
An Adaptable Approach to Multi-Material Sampling
An auxiliary plastic injection unit has helped this moldmaker expand sampling capabilities and transition customers to unfamiliar processes with minimal risk and expense.

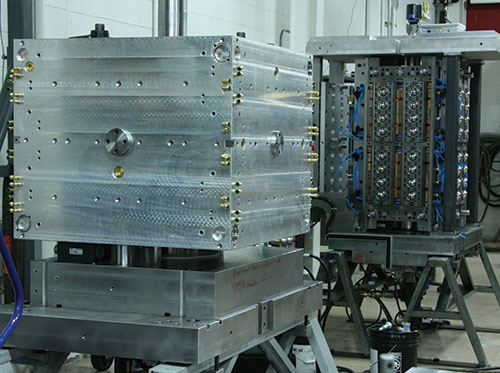
Accede Mold & Tool specializes in complex, high-cavitation molds with stringent requirements for surface finish and precision. Multi-shot tools, such as these two-shot cube molds undergoing water testing in the company’s assembly area, are a particular specialty.
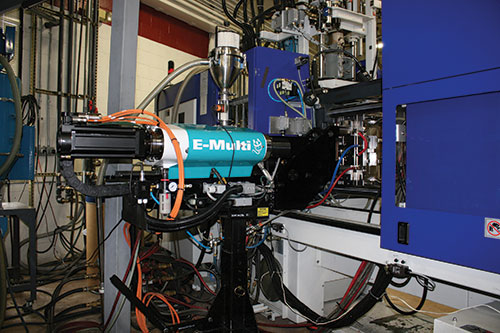
The mold-mounted E-Multi auxiliary injection unit is available with an adjustable, wheeled cart that not only eases movement from machine to machine, but also enables positioning and supporting the unit for horizontal operation.

Although Accede Mold & Tool has invested heavily in sampling capability, mold manufacturing is the company’s core business. For that, the shop relies heavily on Makino EDMs and machining centers, such as the F5 high-speed, three-axis VMC visible on the right

Another example of high-cavity, multi-shot tooling produced at Accede.



For Accede Mold & Tool, investing in the future has meant investing in empty space—12,000 square feet worth, to be exact, very little of which is dedicated to the company’s own equipment. That’s not to say the new facility sits unoccupied. Most days, it houses machinery that customers will eventually use to run parts off the plastic injection molds manufactured at the main, 32,000-square-foot plant next door. After working out any kinks to ensure the production process will proceed as planned, the company ships this equipment out to make room for another turnkey validation project.
True to its name, the company derives the lion’s share of its profits from building molds. Nonetheless, company President Roger Fox says validation services—one of the shop’s biggest growth areas during the past few years—have emerged as essential to the ability to gain and retain customers. “The last thing they want to do is tie up one of their production presses to prove out a process,” he explains.



Despite the advantages, validation services become more challenging with a more diverse workload. Stack molds, closure molds, gas-assist molds, rotary-action molds, liquid metal injection molds—Accede Mold & Tool does it all. Providing truly comprehensive services requires the same versatility on the sampling side as the design and manufacturing side.
One big contributor to this versatility is a product that has not only enabled in-house sampling of jobs that often involve specialized equipment, but also opened the door to a new and growing set of customers. Available from Mold-Masters, the E-Multi is an auxiliary injection unit that fits onto virtually any standard molding machine. For Accede Mold & Tool, the system offers the flexibility to develop and validate multi-material production processes regardless of the specific configuration of the customer’s press. For customers, specifying the E-Multi opens the door to multi-shot capability without the expense, risk and commitment associated with purchasing dedicated machinery.
Thriving on the Tough Stuff
The unit is particularly useful because multi-material molds have long been considered a core competency for this 68-employee company in Rochester, New York. Founded in 1981 with a focus on the automotive market, Accede Mold & Tool has since expanded into virtually every industry—medical, electronics, consumer products and more—by pursuing jobs others wouldn’t touch, Fox says. Difficulty remains the common denominator today, with most work involving complex, high-cavitation Class 101 molds with stringent accuracy and surface finish requirements and many moving parts.
Even as Accede ramped up its capability, customers shed their own. In the mid to late ‘90s, OEMs and molders aiming to streamline operations started outsourcing all but essential functions, Fox recalls. That shift led to the shop’s first heavy investment in injection presses, material dryers, conveyors, chiller units and other molding operation staples. Today, the company maintains seven presses at its primary facility (including two two-shot models) with capacity ranging from 80 to 400 tons, along with “any equipment a molder would ever want” and four dedicated employees, Fox says. The aforementioned 12,000-foot validation lab, opened just last year, is dedicated to larger turnkey projects involving the customer’s own equipment, which is often shipped directly to Accede by the supplier in preparation for the customer’s new program.
Yet, even the best-equipped sampling operation can’t necessarily duplicate all possible press configurations for a given multi-material job. That is, assuming the customer even has such a press. About three years ago, one custom molder and long-time customer approached Accede for guidance on producing multi-material parts for an OEM further up the supply chain. This molder had only single-shot presses, and although demand for multi-material parts had been steadily increasing, it wasn’t ready to take the plunge. Given an uncertain future and steep learning curve, the molder couldn’t justify an immediate and substantial investment that would lock it into a particular press configuration.
The customer’s timing couldn’t have been better. Just as the molder had turned to Accede Mold & Tool for guidance, the mold manufacturer turned to one of its trusted, long-term suppliers: hot runner system manufacturer Mold-Masters, which had recently released the E-Multi system. In a scenario that’s since been repeated many times over with other customers, incorporating the unit provided a cost-effective production process that the molder still uses today. “This has become a whole new customer base for us,” Fox says. “The E-Multi provides a great way to introduce customers to multi-shot without the high capital investment. Companies who aren’t sure about their future with these applications appreciate being able to take a more step-by-step approach.”
Unlocking Sampling Versatility
Even with the E-Multi, developing a multi-shot process is rarely easy, stresses Brett Lindenmuth, vice president of operations at Accede. For instance, that first customer’s application also required incorporating rotary action into the mold itself to eliminate the need for an auxiliary rotary table on the press. Nonetheless, Accede is used to such work, and the unit lends an extra layer of versatility to process development that the shop had never experienced before. “We had tried other solutions in the past, mostly hydraulic and plunger-driven models, but we weren’t comfortable recommending them,” Lindenmuth recalls, citing precise control, shot-to-shot consistency, cleanliness and energy efficiency among the advantages of the all-electric, servo-driven E-Multi.
Although the shop has tested and specified the E-Multi in various sizes during the past few years, Lindenmuth says the vast majority of applications have been well-suited for its in-house unit, an EM3 with a 28-mm reciprocating screw and 2-ounce shot capacity. However, the increasing frequency of multi-shot applications has the company considering the addition of different screw sizes to expand the unit’s capacity. Eventually, it may even opt for a second model to accommodate a growing trend toward larger work.
The E-Multi’s versatility goes beyond its core functionality and range of available sizes, Lindenmuth says. That’s primarily because it offers the option to bolt not just to the press, but directly to the mold as well. The latter configuration simplifies job setup and breakdown because the unit can be easily moved from machine to machine. Installation requires bolting the unit to the mold; hooking up its hopper and resin-feed system; and connecting the wheeled, 15-inch, touchscreen PLC controller to the press via a plug-and-play, SPI robot interface. (Euromap controls are also available.)
Perhaps more importantly, mounting the unit to the mold rather than the press enables mimicking both vertical and horizontal injection machine designs. Accede’s in-house E-Multi came with a wheeled, adjustable cart that employs a tripod design to position and support the unit horizontally with minimal overhang. “We literally just wheel it up and bolt it onto the side of the mold,” Lindenmuth says. “This gives us the ability to mimic the configuration of the customer’s press regardless of whether it has horizontal or vertical injection units.”
A Comprehensive Offering
Given the pressure on today’s mold manufacturers to do a great deal more than just manufacture molds, sampling flexibility would be an advantage for anyone, Fox says. However, systems like the E-Multi are particularly valuable for shops like Accede, which considers multi-material applications a core specialty. “We can make our customers feel confident that multi-shot is not out of their reach, and that we can fully support these applications,” he concludes.








Related Content

Deep-Cavity Cooling Made Easy
G.A. Roeders uses an advanced cooling system employing gun drilling to deliver high-pressure water to quickly and evenly cool areas deep within a mold cavity.
Read More
How to Achieve Unmatched Accuracy in Very Large Workpieces
Dynamic Tool Corp. purchases two bridge-style double-column CNCs to increase the cutting envelope and maintain 5-micron cutting accuracy in the long term.
Read More
CAD/CAM Software Reduces Delivery Times by 70% With a Six-Month ROI
Single integrated CAD/CAM package reduces translation errors, simplifies design process, improves shop efficiency and shortens tool lead times.
Read More
Hybrid Milling/Drilling Machine Reduces Total Mold Machining Time
MSI Mold Builders now squares, plus drills and taps eye-bolt holes on 50% of its tools in a single setup using a five-axis milling/drilling center with a universal spindle.
Read MoreRead Next

Overcoming Pain Points in Moldmaking with AI
Shops that embrace AI as a tool, not a threat, can enhance efficiency, preserve expertise, and attract tech-savvy talent.
Read More
How to Use Strategic Planning Tools, Data to Manage the Human Side of Business
Q&A with Marion Wells, MMT EAB member and founder of Human Asset Management.
Read More
Reasons to Use Fiber Lasers for Mold Cleaning
Fiber lasers offer a simplicity, speed, control and portability, minimizing mold cleaning risks.
Read More