
A Multi-Metal Additive Approach to Optical Quality Molds
Researchers propose a new approach to producing mold inserts with optical surface quality and no degradation using electroforming, thermal spray, and selective laser melting.



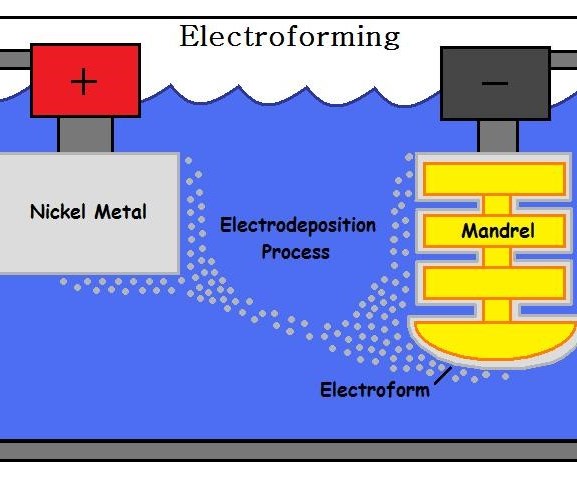
The electroforming process. Image courtesy of Nathan Sargeant / Public domain.
Metal additive manufacturing (AM) has become a crucial part of industrial process technologies. Due to the reduction of mold manufacturing time and the possibility to include conformal cooling channels, many in the mold industry have adopted the use of AM.
However, at times, tooling applications require molds with free-form shapes that stray from the standard geometric ones. These molds may also require a surface roughness lower than Sa nm. When this is the case, another step is necessary.



Due to the complex shape of these molds, many often rely on hand polishing. While allowing more significant attention to detail, hand polishing lacks repeatability, accuracy, and requires high levels of training to complete. Several researchers have posed alternative surface post-process options, such as controlled mechanical polishing or laser polishing. Unfortunately, these alternatives either have errors or do not achieve widespread acceptance.
Researchers at the Technical University of Denmark have proposed a new approach for producing multi-material additively manufactured mold inserts with optical surface quality and no degradation. This approach uses a combination of three different processes—electroforming (EF), thermal spray, and selective laser melting (SLM). During experimentation of this new process, researchers considered the thickness of the nickel layer with temperature sensitivities, consolidation of the sample, and the thickness of the thermally sprayed nickel layer.
Three-Process Approach
Let’s explore how these three additive processes are used together in this new approach. Combining indirect tooling with EF—which uses diamond machining—produces molds with optical surface quality and high accuracy, eliminating surface imperfections like scratches, bubbles, or chips. This combined process also reduces lengthy polishing operations or chemical depositions, shortening the time and cost of mold manufacturing. Lastly, EF with indirect tooling can produce conformal cooling channels that help to control and maintain a consistent mold temperature.
Then add the SLM process to this approach. SLM uses a laser beam with a considerable heat input that melts successive layers of powder. Without this three-process approach, SLM causes the temperature to rise in the nickel layer, which decreases hardness and the surface quality of the layer. However, thermal spraying a nickel buffer layer—during which metal particles are either wholly or partially melted and adhered to the coated surface—can prevent the excessive heat in the nickel layer.
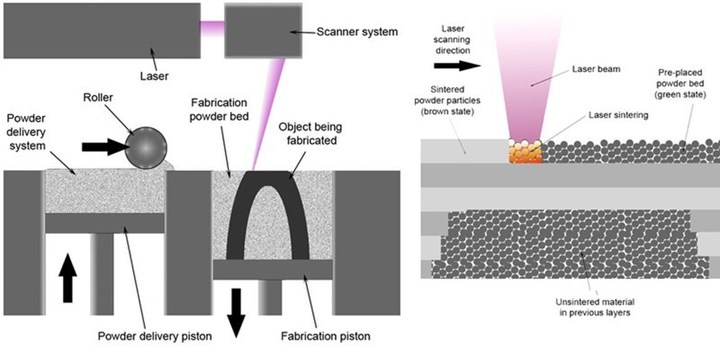
A selective laser melting system. Image courtesy of Materialgeeza / CC BY-SA.
Building the Mold Insert
Researchers used this three-phase approach to create a test mold insert. They selected a mold prototype with a flat surface and no cooling channels to simplify the results. The flat surface and simple shape allowed them to use automatic polishing in place of diamond machining to achieve an optical surface quality.
In this experiment, they chose oxygen-free copper as the substrate for the EF of the nickel. They completed the EF process in a sulfamate bath kept at a constant temperature of 36oC. After 30 hours, they applied a thick nickel coating on the copper substrate because of its bonding strength, ensuring continuity. Then, they used SLM to build the mold over the nickel layer. They removed the copper substrate with etching. Finally, they mounted the insert in a standard mold base for injection molding trials.
Molding Results
The simultaneous application of heat and pressure during 1,000 injection cycles, caused a repeated thermal fatigue load on the mold insert, increasing the nickel’s temperature and causing recrystallization.
Throughout the molding process, the researchers carefully examined the electroformed nickel layer for signs of grain growth. They also measured the hardness of the EF nickel layer after removing the copper master and completing all 1,000 injection molding cycles.
Although there was a significant thermal fatigue load, there were no significant changes to the hardness levels or surface roughness of the insert, proving that the multi-layer and multi-metal mold can withstand these conditions. This experiment reveals that the combination of electroforming, thermal spraying, and selective laser melting processes can produce mold inserts with optical surface quality.
Daniel Browning is the business development coordinator for DO Supply Inc. / 919-205-4392 / dbrowning@dosupply.com / dosupply.com












Related Content

Considerations for Mold Base Material Selection
Choosing the right material can greatly affect the profitability and cost of your application.
Read More
Advantages and Disadvantages of Copper and Graphite Electrodes
Both copper and graphite provide approximately the same end result, so it is important for a shop to consider the advantages and disadvantages of each material in order to discover what would work best in their shop floor environment.
Read More
Machining Center Spindles: What You Need to Know
Why and how to research spindle technology before purchasing a machining center.
Read More
Forces and Calculations Are Key to Sizing Core Pull Hydraulic Cylinders
To select the correct cylinder, consider both set and pull stroke positions and then calculate forces.
Read MoreRead Next

How to Use Continuing Education to Remain Competitive in Moldmaking
Continued training helps moldmakers make tooling decisions and properly use the latest cutting tool to efficiently machine high-quality molds.
Read More
Reasons to Use Fiber Lasers for Mold Cleaning
Fiber lasers offer a simplicity, speed, control and portability, minimizing mold cleaning risks.
Read More
Are You a Moldmaker Considering 3D Printing? Consider the 3D Printing Workshop at NPE2024
Presentations will cover 3D printing for mold tooling, material innovation, product development, bridge production and full-scale, high-volume additive manufacturing.
Read More