A Review of High-Productivity Workholding Solutions
Insights on workpiece stabilization and non-traditional fixturing with an emphasis on modern-day solutions.

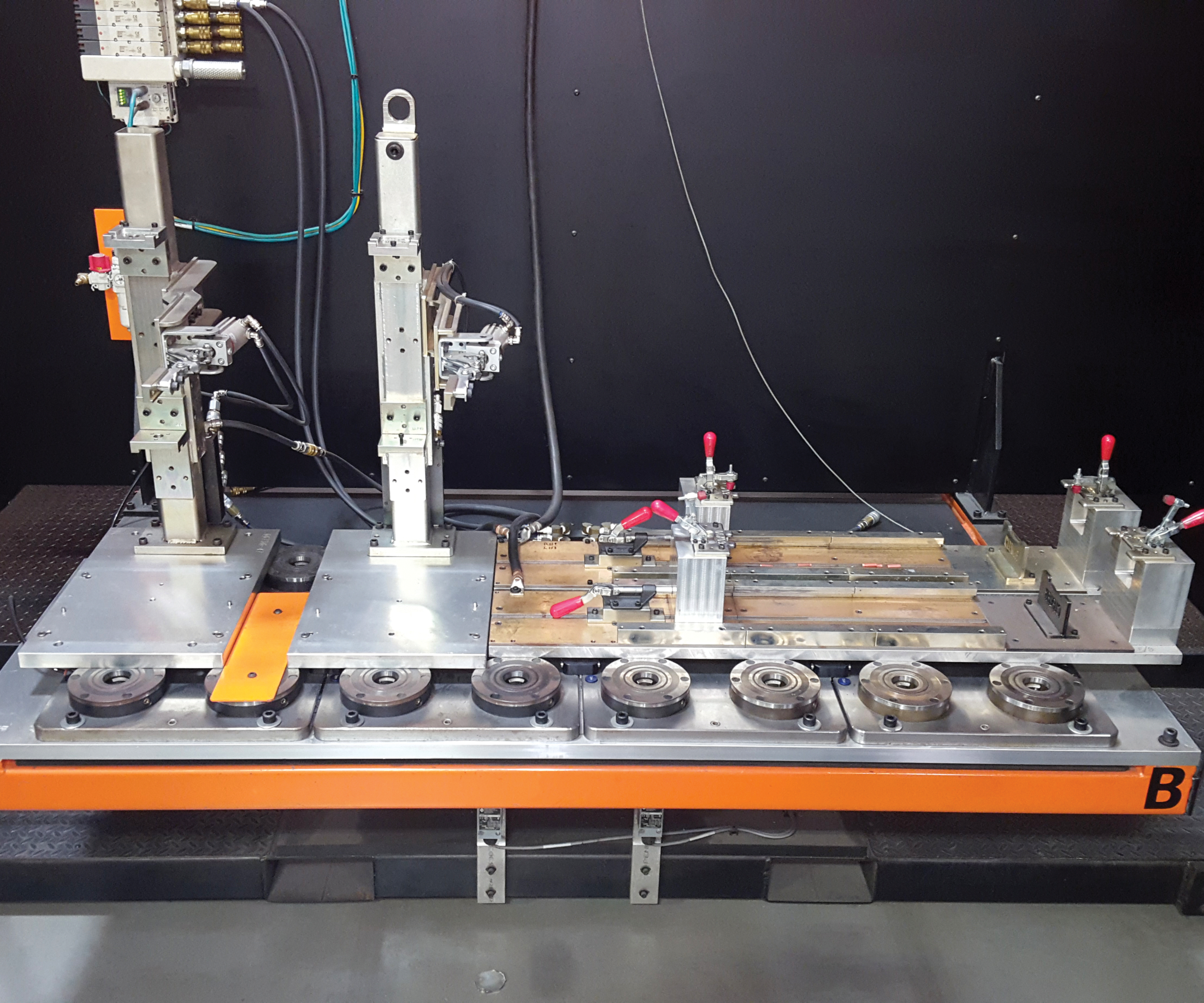
Four- and five-axis positioning is growing in popularity among the most successful shops, according to John Zaya, product manager for workholding at Big Kaiser. Having both horizontal turning centers and horizontal machining centers, equipped with CNC lathes, is an effective mix, and versatile workholding technology offers various benefits. Images courtesy of Big Kaiser Precision Tooling.
Those who are looking for alternative fixtures should consider a standard vise that works day-in and day-out. Palletized fixtures are another great option to consider. For larger, multi-man size workpieces, direct mount provides stability and rigidity, allows for maximum machine travel and volume, and involves no fixture costs.

Automated systems are the pinnacle of flexible systems because they generally have pallets that can be loaded and unloaded automatically. They have no operator variability or human speed limitation, are highly repeatable, and allow for unattended machining and overnight production.



It’s no secret that shops need to be flexible to keep up with today’s marketplace, all while maintaining high part quality. Shops are no longer only making one part at a time or one type of part—their customers expect a more divergent product mix. A new type of request, or even machine type, can come at any time, and the fixturing process needs to play a part in the flexibility required to keep up.
Top shops, as denoted by Gardner Business Media’s annual survey, take advantage of every bit of new technology and put it to good use. The biggest difference between a top shop and a standard shop is unattended machining—allowing minimal interruption and reduced operator involvement. In many of these environments, the loading of parts and fixtures is simplified—the operator only having to load raw material or having the ability to set several workpieces at once.



Four- and five-axis positioning also is growing in popularity among the most successful shops. It allows a workpiece to rotate multiple times, thus gaining access to all sides of the workpiece without an operator rotating it manually.
Having both horizontal turning centers and horizontal machining centers, equipped with CNC lathes, is an effective mix. The highest level of production is reached because these machining centers able to perform multiple operations on a workpiece with minimal operator involvement.
It’s clear, versatile workholding technology offers various benefits. They adjust to these emerging machining solutions to eliminate the risk of operators working inside the machine, spindle uptime is higher, and it takes advantage of a cell’s capability to run unattended.
Comparing Various Workholding Solutions
Those who are looking for alternative fixtures should consider a standard vise that works day-in and day-out. It is tried and true, flexible, cheap, and great for one-off parts or prototypes. But vises generally aren’t intended to be moved, operator variations in speed and repeatability may be an issue and setups can be cumbersome for odd shapes and part surfaces, so it’s important to know when to step away from using only a vise. Be advised—any vise can become a bottleneck.
Palletized fixtures are another great option to consider. They allow for higher density parts, offer a starting point for parts in raw form, can be set up for secondary operations, allow faster changeover between batches and reduce the number of tool changes. Once designed for a shop’s needs and tested, pallets can be put on a shelf for storage until needed again. However, they have reduced rigidity, can take up more machine travel and volume, and ROI can take longer to recoup.
As far as mounting directly to the table, not all sizes of workpieces are candidates. Different size workpieces pose different obstacles. Smaller workpieces aren’t viable options. With a medium-size workpiece, mounting directly to the table becomes a consideration. For larger, multi-man size workpieces there’s no financial justification in making fixtures and you need to mount directly to the table, eliminating the need for fixtures. Direct mount provides stability and rigidity, allows for maximum machine travel and volume, and involves no fixture costs. Downsides include increased labor costs due to setup, possibly causing a bottleneck in production, and not being able to perform operations that go all the way through the part.
Lastly, automated systems are the pinnacle of flexible systems because they generally have pallets that can be loaded and unloaded automatically. They have no operator variability or human speed limitation, are highly repeatable, and allow for unattended machining and overnight production. The high-throughput capability frees up personnel to complete other tasks. Automated systems, however, also come with higher start-up costs. ROI can take longer to realize if the production volume is not high enough, and they’re dependent on part and/or fixture consistency. Although, depending on certain machines, the machine builder may have an automated system that can be added to a machine quickly, eliminating the need for re-engineering or building an entire system from scratch.
Each workholding option comes with its list of pros and cons, so be sure to contemplate this and see what works for your shop.
About the Author
John Zaya
John Zaya is the product manager for workholding at BIG KAISER Precision Tooling (Hoffman Estates, IL). John earned a Bachelor of Science degree in Mechanical Engineering Technology from Michigan Technological University. Prior to joining the BIG KAISER team in 2006, Zaya spent time at several machine shops. John can be reached at (224) 770-2930 or john.zaya@us.bigkaiser.com.












Related Content

Developments in High-Speed Machining Technology
There have been many exciting developments in high-speed machining relative to machining centers and controls, tooling and CAD/CAM systems.
Read More
Control Helps Push the Limits of Five-Axis Micro Mold Machining Accuracy
Toolmaker quickly meets the demands of critical medical device manufacturers with a new five-axis machine tool equipped with the right control technology.
Read More
OEE Monitoring System Addresses Root Cause of Machine Downtime
Unique sensor and patent-pending algorithm of the Amper machine analytics system measures current draw to quickly and inexpensively inform manufacturers which machines are down and why.
Read More
Leading Mold Manufacturers Share Best Practices for Improving Efficiency
Precise Tooling Solutions, X-Cell Tool and Mold, M&M Tool and Mold, Ameritech Die & Mold, and Cavalier Tool & Manufacturing, sit down for a fast-paced Q&A focused on strategies for improving efficiencies across their operations.
Read MoreRead Next

2019 Technology Review: Cutting Tools
MoldMaking Technology’s 2019 Technology Review and Sourcing Guide offers some of the latest highlighted products and services from supplier companies from a variety of categories, including cutting tools.
Read More
2019 Sourcing Guide: Cutting Tools
MoldMaking Technology’s annual Technology Review and Sourcing Guide is a comprehensive guide for researching today’s technology, equipment, products and services. The year’s latest moldmaking product developments within mold engineering/design, build and maintenance/repair are broken down into 10 sections, including cutting tools.
Read More
Big Kaiser Hosts Annual Breakfast and Learn Event
Big Kaiser Precision Tooling, Inc., a leader in premium high-precision tooling systems and solutions for the metalworking industries, will host its annual Breakfast & Learn event May 13-16.
Read More