
Supercharging Rough Machining Performance with Advanced Tooling
What is amazing is that the shop is confident it could run the Seco cutter at 500 ipm if the machine was capable. It is this reason that Build-A-Mold is in the process of acquiring newer, faster equipment.
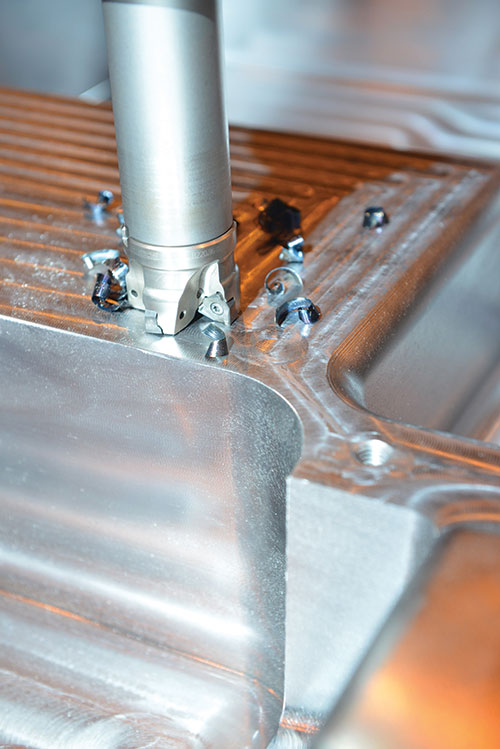
Seco’s Square 6 high feed shoulder milling cutters immediately allowed Build-A-Mold to advance feed rates from 145 ipm to over 500 ipm for high feed rough milling mold pockets.

Build-A-Mold’s moldmaker manager Rob Caixeiro (left), CNC supervisor Joe Hendi (center) and programmer Jeff Bailey (right) have come to rely on Seco tooling to boost the shop’s rough machining operations of molds, such as the big ATV roof mold on the machine behind them.
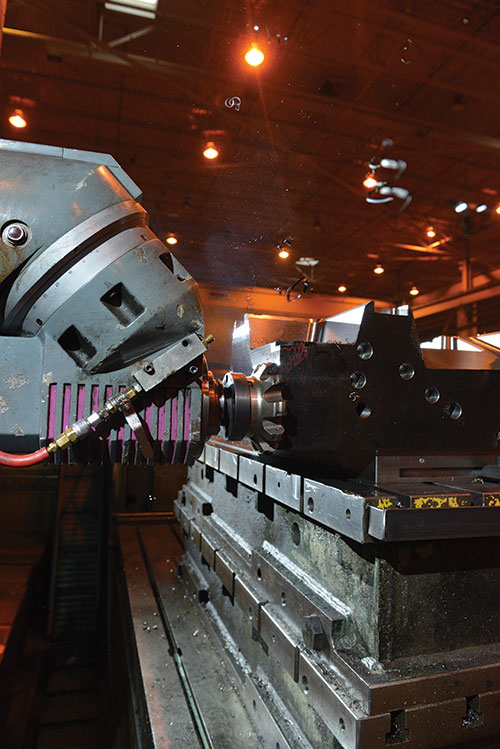
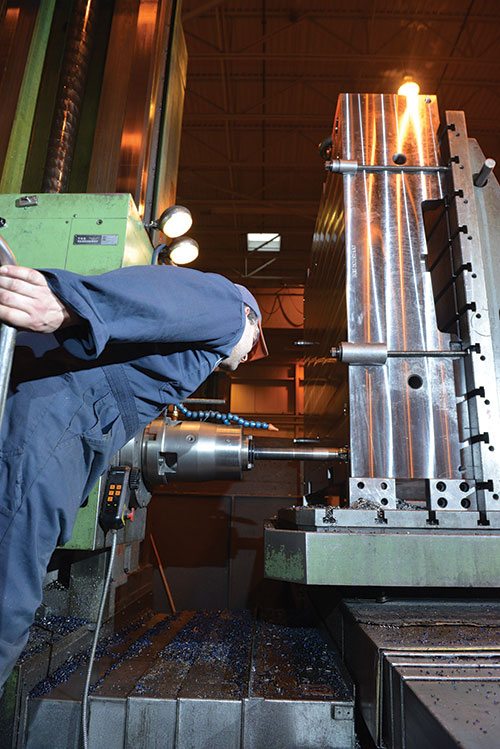
Seco’s Double Octomill face milling cutters provide Build-A-Mold longer tool life and increased throughput for its backwork—squaring up and/or side milling—components, such as mold cavity blocks on two of the shop’s horizontal boring mills. The shop’s Double Octomills are 6 inches in diameter and have 10 insert pockets with inserts that provide a total of 16 cutting edges, and Build-A-Mold runs the cutters at 0.125” step downs and full cutter diameter for maximum metal removal.
For Build-A-Mold, inserts on its Seco Square 6 high feed shoulder mills can be set to true 90-degree cutting angles to create clean 90-degree walls and eliminate secondary operations for the shop’s plunging operations.



Rough machining operations for manufacturing a mold can prove just as critical as the final surface finishing processes. Approximately 70 percent of the material that needs to be machined from a typical mold cavity will be removed during roughing. Therefore, the faster a mold shop can run its roughing cutters, the more it can shorten overall part cycle times, and increase machine tool throughput—delivering molds faster.
With a simple switch in cutting tools, Build-A-Mold in Windsor, ON, was able to supercharge the rough machining performance of its older boring mills and gantry-style mills—not only doubling, but in some cases tripling, metal removal rates with the new cutting tools. The company also gained significant increases in roughing tool life as well.



This 120-person, Tier One supplier shop has been in business for 34 years focusing mainly on plastic injection molds for automotive exterior (painted) and interior components, in addition to intake manifolds and other engine components. It also builds molds for plastic bins and other storage components.
Average mold sizes vary from 5,000 to 80,000 pounds, most of which are multi-cavity. Many of the larger molds have been for automotive interior quarter panels and exterior rocker panels. Mold components are made from tool steel, and the shop’s cutters can range from 0.020" diameter ball nose cutters to inserted milling cutters 6 inches in diameter. Tool lengths are as short as 0.125" or as long as 15 inches with the combination of cutters and holders.
Almost every mold Build-A-Mold machines is high tolerance. For example, tolerances for the intake manifold molds must be held to within 0.0001". The shop produces between 150 and 200 molds per year and does all the machining required for its molds—going from design to finished product.
Fast and Accurate with Costs in Check
The faster the Build-A-Mold can rough cut a mold, the more it increases machining capacity without having to take on additional machine tools or labor. Plus, the least amount of time spent on a mold, the more profitability is gained.
As part of the shop’s overall production initiative, Build-A-Mold’s CNC supervisor Joe Hindi and moldmaker manager Rob Caixeiro, together with company vice president of tooling Tony Romanello, turned their attention to the shop’s rough machining operations on its three-axis, gantry-style and boring mill machines. The trio then worked closely with applications experts Ken Adair from Seco Tools and Frank Palombo of WFS Ltd.—a Seco Tools distributor in Windsor.
Testing Tooling
Hindi and Caixeiro first tested Seco’s Square 6 high feed shoulder milling cutters. The 2-inch diameter cutters immediately allowed feed rates to advance from 145 ipm to over 500 ipm for high feed rough milling pockets. While these results are significant on their own, what makes the situation even more incredible is that it was accomplished on significantly older machines.
Square 6 cutters incorporate trigonal inserts with six cutting edges for increased productivity and lower cost per edge. The tool offers three different insert geometries and three different pitches, enabling it to provide reliable, high productivity in face milling, contouring, plunging, slotting and square shoulder milling. Square 6 inserts can be set to true 90-degree cutting angles to create clean 90-degree walls and eliminate secondary operations. Inserts lock into place via a strong center screw placed in the same direction as cutting forces, and wiper flats optimize surface finishes. These inserts can be indexed 2x3 times for a total of six cutting edges.
“No one ever associates high feed milling with older machines,” Caixeiro points out. “Prior to the Seco tools, we had maxed out the machines’ capabilities and looked for other avenues to increase output, mainly through tooling. The old machines provide the necessary rigidity for high feed cutting and now run at maximum speeds and feeds with the Square 6 cutters. Yes, we’re running the machines at their limits, but we aren’t destroying them. Plus, we get longer tool life as well as the increased output.”
With one of its 2-inch Square 6 cutters, the shop takes 0.040" depths of cut at 900 to 1,200 rpm spindle speeds and feeding at 250 ipm. These speeds and feeds are the maximum for that particular older milling machine. What is amazing is that the shop is confident it could run the Seco cutter at 500 ipm if the machine was capable. It is this reason that Build-A-Mold is in the process of acquiring newer, faster equipment.
After implementing the Square 6 cutters, Build-A-Mold brought in Seco’s Double Octomill face milling cutter. And according to Hindi, like the Square 6 cutters, the Double Octomills provide longer tool life and increased throughput. The Octomills are used for backwork—squaring up and/or side milling—components such as mold cavity blocks on two of the shop’s horizontal boring mills.
The Double Octomills are 6-inch in diameter and have 10 insert pockets with inserts that provide a total of 16 cutting edges. In current operations, the shop runs the cutter at 0.125" step downs and full cutter diameter for maximum metal removal.
These tools work for both roughing and finishing operations. They were designed in a range of three different pitches—Normal, Normal+ and Close pitch—allowing shops to match the right cutter pitch to specific machine power and speed capabilities, which optimizes productivity for different machines and materials.
For both its Double Octomill and Square 6 cutters, Build-A-Mold uses inserts coated with Seco’s advanced Duratomic technology. The coating process produces a durable coating by arranging the aluminum and oxygen atoms in a special way to provide increased toughness and abrasion resistance. The cumulative result is improved mechanical and thermal properties together with toughness, far beyond that of any existing insert grades.
“Before the Seco cutters, we’d just hog out material as best we could for our roughing operations,” Caixeiro explains. “We’d use 2- and 4-inch cutters with standard rounded inserts as well as button cutters together with multiple machine passes. Now, when machining molds, such as a big one we do for producing ATV hoods, we use the Square 6 in a ramping technique to rough pockets in one pass as opposed to the two or three passes required with our previous cutters. And with the Double Octomills, we now take up to 0.200" depths of cut at full cutter diameter. Our previous cutters handled only 0.100" depths of cut.”
Building Consistency
Build-A-Mold’s boring mills are 50-hp machines and its gantry mills are 25-hp. Maximum spindle speeds for the machines used for roughing vary from 1,600 to 3,000 rpm. And according to Jeff Bailey, a programmer at Build-A-Mold, rough machining parameters prior to incorporating the new tooling were all over the place. Machining times for components varied from one machine and machinist to the next. There was definitely a lack of consistency, says Bailey.
So, along with adding the Seco tooling, the shop standardized from one machine to the next. Now everyone runs the same program, takes the same depths of cut and at the same speeds and feeds. The shop also made its own pallets and tombstones for standardizing fixturing and pallet systems.
Additionally, shop floor personnel input data into an in-house developed system for keeping track of machine up- and down-times, programming time and unattended operation time. For workflow, the shop’s master scheduler uses this system as well as a timing system to break down a job by hours and processes. Then, feeding that information to each department, which in turn tracks what has been listed for them to ensure that process due dates are met.
Build-A-Mold then streamlines part programming with one programmer developing programs for all the boring mills and gantry machines. This person knows the shop’s surface finish requirements and all the machine speed and feed parameters to be used. Programs are developed in one office, and then get posted out to the machines.
As far as tooling is concerned, Hindi and Caixeiro are now focusing on the shop’s drilling operations, and they note that Seco would most likely help them in that area as well. They plan to incorporate more inserted drills that will eliminate the need for resharpening standard twist drills. Seco tooling is also being considered for mold finishing operations.
Summary
Standardization, a highly skilled team, quality work and quick deliveries are what set Build-A-Mold apart from its competition. The incorporation of the Seco tooling is a part of that drive to standardization, and the shop is making sure the cutters are always used to their maximum capacity. As opposed to individual machinists each determining what parameters they think the cutters should be run at. “For us, standardization is setting the process,” Hindi explains. Build-A-Mold must be on the right path because it successfully implemented Lean and 5S techniques, and in 2012 business grew by 15 percent.














Related Content

How a Small Programming Change Cuts Cycle Time in Half
Overriding the CAM system when milling a series of lifter pockets helps to improve metal removal rate and increase feed rates.
Read More
4 Cutting Tool Challenges and Solutions
A combination of cutting tool carbide, coating and geometry helps tackle four mold machining challenges and improve cutting performance.
Read More
6 Ways to Optimize High-Feed Milling
High-feed milling can significantly outweigh potential reliability challenges. Consider these six strategies in order to make high-feed milling successful for your business.
Read More
Modular Tooling Systems Enable Versatility in Hole-Drilling Operations
The versatility of replaceable cutting edges offers users the ability to adapt to varied operations.
Read MoreRead Next

Tooling Up for Mold Machining
Consider machine tool capability, intended milling techniques, programming, workholding and toolholding during your cutting tool selection process.
Read More
Overcoming Pain Points in Moldmaking with AI
Shops that embrace AI as a tool, not a threat, can enhance efficiency, preserve expertise, and attract tech-savvy talent.
Read More
How to Use Continuing Education to Remain Competitive in Moldmaking
Continued training helps moldmakers make tooling decisions and properly use the latest cutting tool to efficiently machine high-quality molds.
Read More