Spindles: What You Need to Know
Why and how to research spindle technology before purchasing a machining center.
Read More
Leading Mold Manufacturers Share Best Practices for Improving Efficiency
Precise Tooling Solutions, X-Cell Tool and Mold, M&M Tool and Mold, Ameritech Die & Mold, and Cavalier Tool & Manufacturing, sit down for a fast-paced Q&A focused on strategies for improving efficiencies across their operations.
Read MoreRead Next

Mold Design Software Empowers Moldmaker’s Teams by Giving Accessibility and Visibility
VISI CAD/CAM connects Innovative Mold Inc. shop and engineering teams by providing real-time communications about work in progress.
Read More
How to Use Strategic Planning Tools, Data to Manage the Human Side of Business
Q&A with Marion Wells, MMT EAB member and founder of Human Asset Management.
Read More
How to Use Continuing Education to Remain Competitive in Moldmaking
Continued training helps moldmakers make tooling decisions and properly use the latest cutting tool to efficiently machine high-quality molds.
Read More