
A Different Approach to Mold Venting
Alternative venting valves can help overcome standard mold venting limitations and improve mold performance.

A dynamic (versus static) mold-venting valve helps resolve the most common effects of poor cavity venting.
Proper mold venting is essential for producing quality parts. During the molding process, the air contained in the mold needs a way to escape, otherwise the melt will compress and trap that air in the cavity. A combination of melt pressure and high temperature will then ignite the oxygen (called the “diesel effect”), causing burnings (carbonization), gloss marks and stress cracks in the finished plastic part. Poor venting, along with the diesel effect, can also cause the mold to wear on the mold parting lines, resulting in flash (excess plastic) on the injected part.
Reducing injection speed will allow more time for the air to escape from the cavity through the vents, but this leads to other problems, such as short shots (incomplete parts). This happens because, as injection speed slows, the temperature of the plastic decreases. The lower the temperature of the plastic, the higher the melt viscosity, causing the plastic to begin to harden before the mold is completely full and therefore producing incomplete parts.



Also, when semi-crystalline polymers are being injection-molded, it is necessary to apply pack pressure (increased injection pressure) to the material after filling is complete. This helps the polymer chains to rearrange while freezing and form partly ordered regions, guaranteeing the finished part’s mechanical properties. Once the material reaches the glass-transition temperature, the movement of molecular chains is frozen.
Packing is possible as long as a center-core flow path of melted material can transfer the packing pressure from the injection point to the entire injected part. The longer the filling time, the cooler the material, which can result in poor packing. This poor packing causes warpage of the part and less conformity with cavity design and texture. Knit lines and other aesthetic characteristics of the part are strictly related to the plastic’s temperature during molding, so efficient filling time is essential for achieving proper welding lines and quality parts.
Improper cavity filling also can trap air between two plastic flow fronts. Software analyses that can predict the critical spots at which air traps are likely to occur can help ensure proper placement of mold venting.
Standard mold venting involves machining pathways between the mold’s mechanical elements through which air can escape. Typical vent locations may include, for example, between the parting lines, pins or ejector pins, or sliding elements such as sliders and cams. When parting lines and sliding elements don’t allow for enough venting, the mold cavity can be divided into inserts to increase the number of possible venting areas.
Material viscosity limits the recommended size of vents that should be used in a mold. The lower the viscosity, the smaller the recommended vent. In fact, industry standards for vent size are determined by the material to be injected into the mold. Viscosity is also a function of melt temperature, and the viscosity of material flowing into a small vent changes according to injection pressure.
Gases produced during molding also impact venting. Materials such as polyamide (PA), polyphenylene sulfide (PPS), polyetherether ketone (PEEK), polycarbonate (PC) with glass fiber, polyethylene terephthalate (PET), polyoxymethylene (POM) and materials with flame-retardant properties produce gases during molding. This gas production generates oily deposits that contaminate venting grooves, channels and the cavity surface, causing part defects. Venting gases produced by the melt can reduce mold cleaning frequency and mold cavity contamination.
Nonstandard Venting Solutions
Although there are some guidelines for designing and machining vents to optimize venting capacity without removing excessive parting-line bearing surface, standard venting systems offer limited venting capacity and performance. There are a few nonstandard venting solutions, however, that can be added to cavity venting to improve mold performance:
Porous sintered materials can be inserted into the cavity to act as a vent. This reduces injection pressure, and therefore scrap and reject rates. Keep in mind that the thicker the porous material, the smaller the venting capacity, so proper venting channels must be machined to collect the gases. Frequent cleaning of vents also is necessary, as gas deposits can build up and partially or completely block the removal of air and gas from the cavity.
Vacuum technology can remove the air from the cavity before the injection process. Although this addresses the problem upstream, it also causes limitations in application and performance. For example, to draw the air from the cavity and generate a vacuum (no air inside the cavity), the cavity must be completely sealed. This is costly and sometimes not possible in molds with sliding elements. And although vacuum technology can solve air problems, it is not effective in dealing with gas produced during cavity fill. The intake valve closes before filling, so gases can’t find a way out of the cavity.
An overflow system (an area connected to the cavity via a channel) can be created by machining an exit gate that connects the cavity’s last filling point with a cold runner that ends in a venting area with a vent measuring about 0.1 mm. A groove then is machined around the vent to collect the gases and allow them to exit from the mold. During the filling process, air can then flow through the gate, cold runner, vent and gas-venting groove. Plastic freezes in the vent and is removed after every shot.
Rheology (filling analyses) or trial and error can be used to determine proper vent size in this type of system. The designer can start with a vent height of 0.1 mm and length of 10 mm, and adjust as needed. The main benefit of an overflow system is the ability to overcome vent limits. Flash in the overflow area should not be a problem as long as it will be cut from the cavity after every shot.
Limitations of an overflow system include extra material being wasted after every shot, overflow cutting operation and additional space requirements. Also, the position of the venting gate needs to be at a mold parting line, and this does not solve air-trap issues.
Alternative Venting Solutions
Dynamic (as opposed to static) venting valves are an alternative venting solution that can be either external (connected via a channel or on the cold runner, if the mold has one) or internal to the mold cavity. They are designed to allow the air and resin gases to rapidly leave the cavity via a venting channel that is a few square millimeters—large enough to overcome the geometrical limits of standard venting grooves.

The external mold-venting valve consists of a body that houses a guide for a slide. Both the body and the guide are designed to guarantee a conical closure when the sliding element moves. A spring keeps the slide in an open position to create an increased venting volume for the mold cavity. The body also contains wide venting channels connected to the venting area between the body and slide (see Figure 1a,b).
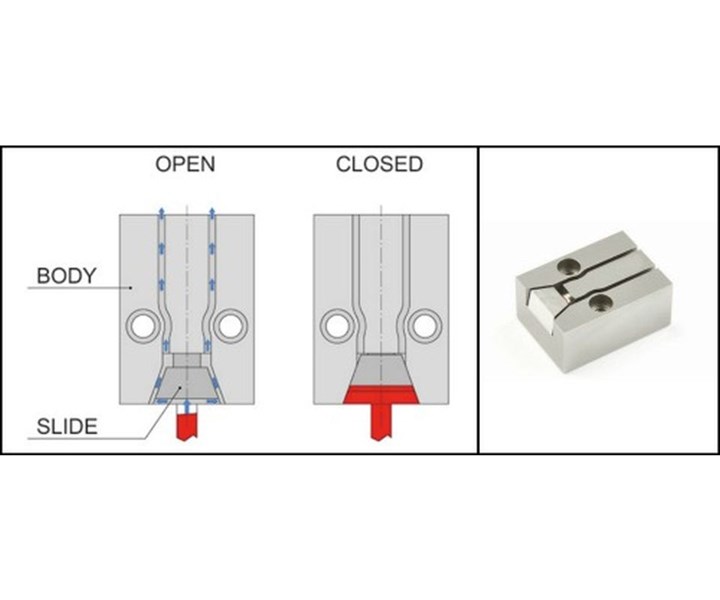
Figures 1a, 1b - The body of an external mold-venting valve houses a guide for a slide and contains wide venting channels connected to the venting area between the body and slide.
The venting valve is connected to the cavity or cold runner by a groove that allows the gas to flow from the mold cavity to the valve. When the injected plastic reaches the vent, it applies pressure on the slide, compressing the spring, causing it to perform the conical closure and preventing the plastic from flowing into the valve. The venting grooves on the valve body are connected to the open venting space by machined channels. These channels must be as straight as possible to maximize the venting performance of the valve. The valve itself can be located in different positions in the mold to achieve various benefits and mold performance.
The main benefit of external mold venting at runner side is the ability to vent the gases during molding at the subrunner. Gases are usually pushed into the cavity with the plastic material, and with an external venting approach, the gases naturally flow where the drag is lower. For example, resistance to the flow at the end of the cold runner is very low compared to the resistance inside the cavity, where the number of vents are limited.
Venting at runner side can also reduce air counter pressure, because the air in the sprue and the cold runner is completely ejected instead of compressed into the cavity. Bernoulli’s principle states that an increase in the speed of a fluid occurs simultaneously with a decrease in pressure. According to this principle, the speed of the air flowing through the cold runner (no counter pressure) toward the valve results in a depression and air suction from cavity to cold runner. The benefits of this can significantly change depending on cold runner and sprue dimensions in relation to the volume of the injected part (see Figure 2).
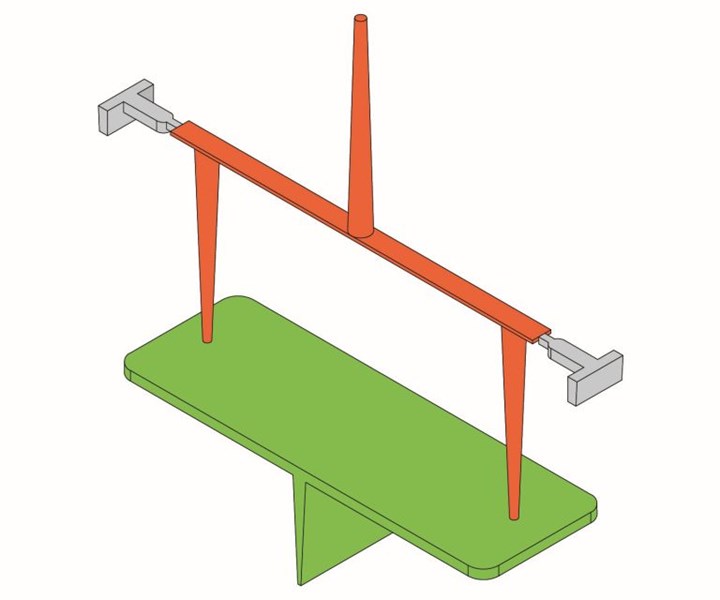
Figure 2 - The ability to vent gases during molding is the main advantage of external mold venting at runner side. In an example such as this, gases are pushed into the vents and not into the mold cavity along with the plastic material.
In addition to at runner side, another option for external mold venting is at the last filling point, whereby, while the melt flows forward in the cavity, air and gases flow out through the valve. Thanks to the low air counter pressure in the cavity, this allows injection parameters to be managed in a larger window, optimizing injection time, part aesthetics and mechanical characteristics.
Although external venting generates a small plastic protrusion on the part that must later be removed, a tunnel gate will allow for automatic cutting of this protrusion during part ejection (see Figures 3 and 4).
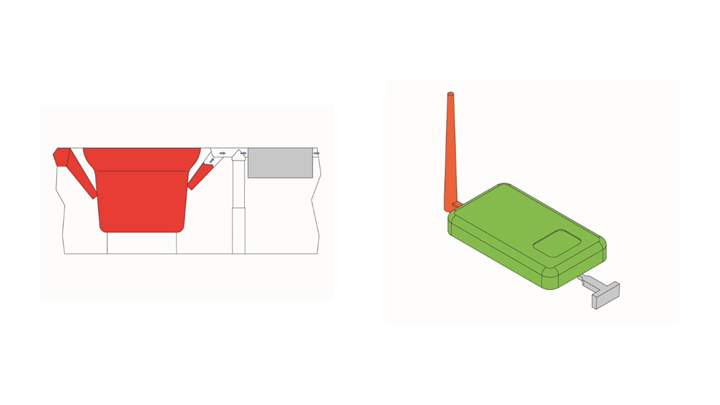
Figure 3 (left) - With external dynamic mold-venting at the last filling point, a tunnel gate can allow for automatic cutting of any plastic protrusion during part ejection.
Figure 4 (right) - A properly designed external venting channel at the last filling point can allow maximum performance.
An internal mold-venting valve can be placed inside the cavity of a mold and allows gas to escape from a venting hole that automatically closes under the pressure of the injected plastic. This type of valve consists of an outer sleeve, a sliding shaft and a central pin that serves to close off the venting hole. (see Figure 5).
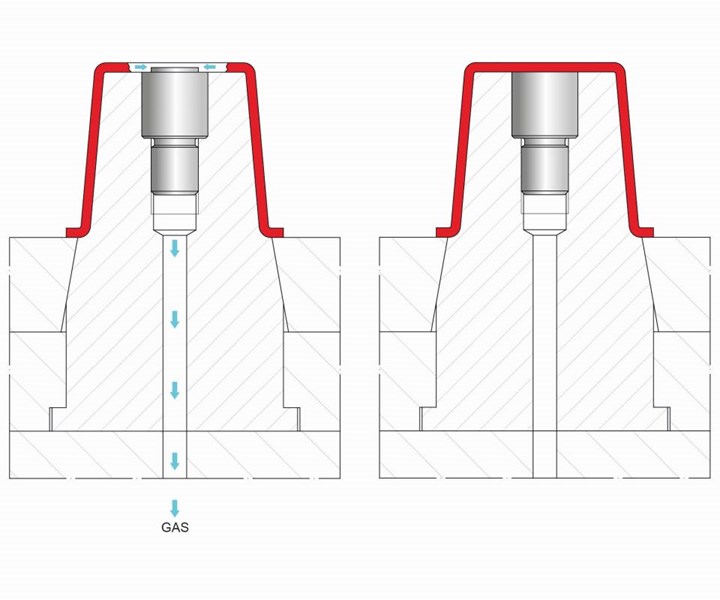
Figure 5 - An internal mold-venting valve can be placed inside a mold cavity, which allows gas to escape from a venting hole that automatically closes under the pressure of the injected plastic.
During filling, a spring of the appropriate length, wire diameter and preload pushes the sliding shaft forward in open position. While in this open position, air and gases can flow through the central hole and along the wide internal venting channels. When the injected plastic meets the valve, it applies pressure on the shaft surface, compressing the spring and closing the valve. While in closed position, the central pin seals off the venting hole, ensuring the plastic does not fill the valve. The proper working of the valve is guaranteed by accurate sizing of the venting hole, the safety zone and spring preload. These parameters allow the valve to close before the melt fills the wide venting channels (see Figure 6).
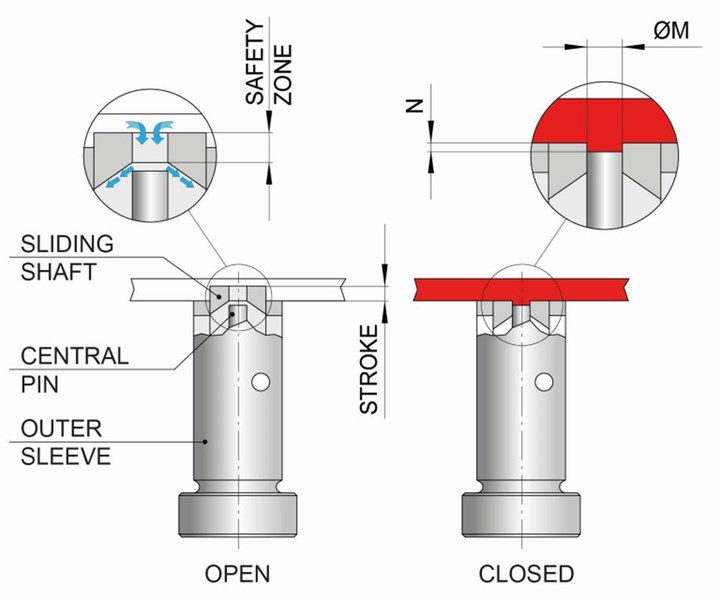
Figure 6 - An outer sleeve, a sliding shaft and a central pin make up a dynamic venting valve system.
The design of this type of valve requires the sliding shaft to stick into the cavity while the valve is in open position. This guarantees open venting channels. The central shaft moves up and down for a defined stroke to suit plastic part wall thickness. The shorter the stroke, the longer the plastic protrusion on the part (see “N” reference in Figure 6). This shaft stroke also can affect the filling pattern of the cavity. The thinner the plastic part, the shorter the stroke should be. Part thickness and aesthetic requirements also determine the necessary overall valve size.
CB Mould Services Inc.
This article was originally published 8/1/2016
















Related Content

Plastic Prototypes Using Silicone Rubber Molds
How-to, step-by-step instructions that take you from making the master pattern to making the mold and casting the plastic parts.
Read More
Forces and Calculations Are Key to Sizing Core Pull Hydraulic Cylinders
To select the correct cylinder, consider both set and pull stroke positions and then calculate forces.
Read More
Moldmakers Deserve a Total Production Solution
Stability, spindle speed and software are essential consideration for your moldmaking machine tool.
Read More
Considerations for Mold Base Material Selection
Choosing the right material can greatly affect the profitability and cost of your application.
Read MoreRead Next

How to Determine the Proper Vent Depth
Vent depth is critical to optimizing mold performance, so here is one approach to finding that elusive right number.
Read More
The Designer's Edge: Venting Shut-off Details
When you have part geometry details in the cavity, slide or lifters that are in the solid, and there is no component available to which you can add venting, there are still options.
Read More