
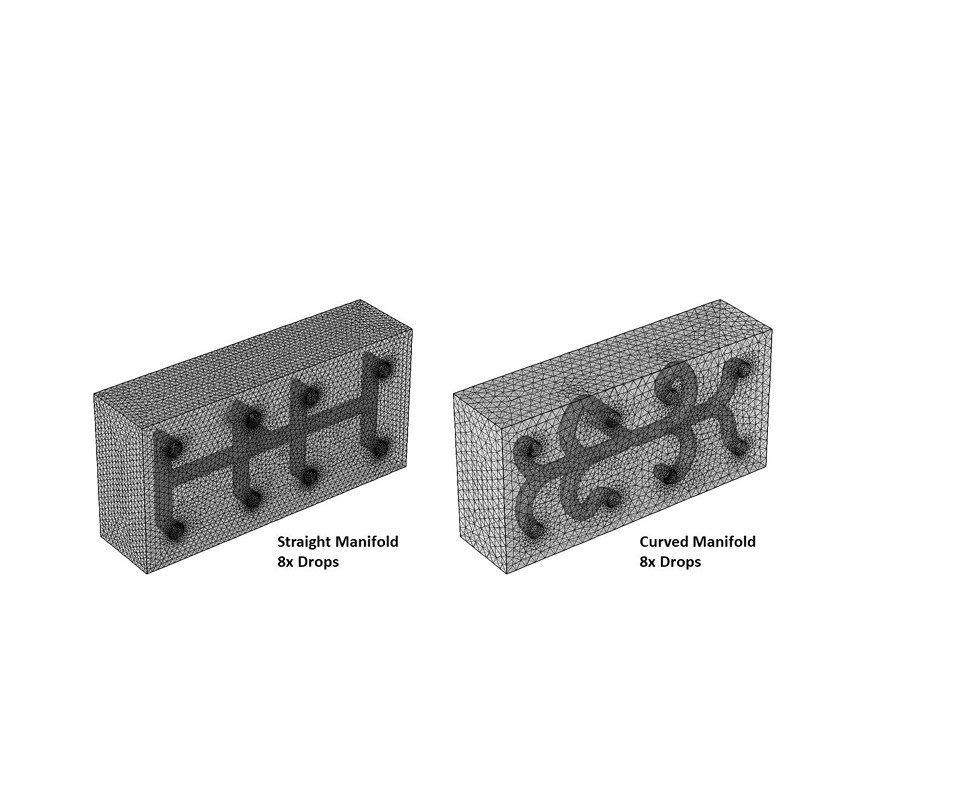
Figure 1. These manifold CAD models show straight versus curved designs analyzed for an eight-drop system. Figures courtesy of HTS International.
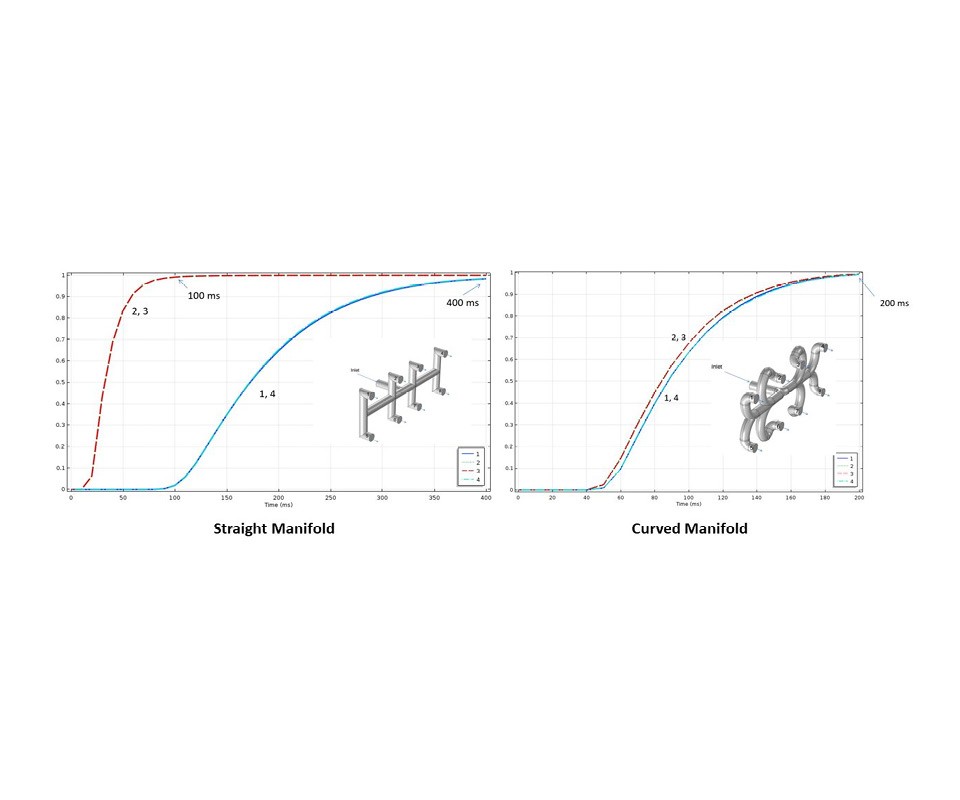
Figure 2. These graphs show fill fraction versus the residence time for straight (left) and curved (right) manifolds. The simulation results show equalization of residence time for the curved design.
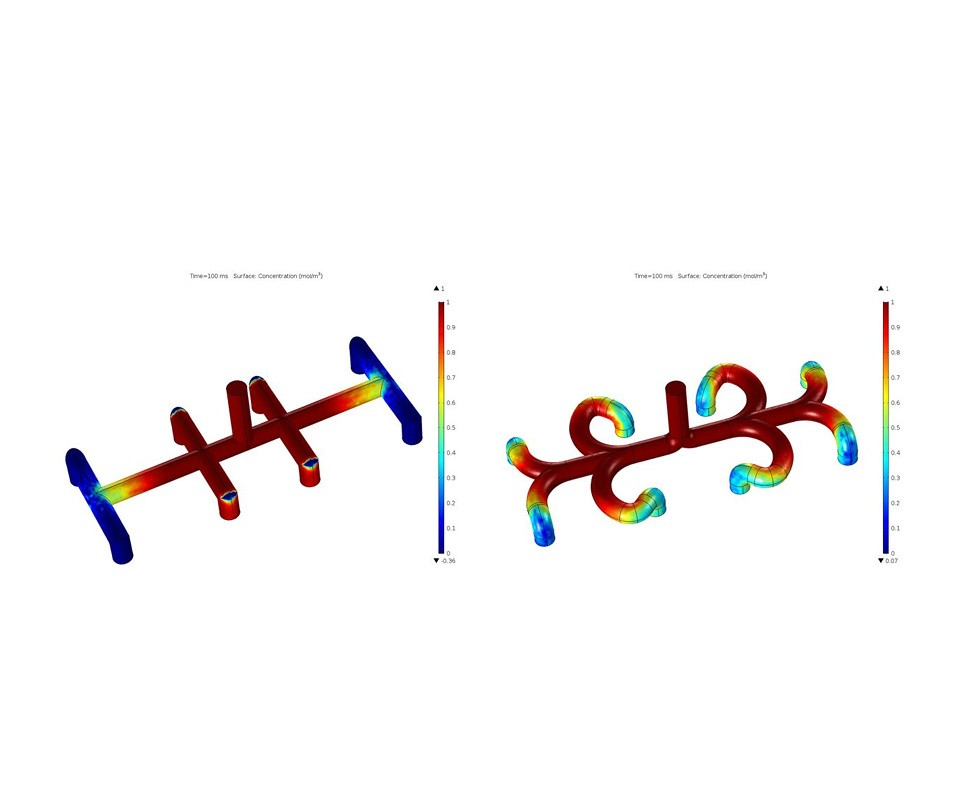
Figure 3. These images depict surface concentration at 100 milliseconds simulated time for both straight (left) and curved (right) manifold designs. The straight design shows fill of the inner drops before the outer drops and incomplete fill at the sharp edges on the inner drops.
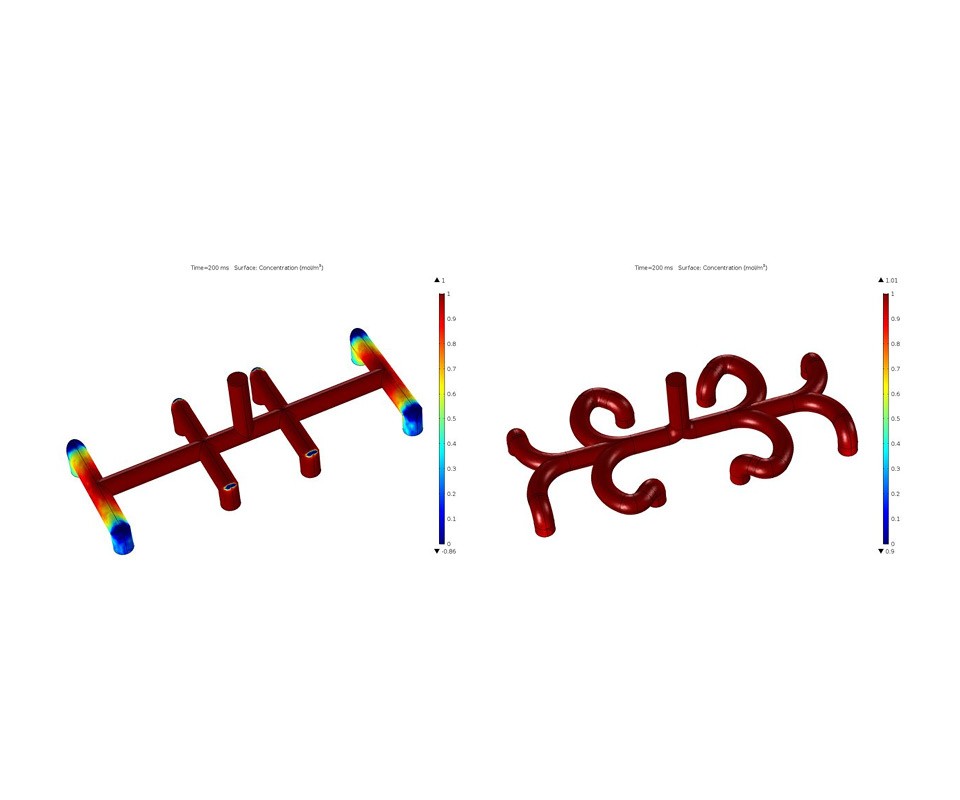
Figure 4. These images depict surface concentration at 200 milliseconds simulated time for straight (left) and curved (right) manifold design. The curved design shows completed fill for all drops, while the outer drops of the straight manifold design are still filling.



Hot runner manifold channel design is essential for the operation of an injection mold, impacting change-out time, part quality and even the number of possible drop locations in the mold. The key to advancing manifold design is having the ability to manufacture and implement curved channels in blocks of steel.
Cross-drilling and plugging a block of steel produces the simplest manifolds. Advanced manifolds may use brazed plug inserts to round internal corners or two-piece brazed manifolds to achieve curved internal channels without plugs. However, plugs are a complicated solution that can still leave drag spots. Brazed plates can be successful, but they have limited size and potential quality issues because of the weakness of braze joints (which are basically a metal “glue”). Manifolds are typically subject to the hottest temperatures and the highest pressure of either the mold or the hot half, making steel strength critical for maintaining the mechanical integrity of the hot half.



Curved manifold channel design produced by metal additive manufacturing (AM) is a new method capable of achieving a better balance of fill across drop locations (or equalized residence time of the polymer), according to a recent research project by Oak Ridge National Laboratory (ORNL) and HTS International Corp. with the simulation effort headed by Dr. Prashant K. Jain and Dr. John A. Turner of ORNL. The findings in the research mean faster color changes, improved hot runner system stability and reduced pressure requirements. Hybrid metal additive manufacturing equipment has made it possible to produce smooth internal surface finish for H11, H13 and 420 SS variants of components. Hybrid AM involves a machining step during layer buildup, which offers superior surface finish to the standard printed finish from power-bed processes.
To date, metal additive manufacturing has produced advanced, curved manifolds H11 (1.2343) at a footprint of 600 millimeters by 400 millimeters. This is three to five times larger than the size of previous generations of curved manifolds produced using brazing technologies.
Curved manifold channel design produced by metal additive manufacturing is a new method capable of achieving a better balance of fill across drop locations.
The R&D began in 2017 in an effort to understand and publish guidelines for proper hot runner manifold channel design. These guidelines are relevant for hot runner manifold construction, independent of the method of manufacturing. Some of the basic findings are summarized here to showcase the considerable difference between a drilled, straight manifold design and a curved channel design.
Assumptions. This research was performed under the assumptions that polypropylene melts at uniform temperature, which is equal to 250°C (plus or minus 30°C) and that the polypropylene had a Newtonian, laminar flow. The pressure boundary was at an inlet of 10 kilopounds per square inch, and the research was performed using an isothermal steel manifold.
The curved manifold (see Figure 1) was designed for equal flow channel length. Other parameters could be optimized, including pressure drop and residence time. The results of the simulations were significant: residence time (or the time that the polymer spends in the manifold channels) was nearly equalized along the different flow paths. The residence time was cut from 400 milliseconds to 200 milliseconds in the outer channels (see the labeled positions 1 and 4 between the graphs in Figure 2), while the residence time was increased from 100 milliseconds to 200 milliseconds in the interior channels (see the labeled positions 2 and 3 between the graphs in Figure 2).
A look at the normalized, surface-concentration profile further validates the equal filling profiles in the curved manifold compared with the conventional manifold (see Figures 3 and 4). While the cases shown represent two extreme ends of the manifold design spectrum, the benefits of removing constraints on the shape of the manifold channels are clear. For multi-cavity molders, new production capabilities with metal AM can enable the design of higher-density injection gates and can simplify the manifold stack. For single-cavity molders (as in many automotive molds), these new capabilities enable the strategic placement of drops in complex arrangements.
These benefits occur because patterns are developed without regard for intersecting cross-drill patterns, and curved channels can add path length into a reduced footprint for drops closer to the manifold inlet. Curved channels also reduce the path length for drops located further from the manifold inlet. Lastly, curving channels in a single manifold body reduce stack height instead of having to stack symmetrically drilled manifolds to achieve uniform channel length in high-volume tools.
About the Contributor
Dr. William Sames, Ph.D.
Dr. William Sames is CEO of HTS International Corp.












Related Content

MMT Chats: 4 Keys to a Successful Mold-Building Operation: Innovation, Transparency, Accessibility and Relationship
MoldMaking Technology Editorial Director Christina Fuges chats with Steve Michon, co-owner of Zero Tolerance in Clinton Township, Michigan, about the excitement of solving problems, the benefits of showing gratitude, the real struggle with delegation and the importance of staying on top of technology. This episode is brought to you by ISCAR with New Ideas for Machining Intelligently.
Read More
Technology Roundup: Additive Manufacturing, Mold Materials
Upgrade your manufacturing process or tool steel choices with new/improved additive manufacturing and mold material innovations from AddUp Inc., Mantle, Next Chapter Manufacturing, Edro and more.
Read More
How to Use Thermal Management to Improve Mold Cooling
A review of common mold cooling issues and possible solutions, including 3D printing applications.
Read More
From Injection Mold Venting to Runnerless Micro Molds: MMT's Top-Viewed June Content
The MoldMaking Technology team has compiled a list of the top-viewed June content based on analytics. This month, we covered an array of topics including injection mold venting, business strategies and runnerless micro molds. Take a look at what you might have missed!
Read MoreRead Next

Cooling of the Sprue
Using conformal cooling in sprue bushing design may be one solution for reducing cycle times.
Read More
How to Use Strategic Planning Tools, Data to Manage the Human Side of Business
Q&A with Marion Wells, MMT EAB member and founder of Human Asset Management.
Read More
Are You a Moldmaker Considering 3D Printing? Consider the 3D Printing Workshop at NPE2024
Presentations will cover 3D printing for mold tooling, material innovation, product development, bridge production and full-scale, high-volume additive manufacturing.
Read More