3D Printing Enables Better Coolant Delivery in Milling Operations
Sponsored ContentJust like 3D printing enabled conformal cooling channels in molds, additive manufacturing is now being used to optimize coolant delivery in cutting tools.
Share

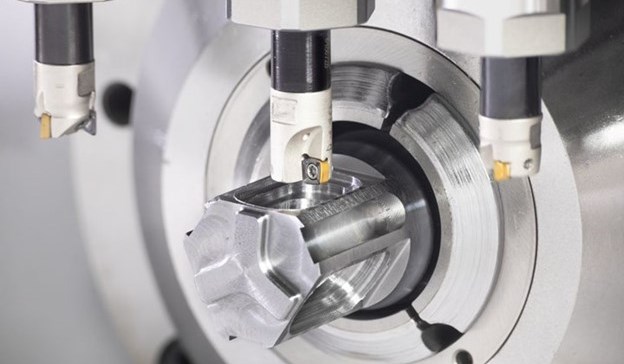
3D printed cutter bodies provide enhanced coolant delivery and
increased tool life.
By ISCAR
A key area where additive manufacturing has transformed moldmaking is in the ability to create core/cavity components with organically shaped coolant channels that optimize coolant flow and cooling capability. Now that same capability is being applied to cutting tools, enabling better use of the improved coolant capabilities offered on modern machine tools, or with the stand-alone coolant delivery systems such as ChipBlaster and MP Systems.
A good example of where this matters to toolmakers is with rough milling of deep cavities. The use of high-pressure coolant is an effective method for minimizing heat generation and recutting of chips that wear or damage the cutting tool. That’s what ISCAR is addressing with its next evolution of Jet High Pressure (JHP) designs to optimize coolant delivery to the maximum level, pinpointing the coolant to precise areas on the insert and cutting zone.
ISCAR’s first printed, indexable, JHP milling cutters have recently been introduced in the most popular indexable design, the 90° HELIMILL, a versatile tool for a wide variety of operations such as ramping, shouldering, pocketing, and more. The introduction of new JHP designs, along with new carbide inserts/grades, creates a synergy with today’s modern milling machines and coolant delivery systems. The result is increased productivity and tool life.
Combining 3D printing of cutter bodies with advanced pressing techniques of carbide inserts allows ISCAR to expand the range of indexable milling tools to smaller diameters than previously thought possible.
Increasing the Application Range of Indexable Milling Tools
Moldmakers often need to machine small, intricate features in hard-to-reach areas. The use of solid carbide milling tools is usually the norm for these scenarios and it’s common for a lot of carbide to go unused or wasted in efforts to find tools capable of performing the task. To combat this waste, ISCAR has used 3D printing, along with advanced insert pressing techniques, to expand the application range of indexable milling tools into extremely small diameters. ISCAR’s new MINI Indexable line, NANMILL, is offered in 5/16" diameter and has 2 effective flutes, making it the smallest indexable milling tool on the market with multiple flutes. There’s also a 3/8" version with 3 flutes. These new indexable tools are only made possible by the introduction of 3D printing, in combination with the ability to press a tiny insert. NANMILL cutting heads are also offered in ISCAR’s MULTI-MASTER system, allowing these milling heads to adapt to a wide variety of shanks of various lengths and types (steel, carbide, heavy metal). The result is better carbide utilization and overall productivity benefits when applied to light depth-of-cut applications, especially at extreme L-to-D ratios.
Deep Hole Drilling Optimization
Moldmaking involves a lot of deep hole production using gundrills or BTA type solutions, and the majority of holes are completed using gundrills with a brazed solid carbide tip/head. Recent advancements for optimizing deep hole drilling involve the introduction of indexable gundrilling solutions, such
as ISCAR’s TRI-DEEP line. TRI-DEEP can provide extreme improvements in terms of penetration rates and overall productivity, as well as drastically reducing the cost of performing the same operation with a brazed-on solid carbide solution.
One of the key variables for productive deep-hole drilling operations is the maximization of coolant flow and/or pressure. For standard indexable gundrill designs, it’s usually possible to use traditional subtractive methods to manufacture heads that provide adequate coolant flow/pressure. However, more complex indexable gundrill designs can create design constraints that make coolant optimization difficult. But 3D printing of the indexable gundrill heads enables tool designs with organically shaped coolant passages that maximize coolant flow and pinpoint the coolant direction to the cutting zone.
3D Printing a High-Speed Spindle Adaptation
A small coolant-driven, high-speed spindle with components produced by 3D printing provides moldmakers with a solution to run small-diameter tooling at right angles in tight areas.
Mold detail machining often requires very small tools (less than 1/16”), which require high rpm capabilities. Many companies have invested in specific machine tools with spindles capable of 30K RPM and higher, but these machines come with the limitation of power, so they’re not productive in rough milling operations. In many cases the better option is to add a high-speed milling head to an existing machine whenever the need for speed arises. ISCAR offers a range of high-speed, coolant-driven, spindles that are designed to achieve RPM’s of up to 55,000 RPM by using high-pressure coolant. Again enabled by 3D printing, the TJS M90 ST high-speed spindle is capable of providing a niche solution for moldmakers when they need to reach into tight areas at a right angle.
Please visit ISCAR.com for more information.
