
Understanding the Value of Scientific Injection Mold Cooling
Injection molds are heat exchangers, so proper cooling is necessary to improve part quality, maximize profits and maintain your company’s reputation.



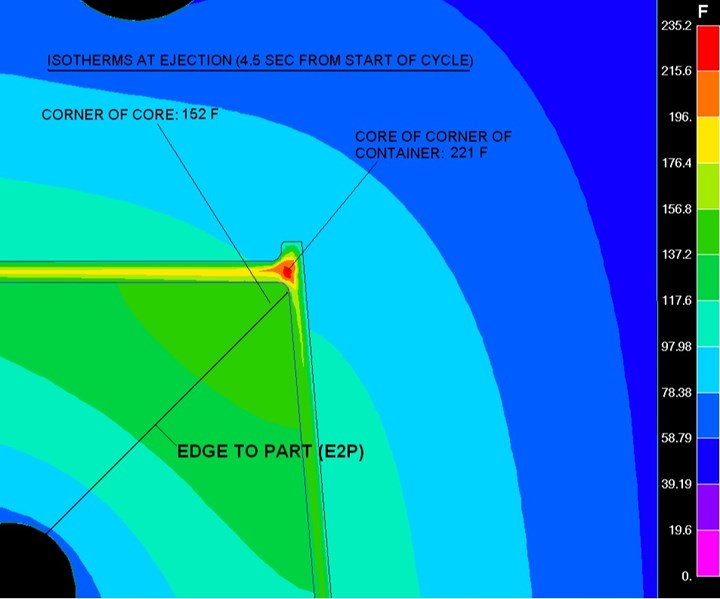
A scientific approach to mold cooling design reduces inaccuracies in the tool steel. Image courtesy of Advanced Plastics Design Inc.
Many mold cooling layouts are only about 20-30% efficient, revealing severe deficiencies in the surface area in contact with the coolant (wetted surface) that determines the type, size and number of coolant passages; the dimensions between the edge of the channels and the part (edge-to-part or E2P), and between the edges of the cooling channels (edge-to-edge or E2E).
In the past, and still today, significant losses in molding profit and reputation result from “guesstimated” mold cooling. A guessing approach yields approximation inaccuracies that become embedded in the tool steel, which likely turns the first molding trial into an autopsy instead of a trial run. Frequently, a mold designer models the cooling channels into the mold based on guesswork, and then the analyst generates “pretty” mold temperature pictures. Then if the pictures “look” okay, they consider the mold cooling design complete.



All of these deficiencies suggest that it’s time to take a scientific approach to design mold cooling. Expert cooling-optimization will provide mold designers with hard data for these parameters within 2% accuracy, achieving the computed minimum cycle time and required part quality. Expert cooling-optimization also precisely evaluates plant conditions, coolant temperature, flow rate and pressure parameters.
Here are two real-world examples of the benefits of scientific injection mold cooling:
- A mold designer indicated it was impossible to place the computed necessary cooling into specific mold inserts. When he realized that the customer-approved, computed minimum cycle time would increase significantly based on consecutive computations, he decided to split and fuse the inserts, which permitted the specified, efficient cooling and achieved the targeted short cycle time.
- A moldmaker was informed by his customer that if he could get a multi-cavity mold to run under the six-second cycle time, he would get two additional orders for the same tool design. A scientific cycle time computation indicated that a 5.8-second cycle was feasible, which was based on wall thickness and the required molding tolerances for the given material. Next, optimal cooling parameters were computed for the selected mold steel and passed to the mold designer in a tabulated format, including cooling channel number/size, E2P, E2E, wetted surface, coolant pressure drop and flow rate. The final analysis revealed 98% efficient cooling conditions, and the molds ran at 5.7 seconds.
Lastly, in most instances, expertly-designed scientific cooling systems also permit the use of conventional cooling versus conformal cooling, and this means you can use time-tested, high-performance tool steels and simplify the cleaning of cooling channels.
Related Content
-
Three Good Reasons to Switch from Three- to Five-Axis Machining in Moldmaking
Five-axis machining technology is a great tool in the moldmaker toolbox.
-
How to Polish Ribs for Proper Part Release
Using the right tools and abrasives is essential to polish a mold to the required final finish.
-
How to Manage a CAD Library
Learn five ways to organize your mold design information.








