
Faster Response with Reduced Contour Machining Cycle Time
Contract injection mold producer optimizes VMC capability to retain competitive advantage.




“Our mold building facility has the output of a shop twice its size,” says President Greg Adams. “We routinely do lights-out, un-manned machining, and our three wire EDM machines run all night. Our high-productivity machining capability is a definite advantage that we have over others.”
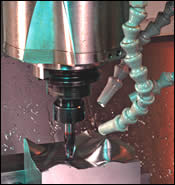
The Fadal VMC 2216FX cuts a contoured part at 250 ipm at Great Lakes Mold. The advanced data processing power of the Fadal GE Fanuc 0i-MC control includes a “look ahead” feed feature that optimizes cutting speed. “We get sharper corners, because it reduces trajectory errors,” according to Bruce Proctor.

Great Lakes Mold senior moldmaker Bruce Proctor queues up a part program on a MAG Fadal VMC 2216FX, the most recent addition to the company’s machining center assets. Figures courtesy of MAG Fadal.

Fadal 2216FX shown hard at work. Cycle times have been reduced by as much as 75 percent with the machining center.

Great Lakes Mold builds complete injection molds for automotive component prototype and production work. Bases, inserts, slides, lifters and other mold details, as well as graphite electrodes for its EDM operations, are machined on Fadal VMCs.

In addition to the 2216FX, VMCs at Great Lakes Mold include a Fadal VMC 4020, a Fadal VMC 15 and two Fadal VMC 3020s.
Great Lakes Mold senior moldmaker Bruce Proctor queues up a part program on a MAG Fadal VMC 2216FX, the most recent addition to the company’s machining center assets. Figures courtesy of MAG Fadal.
Domestic mold builders need every competitive advantage possible to retain business that is persistently being lured away by offshore shops. Fast response, superior skills and creative use of resources are key productivity factors that help contract tooling suppliers in the Midwest keep their automotive customers.



Maintaining the right level of CNC machining capability, and getting every penny’s worth of value from investment in machine tools, makes a big difference. The need to double or even triple machining feedrates to gain faster cycle times was a major factor in the recent decision by contract shop Great Lakes Mold (Shelby Township, MI) to add a MAG Fadal VMC 2216FX to its stable of four Fadal VMCs from MAG Fadal (Chatsworth, CA).
Great Lakes Mold builds complete injection molds for automotive injection molders (both prototype and production work) as well as their own injection molding operations. Parts range in size from electrical connectors and safety restraint latches to a center-console cup holder. Bases, inserts, slides, lifters and other mold details, as well as graphite electrodes for EDM operations, are machined on their Fadal VMCs.
Mold Components Machined Faster
Cycle times have been reduced by as much as 75 percent on the new 2216FX compared to their older machining centers. Typical cutting speeds are now 50 to 100 ipm, even on hardened steel. Previously, feedrates averaged 40 ipm. Depending on the application, feedrates can be as high as 250 ipm. Mold components are typically hardened to 48 to 52 Rc, but go up to 68 Rc, with the heat treatment process occurring between the rough and finish cuts. P-20 and S7 are used frequently, as well as high-grade aluminum (QC7) for prototype work.
“The core and cavity machining workload can become a bottleneck, especially when we are producing 8-cavity or even 16-cavity molds,” says Ron Kriss, production supervisor. A contour machining operation that once took 20 minutes, for instance, can now be accomplished in approximately five minutes with the higher feedrates, combined with skillful programming. The more cavitation in the mold, the more the potential time savings.
The advanced data processing power of the Fadal GE Fanuc 0i-MC controls includes a “look ahead” feed feature that optimizes cutting speed. “We get sharper corners, because it reduces trajectory errors,” says Bruce Proctor, senior moldmaker. The control’s 32-bit Pentium processor fuels the features. A preview function allows the control to “consider” multiple upcoming program blocks to optimize acceleration and deceleration of the cutting speed. An automatic corner override reduces the feedrate when cutting inner corners, preventing an overload of the cutter and improving the surface finish.
Job setup is fast. “The prompts on the control are very good,” Proctor continues. “A new machinist can be going solo on the 2216FX after one walk-through—two at the most. We’re very happy with the user-friendliness.”
Machine-to-Zero Capability
Achieving superior dimensional tolerances and surface finishes without post-machining is a priority at Great Lakes Mold. Kriss explains: “We’ve been focused on net machining since before there was a term for it. In almost all applications, we’ve eliminated fitting of sub-inserts, spotting of the core and cavity, and benchwork. The accuracy of the MAG Fadal machines plays a big part in our machine-to-zero capability.”
On the new 2216FX, rigid box-way construction and Steinmeyer ETA+ dual-mounted ball screws contribute to the consistently tight tolerances and surface finishes that are achieved. The fact that the machine sells for well under $50,000 is the clincher for a growing number of job shops as well as OEM manufacturers. Great Lakes is also happy with the reliability and serviceability of the Fadal machines, and decided in the early 1990s to standardize on them. Sales and support come from the local Fadal dealer, VMC Technologies (Troy, MI).
Toughest Challenge Conquered
What was the toughest challenge in recent years at Great Lakes Mold? Proctor claims it was creating an extremely complex mold for a fuse-panel frame: 450 inserts, each of them different, were involved in a single mold. “We pulled it off in seven weeks. The previous, original version of the mold that had been built in China took many months,” Proctor says. “If we had the faster Fadal 2216FX at the time, it would have been easier in terms of the machining of inserts on a tight schedule.”
VMCs at Great Lakes Mold include a Fadal VMC 4020 (with a larger 48" X 20" table), a Fadal VMC 15 and two Fadal VMC 3020s—one with a Siemens controller and one with the Fadal control. A Mikron HSM 400, with a 7-pallet indexer, rounds out their metalcutting capital equipment. The shop operates two sinker and three wire EDMs.
“This is tough business, but we successfully compete on a global basis for injection mold work,” says President Greg Adams. “Our mold building facility has the output of a shop twice its size. We routinely do lights-out, un-manned machining, and our wire EDM machines run all night. Our high-productivity machining capability is a definite advantage that we have over others.












Related Content

Women Impacting Moldmaking
Honoring female makers, innovators and leaders who are influencing our industry's future.
Read More
The Trifecta of Competitive Toolmaking
Process, technology and people form the foundations of the business philosophy in place at Eifel Mold & Engineering.
Read More
The In's and Out's of Ballbar Calibration
This machine tool diagnostic device allows the detection of errors noticeable only while machine tools are in motion.
Read More
Advances in P20 Steel Potentially Eliminates Need for Stress Relieving After Rough Cutting
Omega Tool Corp. compares conventional, new P20 grades side by side in production fascia tools, finds no downside.
Read MoreRead Next

How to Select and Use Your Vertical Machining Center
Competitive shops need to consider the true capabilities of their VMCs to achieve a high level of accuracy and surface finish.
Read More
How to Use Strategic Planning Tools, Data to Manage the Human Side of Business
Q&A with Marion Wells, MMT EAB member and founder of Human Asset Management.
Read More
Reasons to Use Fiber Lasers for Mold Cleaning
Fiber lasers offer a simplicity, speed, control and portability, minimizing mold cleaning risks.
Read More