
Achieve More with Twin Wire EDM Technology
As wire costs continue to increase, twin wire will be recognized as a strong tool for fine tuning wire EDM performance and reducing cost.




Figure 1: Larger diameter wires will not complete small radius requirements. Figures courtesy of GF AgieCharmilles.

Figure 3: Illustrates how many components require that the inside shapes and the outside perimeter be machined with wire EDM. Many components can benefit from using a combination of different wire diameters.

A unique mechanical design with exclusive twin wire digital control of the spark.1 Photos courtesy of GF AgieCharmilles.

Figure 4: Surface finishes down to .05 Ra µm are now obtainable.

ED wire-cutting machine in operation using two different types of wires.2
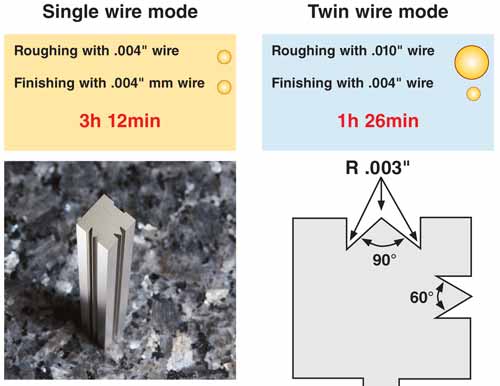
Figure 2: This example illustrates the time saving benefits of twin wire technology.
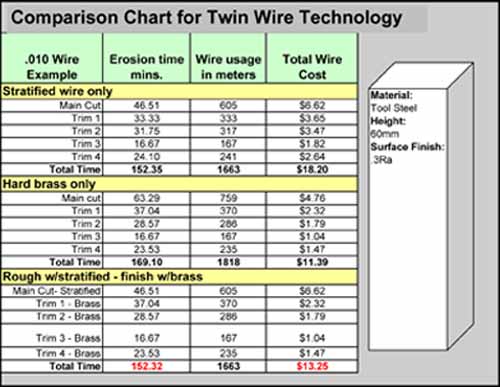
Table 1 –Comparison of three different strategies for cutting the same piece of 60mm tool steel with high accurancy and surface finish requirements.

ED wire-cutting machine with two wire spools for different wire types.2

Picture of three types of wires: high performance, economical and small diameter. Each wire has its strong points.

Twin wire configuration.2
Most, if not all mold shops are under ever constant pressure to reduce operating costs and improve turnaround time to compete in the global market. This is no surprise; we have been fighting this war for some time now. One thing that may or may not be apparent to those on the front line is the effort that machine tool manu-facturers take to help make their products more productive and economical. There are many different approaches EDM manufacturers now take to reduce operating costs. Some main areas of focus include:
- Improving electrical and EDM generator efficiency to reduce overall power consumption.
- Re-developing erosion technology with an emphasis on slower wire feedrates.
- Increasing precision in the roughing cuts to reduce trim passes.
- Increasing cutting speeds and precision of smaller diameter brass EDM wires to the point where they can replace larger diameter wires in many applications.
These enhancements are all valuable, but there are other opportunities to save cost.



For instance, what if we looked at a wire EDM like we look at a machining center? What if we could automatically change from a roughing wire to a finishing wire? Being able to change wire automatically has merit in more than a few applications.
The following applications represent four different scenarios that present additional cost savings opportunities:
Application 1
Small Radii Requirements
The most common use for twin wire EDM systems is the ability to erode contours with small inside radii using a larger wire diameter first, then auto-matically change to a smaller diameter wire, perform the finish passes and complete the smaller radii (see Figure 1).
In Figure 2, the cost benefits associated with using this strategy become apparent. Without the benefit of twin wire, this part would most often be cut completely with .004" diameter wire, since it would be too costly and cumbersome to switch wire diameters on conventional wire EDM machines.
Application 2
Multiple Contours with Varying Requirements
Many components require that the inside shapes and the outside perimeter be machined with wire EDM. Figure 3 represents an application where the inside details have smaller radii requirements that the outside detail. On conventional EDM machines, there are at least two ways of approaching this job:
- Complete the outer contour and the inner contours with the smaller diameter wire.
- Cut the inner contours with the smaller diameter wire, manually change wire to a larger diameter, and complete the outer contour. This process may achieve a faster cutting time, but that time savings may be lost due to costs associated with the wire changeover. On most EDM machines, this changeover can be a timely process requiring the actual changing and re-alignment of the wire guides.
On a twin wire EDM machine, the job can be approached in an entirely different manner:
- If small enough, the inner contours can be no-core cut with the larger diameter wire first. Otherwise there would have to be an intervention for slug removal.
- The twin wire system will then automatically change over to the smaller diameter wire and perform the finish cut on the inner contours.
- The twin wire system will then automatically switch back to the larger diameter wire and complete the outside perimeter of the component.
It should be noted that in a situation where high accuracy details are going to be finished with two different diameter wires, the operator may want to verify the position of each wire prior to erosion. This is mainly due to the slight manufacturing variations in the wire itself.
It also should be noted that in larger components, it may be necessary to rough out the outer perimeter prior to completing the inner profile. This strategy would be used if there is a concern about part movement during erosion.
Application 3
Using the Best Wire for the Task
As the cost of wire continues to increase, this strategy becomes more relevant. With twin wire EDM systems, it becomes an easy matter to use high-performance stratified wires for the roughing pass, and then automatically change over to economical brass wire for the finishing passes. This combination allows the user to take full advantage of the high-speed capability of stratified wire in the rough cut without wasting the high priced wire on the successive finish cuts.
Table 1 compares three different strate-gies for cutting the same piece of 60mm tool steel with high accuracy and surface finish requirements. The cost savings of using two different types of .010" diameter wire for this application is apparent.
Application 4
Superfine Surface Finish Requirements
Some twin wire EDM systems are capable of achieving surface finishes as low as .05 Ra µm. In order to obtain such finishes, a high quality zinc coated wire should be used. This high quality .008" zinc-coated wire can be up to 60 percent more expensive than brass, and does not provide a real advantage in cutting speed. With this scenario, it may pay to actually rough with brass wire, and finish with the zinc-coated wire.
This is an unusual reversal in the world of wire EDM. The emphasis on technology development for economical brass wire has opened up a new world of possibilities that will allow brass wire to operate at much the same speeds as a zinc-coated wire in many applications (see Figure 4).
Summary
The automatic wire changing capabilities of twin wire EDM systems are well suited for any multi-diameter wire application. As wire costs continue to increase, they also will be recognized as a strong tool for fine tuning wire EDM performance and reducing cost.
Although twin wire technology has been well embraced by the precision die-making community, it is only in its infancy in precision moldmaking applications. As the pressure continues to use more cost-effective EDM techniques, the more likely we are to use it in the future.
References
1FI 2050TW.
2AC Vertex 1.












Related Content

How to Improve Your Current Efficiency Rate
An alternative approach to taking on more EDM-intensive work when technology and personnel investment is not an option.
Read More
Maintaining a Competitive Edge: EDM, Automation and Machining Technology Roundup
This month’s technology roundup features products, processes and services relating to EDM, automation and machining. For example, jig grinding for large molds, scheduling automation software, cobot integration, die sinker EDM and much more.
Read More
Predictive Manufacturing Moves Mold Builder into Advanced Medical Component Manufacturing
From a hot rod hobby, medical molds and shop performance to technology extremes, key relationships and a growth strategy, it’s obvious details matter at Eden Tool.
Read More
Small, Agile Mold Builder Keeps Speed and Accuracy at the Forefront
Michigan-based Zero Tolerance tests the limits of moldmaking and molding with teamwork and technology that permits changes on the fly.
Read MoreRead Next

Wear Parts and Consumables: The Keys to Maximizing Your EDM
Mold shops need to pay attention to the potential impact wear parts and consumables can have on their overall production.
Read More
Tips on Improving Wire EDM Productivity
By focusing on such aspects as maintenance, tooling and training, moldmakers can increase the productivity of their wire EDM significantly.
Read More
Burning Bright
EDM experts reveal that trends in increased automation combined with unattended machining result in better accuracy and surface finishes in wire and diesinking EDM applications.
Read More