
Putting Aluminum’s Benefits to Work
A look at heat transfer of aluminum molds.
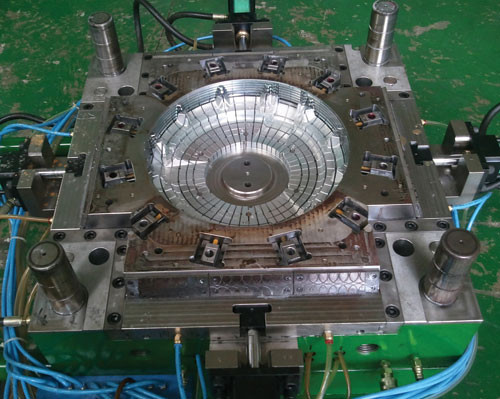
Figure 1 Washing machine tub mold made of a high strength aluminum alloy.
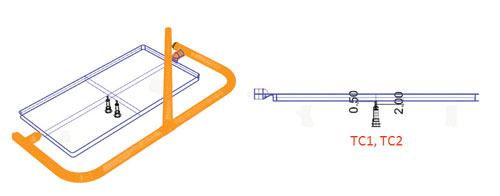
Figure 2 Schematic of plastic molded part and thermocouple locations.
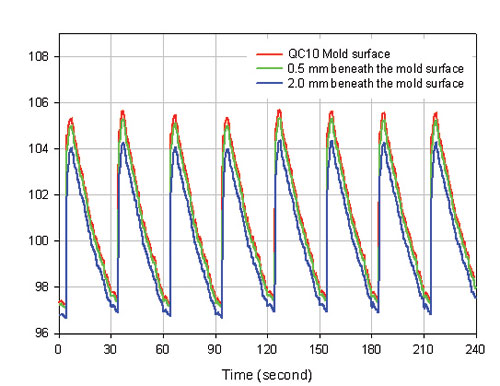
Figure 3a Thermal cycles of mold temperatures.
Figure 3b
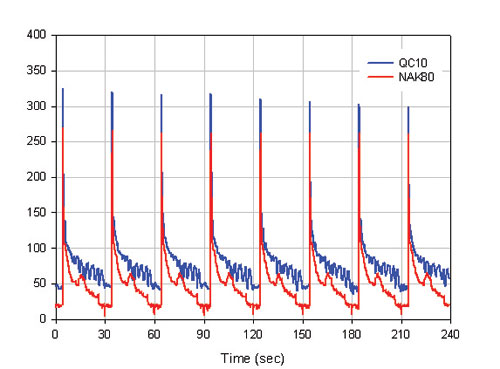
Figure 4 Interfacial heat fluxes.
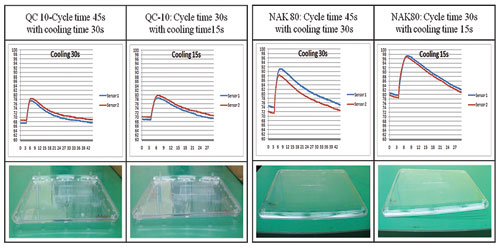
Figure 5 Effect of cycle time reduction on warpage behavior of notebook cover part.
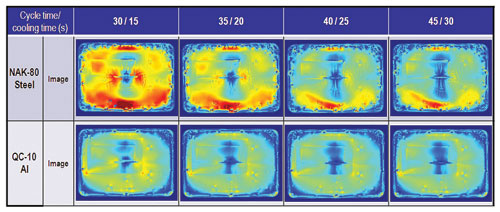
Figure 6 Birefringence retardation of internal residual stresses measured from both molds.



Aluminum has been used as a mold material for prototype, production and blow molding applications. Recently, after three years of study at Honda of America, aluminum molds have started to be used in mass production of automotive parts as well as large, plastic home appliance components such as washing machine tubs (see Figure 1). Some unique benefits include high thermal conductivity, superior machinability, light weight and excellent recyclability.
Aluminum mold alloys have about four times higher thermal conductivity (~160 W/mK) than mold steels (~40 W/ mK), dramatically reducing cooling time in injection molding and minimizing local hot spots that result in part distortion and degraded exterior surfaces. It also helps deliver simpler coolant channel design. Aluminum molds also can be machined faster and polished rapidly. As the density of aluminum is only one-third that of steel, the ease of mold handling and installation is another benefit.1-4



On the other hand, mold steel has better hardness and higher operational temperature compared to aluminum mold alloys, so these benefits of mold steel can be applied to improve the quality of product having a delicate surface texture, especially when high melting point resin is used.
Improving Injection Molding
In plastic injection molding, the productivity of molded parts is mostly determined by cycle time, which is the time needed to be shaped and cooled down from the polymer melt inside the mold cavity. To prevent thermal build-up during injection molding, the coolant should consistently circulate inside the mold. At the same time, to endure the high pressure in injection molding, the mold material should have high mechanical
strength and corrosion resistance.
To illustrate, a high strength aluminum mold alloy5 was compared with a P-20 mold steel in terms of the quantitative heat extraction rate and the extent of product distortion after injection molding. The two different mold materials were used to produce a rectangular plate (120mm×60mm×4mm) made
from polycarbonate resin (see Figure 2).
Two thermocouples were embedded inside the mold with the distance of 0.5mm and 2.0mm from the mold surface. The temperature history was recorded during injection molding and this data was used to calculate the interfacial heat fluxes by an Inverse Heat Conduction Problem (IHCP) analysis.
Figure 3 shows the thermal history of both molds over eight injection molding cycles. Molding cycle was fixed as 30 seconds for both tests, the coolant circulating inside the mold was fixed as 100°C, and the melt temperature of polycarbonate was about 290°C.
The maximum mold temperature of the high strength aluminum was about 105°C with the amplitude of 8°C while the P-20 mold steel had about 119°C with the amplitude of 14°C. The lower amplitude indicates less thermal fatigue, which the mold experiences during injection molding. It also implies more uniform temperature distribution inside the high strength aluminum mold against the steep temperature variation in the P-20 steel mold.
Theoretically, when two thermal bodies of polymer melt and a cooling mold at different temperatures contact each other in perfect manner—which implies the zero thermal resistance—the interfacial heat flux is infinite for the first moment of contact. In practice however, many and hardly quantifiable thermal resistances exist at the interface—such as trapped air, gaps generated by shrinkage of the solidifying
shell from the interface, thermal expansion of the mold, unexpected chemical reactions, uncertainty from thermocouple response, etc.
Combined with the thermal energy transition from the solidifying polymer melt to the cooling mold, these thermal resistances greatly decrease the value of the interfacial heat flux. Figure 4 shows the interfacial heat flux profiles obtained from both molds.
As seen, the heat flux peak can be observed at the moment of melt/mold contact followed by a rapid decay. The heat flux indicates the amount of thermal energy transition that can influence the solidified polymer structures and even the molded surface quality. The higher heat flux of aluminum over
steel indicates the higher thermal absorption of the mold and the faster solidification of polymer melt, which implies the reduction of cycle times in plastic injection molding operations.
Calculation of the time integration of these heat flux profiles—which is the area under the curve of heat flux profiles—reveals that the high strength aluminum mold extracts more than 1.6 times thermal energy compared to the P-20 steel mold.
To investigate product distortion by different molding conditions, two identical notebook molds were tooled using the same high strength aluminum mold alloy and P-20 mold steel for the production of the notebook cover using transparent polycarbonate. By changing the injection molding cycle time with reduced cooling time, it was observed that insufficient cooling resulted in part warpage (see Figure 5).
The distribution of internal residual stresses could also be quantified by birefringence measurement using a WPA-100 analyzer. The magnitude variation of phase-shift retardation in Figure 6 indicates the reduction of cooling time in injection molding increases the intensity of the internal residual stress, which results in more warpage in the P-20 steel mold.
Summary
It should be noted that an aluminum mold should be operated under a mold temperature of less than 300°F, and its cycle time reduction benefit can be prominent when the product is larger and more complex.
Although this experiment demonstrates the high strength aluminum mold alloy’s effectiveness in cycle time reduction with decreased product distortion, its use is still application dependent. Therefore, moldmakers are encouraged to work with an experienced mold material supplier to determine which mold materials offer optimized performance with maximum cost savings for their particular applications.
References
1. C. Goldsberry, “Aluminum vs. Steel Tooling,” Plastics Today, August 2012
2. J. Gawitt & R. Smierciak, “Benefiting from the Properties of High-Strength Aluminum,” Moldmaking Technology, May 2011
3. C. Czeczuga, “Mold Filling Analysis Can Show Benefits of Aluminum Tooling,” Bozilla Corporation Newsletter, February 2010
4 D. Bank, D. Klafhen & R. Smierciak, “Why Plastic Flows Better in Aluminum Injection Molds,” Plastics Technology, September 2008
5. Alcoa’s QC-10®












Read Next

Optimizing Aluminum Tools
Plating aluminum molds for longer production life.
Read More
How to Use Strategic Planning Tools, Data to Manage the Human Side of Business
Q&A with Marion Wells, MMT EAB member and founder of Human Asset Management.
Read More
How to Use Continuing Education to Remain Competitive in Moldmaking
Continued training helps moldmakers make tooling decisions and properly use the latest cutting tool to efficiently machine high-quality molds.
Read More