
Sharpening Their Edge
Continued facility and equipment investment helps to maintain a focus on consistency in cutting tool design and manufacture for Seco Tools and Niagara Cutter. This includes two products developed to utilize the entire capability of the machine tools on the market today.


Rollomatic grinders line the shop floor, which were part of the vast investment Seco Tools has made in its Niagara Cutter Reynoldsville, Pennsylvania facility.

Walter grinders at work manufacturing the latest cutter designs.

Seco Tools President Robert Keenan emphasizes that product consistency is essential in cutter design among all facilities.
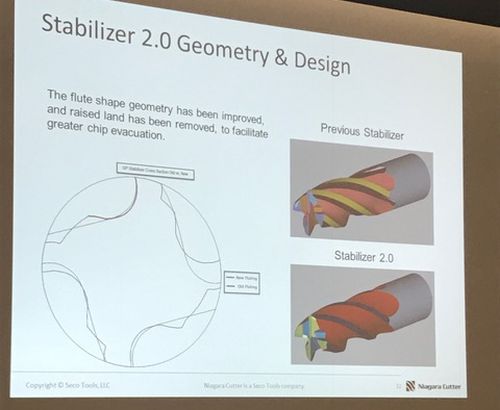
Senior R&D Engineer Dennis Noland of Niagara Cutter explained the changes from the original Stabilizer to the Stabilizer 2.0 variable geometry roughing end mill.
Noland goes on to explain the improvements: double chip load capability increases metal removal rates, the addition of 3XD length of cut, alternate corner radius, shank modifications, it is regrindable and offered in both cylindrical and Weldon shanks.

The flute shape geometry has been improved and the raised land has been removed to afford greater chip evacuation.

Multi-Flute family of solid carbide multi-flute end mills is Niagara’s fastest growing cutting technology. It’s all about optimized roughing (trochoidial) with these tools.






It has been more than six years since Seco Tools acquired Niagara Cutter and in that time $7 million has been invested in equipment and office/meeting space its Reynoldsville, Pennsylvania facility, where it manufactures standard and custom solid carbide tooling and HSS endmills and drills to the global marketplace. Operations are set up to also manufacture any Seco solid rotating tool. The goal here, according to Seco Tools President Robert Keenan, is product consistency: all tools can be built at multiple facilities. Consistency is key in cutter design. He also notes that it was a strategic decision to maintain the Niagara brand due to its strong recognition in North America for quality and reliability in high-performance carbide.
During the press event earlier this month key executives shared the company’s history, future plans and new product introductions. But before the technology specifics, they noted a few recent trends that helped gear their product development. These included smaller machine tools, more three-axis and five-axis machines, more challenging materials to machine including composites, more near net machining and not as much roughing, and software and tooling catching up machine tool developments. Two of the product highlights developed to utilize the entire capability of the machine tools on the market are the Stabilizer 2.0 and the Multi-Flute family of cutting tools.
The original Stabilizer heavy-roughing end mill was developed in 2003 for the reduction or elimination of resonant vibration. Today’s Stabilizer 2.0 can handle more feed than any other tool, improving throughput and opening capacity, according to Senior R&D Engineer Dennis Noland of Niagara Cutter. Basically, it allows you to do more with the same machines on the floor.
Noland goes on to explain the improvements: double chip load capability increases metal removal rates, the addition of 3XD length of cut, alternate corner radius, shank modifications, it is regrindable and offered in both cylindrical and Weldon shanks. Its geometry and design are also improved. Every flute has a constantly changing helix along its entire length, which is different for every flute and every flute is varied to a different index angle, which constantly varies along the entire flute length. The flute shape geometry has been improved and the raised land has been removed to afford greater chip evacuation. All of this means, continuously variable asymmetrical geometry delivers smooth, chatter-free cutting. It is available in diameters ranging from 0.125 inch to one inch in a variety of lengths, shank types and corner radii.
Multi-flute tools are a trend, says Jay Ball, Niagara Cutter’s solid endmills product manager. Its Multi-Flute family of solid carbide multi-flute end mills is Niagara’s fastest growing cutting technology. It’s all about optimized roughing (trochoidial) with these tools, says Ball. This product series offers smaller diameters down to 1/8-inch, necked versions with extended reaches and even a ball nose option for demanding 3D applications that require optimal performance and tool life. A notable addition to this line of products is an advanced chip splitter design.
Here are some tips he shared on how to effectively apply this method of machining:
- Machine tools should have good look-ahead capability.
- Optimized roughing programs require large amounts of memory.
- Ensure that the machine has high enough feed rate and spindle speed capability.
- For roughing toolpaths, adjust the machine tolerance limits for the smoothest toolpaths and optimum tool life.
- Use the optimum step-over and feed rate for each type of tool.
- Carefully consider the right programming software or software add on.
- Optimized roughing is best used by using the maximum length of cut possible
- Chip splitters or “corn cob” roughing tools can help relieve pressure if vibration occurs.
- Premium holders are required for optimized roughing due to their dampening effect.
After a tour of the facility, Keenan noted that to continue developing all of this advanced cutter technology $25 million has been flagged for future equipment investment.








Related Content

Moldmakers Deserve a Total Production Solution
Stability, spindle speed and software are essential consideration for your moldmaking machine tool.
Read More
Machining Center Spindles: What You Need to Know
Why and how to research spindle technology before purchasing a machining center.
Read More
What You Need to Know About Hot Runner Systems and How to Optimize Their Performance
How to make the most out of the hot runner design, function and performance.
Read More
How to Eliminate Chatter
Here are techniques commonly used to combat chatter and guidelines to establish a foundation for optimizing the moldmaking process.
Read MoreRead Next

Overcoming Pain Points in Moldmaking with AI
Shops that embrace AI as a tool, not a threat, can enhance efficiency, preserve expertise, and attract tech-savvy talent.
Read More
Your Guide to Smarter, Faster Mold Design
Dive into expert-curated content delivering proven solutions for mold optimization, manufacturability and precision performance.
Read More
How to Use Continuing Education to Remain Competitive in Moldmaking
Continued training helps moldmakers make tooling decisions and properly use the latest cutting tool to efficiently machine high-quality molds.
Read More