On-Machine Inspection Eliminates Machine Interruption
Jingdiao’s online measurement and intelligent modification technology measures parts on the machine, eliminating interruption of the continuous production process.




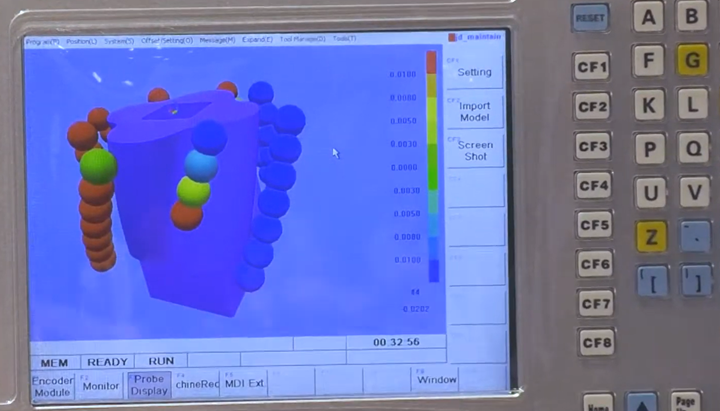
For parts quality control, the inspection process is normally performed off the machine which means interruption of the continuous production process. Jingdiao’s online measurement and intelligent modification technology (OMIM) eliminates this machining interruption by measuring the parts on the machine. Combined with the SurfMill CAD/CAM software, the operator can measure the parts on the machine and immediately see a graph which shows which areas are or not in tolerance and if needed, machine the part into tolerance. Jingdiao’s OMIM helps the operator inspect the parts on the machine resulting in a smooth production process without any interruptions. See a demonstration of this technology, as well as the transcript below, from Amerimold 2019.
Hans Hansen: Thank you for joining us today. For those of you don't know us, we're Jingdiao North America. Our parent company, Beijing Jingdiao, has been in business for 20 years. It got its start as a NC CNC control manufacturer, developed by our founder, who was a computer scientist, saw a need for this type of technology to help grow the economy in China, and has invested a lot of money into R&D. He took it from there to machine tool applications and has further evolved into where we are today.



Some of the things we're going to be talking about is moldmaking. Obviously, we're here at the moldmaking trade show. But also, we want to talk about the technology that goes into it, because the technology can be used in a lot of different applications. The title of this presentation is Online Measurement. And the way we look at this is not just the measurement; it is going to be an entire process. You know, we talked about seamless fit, we talk about the old world masters that are doing the final fitting to get bearing surface. But that presents problems in terms of repeatable accuracy. Final fits are not always guaranteed. And what we do throughout our process, starting with a CAD-CAM system of our design, machine technology of our design, as well as how we apply that, is by making it a one-time setup from a specific data set, so that it can be replicated on a regular basis.
What we have is a five-axis machining center simulating a twisted part. Basically, we're working from a master data set that we're going to use to measure the part. once we've done the basic machine, you would take it a semi-finish. And then from there, you can see right on the machine, once we go ahead and plot it, we're looking for high spots and low spots. Once we have assembled all that data, we do a comparison and then we'll do the final finish cut. So from there, we'll have a perfect match between the two meeting parts. Now those of you who make molds for your customers, there's always a tradition that we make both sets at the same time. But we also know that there's one ware component. So, if your customer has ware components going bad, you're forced to make another set. We're able to do this type of finish repeatedly with or without a match set. We’re able to achieve the seamless fits by measuring these data points.
And we'll go into some samples here to demonstrate just that. But on a five-axis machine of this type, we're also able to achieve mirror finishes coming right off the machine. And all the technology I'm talking about is developed by Jingdiao, including the CAD-CAM system. We have a solid model plugin, the ability to run the routines not just for the cutting path, but also for the probing cycles. We use a standard Renishaw OMP400, which is the most accurate one that they have for machine tool applications, but we don't use their interface. We use our own code and own interface. And during IMTS, Renishaw came to our booth, looked at our interface and said “we can't do that,” based on the types of talents that we have. It was quite rewarding.
With the five-axis machine, we’re able to achieve those mirror finishes I mentioned. Getting a mirror finish with a three-axis is relatively achievable. But to do it in a five-axis, where you have entered in two rotary axes, which we mechanical engineers know is always going to be the weakest point, and do it simultaneous with your three linear axes, we’re able to achieve that mirror finish.
So, when you think about the different applications and the amount of time from a manual labor standpoint to achieve those same finishes it’s costly. We’re trying to supply a solution that eliminates that necessity. Same thing with the match mold sets. When they come off the machine there's no requirement to deburr, there's no requirement for bench work, there's no requirement, theoretically, for measurement, because It’s all been qualified on the machine from your set of master data. Solid technologies that are built in the machine are our own control. That gives us a lot of capability. Rather than using some of the traditional brands that we're all familiar with. DDM motors of our own design. There are some names that we're all familiar with, but we work with them to develop a spec that works for our particular application and our machine as well. So you're going to see some accuracies that are very impressive.
Additionally, the machine is stable. It is repeatable to the point where we can demonstrate one to 14 diamond to length ratio on cutting tools. So for example, we can reach very deep pockets in the molds where we always relied on someone to do the final blending. Again, it goes back to the spindle design being our own. So we eliminate radio play, Z-axis extension, and it is repeatable.
In some cases orientation is critical. So use a CCD system to look at the orientation and then we'll make adjustments to the machine offsets to automatically follow through with that. On that particular part we are holding a depth of plus or minus 10 micron, but we have a capability of 133 CPK with a 167 PPK. And we're holding our shop at less than plus or minus two micron. Think about plus or minus two micron holding a depth all day long, this is where our advantage is, as compared to doing the final fit that you might have to do on your current equipment. So based on on these types of technologies, and again, you can see how we’re plotting the data where we are looking for those highs and lows doing a comparison, and then we'll do the final cut. Once we're concluded, we invite you to take a look at all these parts, feel the finish, feel the fit, and kind of get a feel for what we're just doing on a machine side.
Now let's take it one step further. We talked about application. For Dynamo, there's a lot more to it, grinding, for example, jig grinding, some of the other things that go into it, [are] also very capable on this machine. We built a machine with a specific application in mind, and you will see that in our entire product line. But what we're representing here is targeted to those who are attending the show that are masters. Right? You're all masters at coating dye molds.
With that, again, look at the parts look at what we call seamless. Again, it all goes to a complete process a complete on application, it's not just one special tool, it's not a piece of software, it's an entire process and this is what we deliver to our customers. So with that, I would like to pass it on to Jason who's going to walk you through quickly our CAD CAM system so you have an idea of where the entire process starts. So this is a key component in terms of building the program, the tool pads, the correct tools and parameters to achieve some of these results we're talking about.
Jason (unknown last name/title): Okay, thanks, Hans. So for five-axis machining the movement of machines to communicate and machining process is not virtual and difficult to predict the risk of collision. So in Jingdiao virtual processing technology, we construct the virtual model in CAM software we can simulate the programming and detect an image creation in programming face to make five access programming safer.
So, let us give you a basic introduction about our CAD/CAM software.
Camera cuts to computer monitor for software demonstration
This one is our GD software — software 9.0. So, as you can see, from here is a rainbow toolbar on the top and it's about inter surface on the left you can change the difference data of working the scratched the surface the two paths, and if you right-click on the top you can choose the window you need, like the layer, or like the object property layer. So basically what I want to know is about the simulation function of our in our CAD/CAM software. After you program in the two paths in the five-axis machining. What’s difficult is you don't know if this program is safe or not. So in changing your machining process, we can choose the entire process here.
Right-click here to choose Gouge Check, Collision Check. Click here for two path gouge check. It seems there is no gauge two path. Then use holder collision check. Also, it shows the shortest tool load length for what you need.
So, after finish that ,we can choose the machine simulation here. Based on what kind of machine you need, you can modify the machine simulation here and then simulate the two paths. Before that you can see here: the label is orange, not green. It means the overcut is safe, the simulation is safe, but the simulation is unknown.
So, let’s go to the machine simulation. I'll make it vertical. I'll to need to do something about the machine construction
Here we go.
Simulation starts playing
So, the entire processing is directly run on your computer. So the NC code runs in on the left. It allows you to know know the two paths is not safe. But now I just choose the right two paths.
It will take a few seconds.
Okay, finished. There is no anomaly on the surface so then we click OK. And it shows in here the label turned orange to green. So we can make sure that the two paths are safe. So unlike this one—this is the original two paths I made. I made a gouge check.
The red one is unsafe. So when we output the unsafe code, it will allow me and don’t allow you to alter these two paths. So this is the basic introduction of our CAD CAM software, called software 9.0.
Hans: One of the things that I had talked about were the different applications here, again, we're talking about die-mold machining and aged 13 hardened materials. But to kind of give you an idea in terms of not just selling the machine and selling a process and a solution. There's a part I think is pretty well known, we see it all over the United States, I see it a lot. I see a lot of them in the western side of Michigan; this particular customer came to us with a cycle time of 18 minutes. I see 14, 16 minutes out there. But the goal he gave us the target was 10 minutes. So based on our development, working with the customer and little Jingdao magic, we got it down to almost seven minutes. Now we continue to work with the customer. And now he's down to four minutes. So the reason I'm sharing this with you is we do that in all the work that we do. We're looking to establish a collaborative type of relationship, working together to understand what your needs are, what the problems are that you've had with the parts or possibly quoting a new job that we would advise and possibly even cut a sample part for you to demonstrate a good process, a good application and how would apply. People will look at this being aluminum think it's real simple. But we're returning the geometry to go from 18 minutes, down to four minutes on our machine. I think it's pretty impressive. And you'll find that in some of our other applications as well. So again, we're not here to sell the machine, we're here to sell the solution. Here's a perfect example of this customer to whom we could have sold multiple more machines. That's not we're all about. We were able to bring him something that exceeded his expectations. But bottom line is he's able to now make a lot of money based on the time short time he spent with us. So again, that's the kind of relationship that we've developed with our customers. So far here in the US, customers we developed, we enjoy that. It's a collaborative effort, nothing to hide, we all have the same common goal, and with customers’ know-how and our know-how we achieve these types of results. So we'll go back to the die mold aspect of things.
PJ Naughton: Hans, thank you so much. I had no idea you were such a terrific speaker. How many here think by a show of hands, how should do this presentation at Amerimold 2021?
Hans: We'll have a little more than 10 minutes advance notice to do it next time.
PJ Naughton: My name is PJ Naughton, the sales manager for Jingdiao. When I first started at Jingdiao here, I noticed that there was a video that went viral on the internet. It was a video of our sample parts. Usually when you think of video going viral you think 1, 2, maybe 3 million views. Our video went viral with 18 million views on the internet. It was on YouTube. I think it had 100,000 retweets. It even made it to the first page of Reddit.
What we're going to do here is we're going to demonstrate some of these high precision samples that came off of the Jingdiao machine. Charles, can you give me a hand here? Tell you what, Charles, let's start off with the spiral fit there. And please explain this part.
Charles: This part is actually consistent with two parts. One is a core and one is a cavity. And both of these two parts are finished on our five-axis machine right here. So, the clearance between these two parts is within two microns because of our high-precision machining capability and good control of the environment. So with a two-micron clearance, the air seal is so good that they can lift up a weight underside with a flat surface easily.
PJ Naughton: But wait, there's more. We're going to take that part and we're going to put it on steroids right here. Over here we have a block that's close to 50 pounds. So go ahead and we're going to crank up on this device here and there's a spiral punch—the same one that you see here. But the air suction here is so tight, it's only a two micron Clarence between the punch in the die. It’s going to create air suction and pick up a 50-pound block.
Give it a couple of cranks there.
Now if you can zoom in to the punch section right there, you're going to see it slowly drip out there. That's because of the two-micron difference between the punch and the die. The fit is so tight would take over three minutes for this part to finally drop out. This is not something I've ever seen before.
[To Charles] All right, let's bring it down. Okay, you want to show them the punch?
So, that finish actually came off of the machine; it was not hand-polished.
Another one of the blocks that went viral on our video is this part. So this part is actually two parts that were machine on the Jingdiao. If you zoom in there, it's almost impossible to see the parting line between the two parts there. But go ahead, pull it apart. Once again, it looked like it was hand-polished. It actually came off of the machine with that finish.
Let's show them this example. And let's take the part apart. And we're going to rotate it in four different directions there. And it still fits perfectly.
So also what these parts, they've been machined on different machining centers. But they'll they're also interchangeable, which means we could take one part, switch it with the other and it's still going to be a perfect part.
And if you zoom in there, you can see the parting lines are almost invisible. So that shows how well built the jingdiao machines are that you could even switch parts from machine to machine and come up with the same results.
So on this part here, it was milled in a round. We got 13 holes here. And three different plates. We're gonna remove the pins, and then we're going to rotate the plates.
Charles: I just want to add something here. Those three plates, all the holes are made independently for each layer of the plates. So totally, it's 39 holes and fading together.
PJ: We'll leave the center pin in so it can rotate.
So this is a dead-accurate part. All those pins are going to fit right in there before we rotated the part.
The first pin is in.
Charles places pins back through layered parts after rotating them
So the hole position is within two microns and the fitting clearance is also two microns.
All right, we're in the homestretch we got three pins left. 12. And 13 pins. It's a perfect fit on a Jingdiao machine. We got one more sample to show you.
Here is this large fit. Charles is going to pull this piece apart.
Charles pulls on part
Go, ahead. Well, you got a problem here. Can't do it? Come on. Wendy, push him out of the way.
Wendy: Maybe it's time to show a girl like wonder lady in Jingdiao. See what a little girl like me can do.
Wendy pulls it apart
PJ: Let's give Wendy a round of applause there.
Thank you so much for standing by and watching our presentation and we invite anybody to come in our booth and learn more about our products. Thank you so much. Have a good day.








Related Content

Three Good Reasons to Switch from Three- to Five-Axis Machining in Moldmaking
Five-axis machining technology is a great tool in the moldmaker toolbox.
Read More
Precision Meets Innovation at IMTS 2024
After attending IMTS, it's clear that the integration of advanced technologies is ready to enhance precision, efficiency and automation in mold manufacturing processes. It’s a massive event, so here’s a glimpse of what the MMT team experienced firsthand.
Read More
Hybrid Milling/Drilling Machine Reduces Total Mold Machining Time
MSI Mold Builders now squares, plus drills and taps eye-bolt holes on 50% of its tools in a single setup using a five-axis milling/drilling center with a universal spindle.
Read More
MMT's Most-Viewed Case Studies in 2024
Did you miss any of MoldMaking Technology’s most-viewed case studies from 2024? Now’s your chance to dive into these trending topics.
Read MoreRead Next

Reasons to Use Fiber Lasers for Mold Cleaning
Fiber lasers offer a simplicity, speed, control and portability, minimizing mold cleaning risks.
Read More
How to Use Strategic Planning Tools, Data to Manage the Human Side of Business
Q&A with Marion Wells, MMT EAB member and founder of Human Asset Management.
Read More
How to Use Continuing Education to Remain Competitive in Moldmaking
Continued training helps moldmakers make tooling decisions and properly use the latest cutting tool to efficiently machine high-quality molds.
Read More