
Three Takeaways from Die/Mold Expo
What do you gain by attending events like the Makino Die/Mold Expo that was held last week at the company’s Technology Center in Auburn Hills, Michigan? I asked a few of the moldmakers I met there to share their personal takeaways.
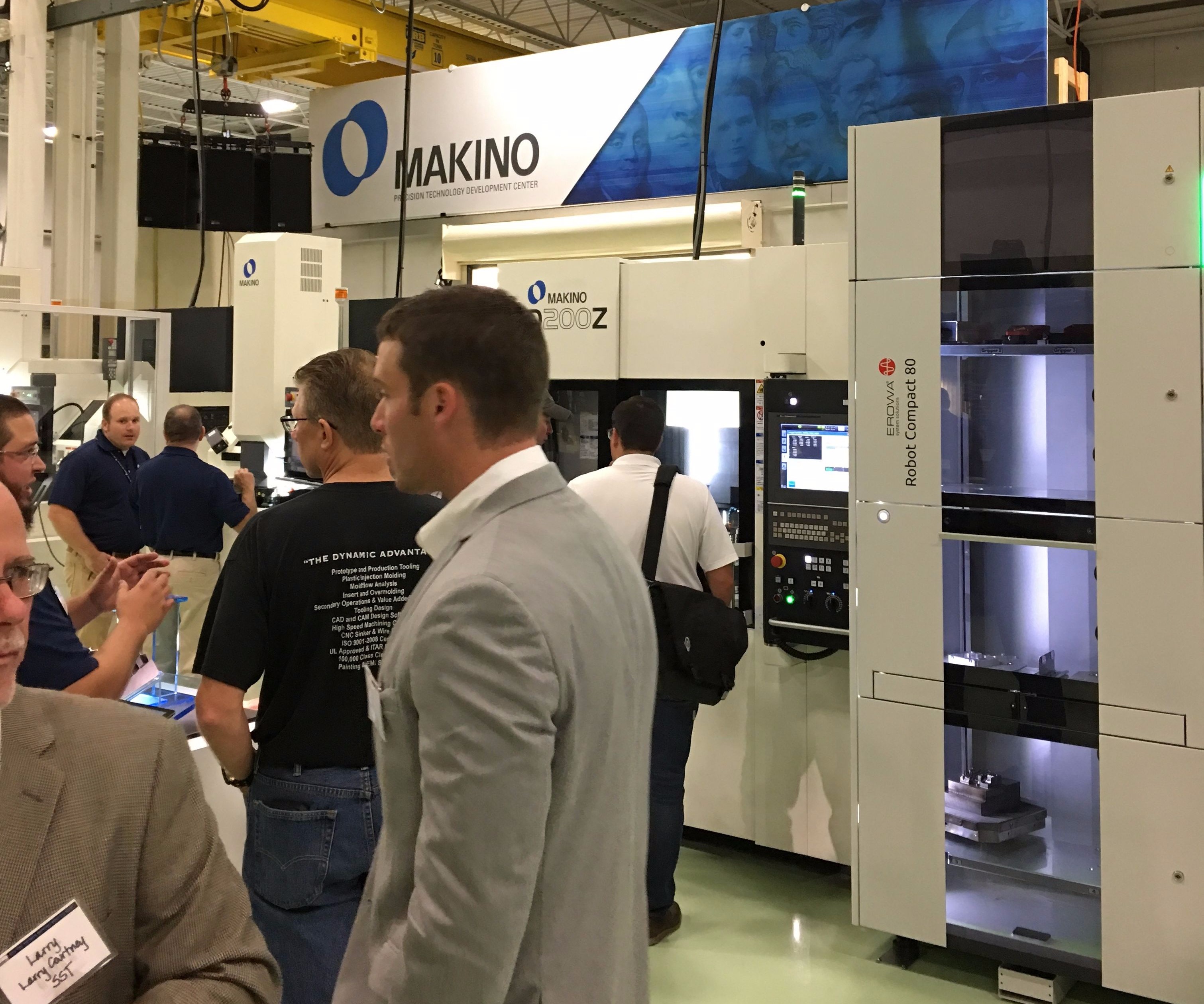
Makino held its Die/Mold Expo at its Auburn Hills, Michigan, Technical Center on September 13-14, 2017.
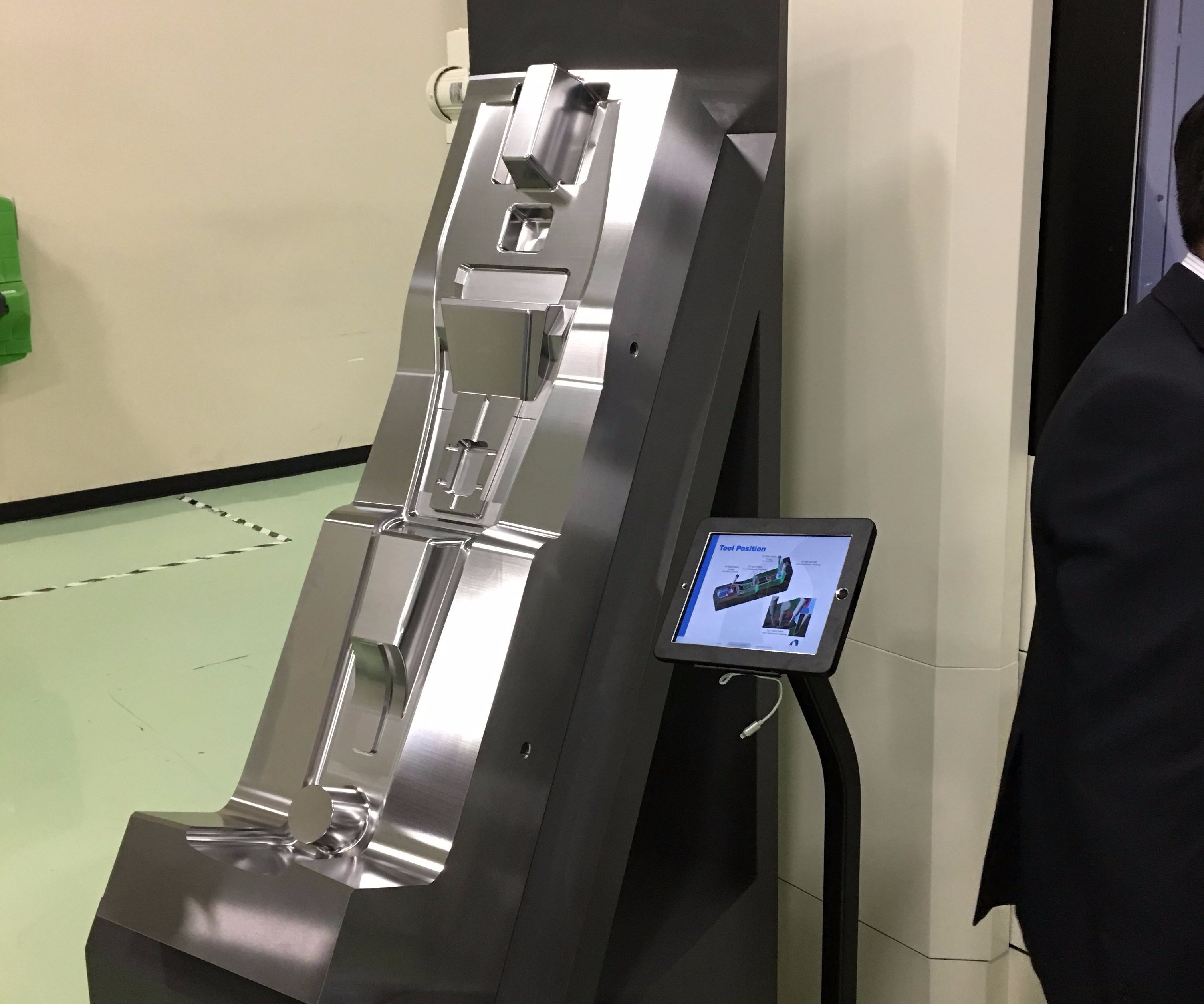
This complex cavity for a center console in an automobile was machined on the new Makino V80S, the company’s “next-gen vertical machining center for true, five-axis continuous machining.” Note the tight areas within the cavity and how mirror-like the finish is anywhere you look.
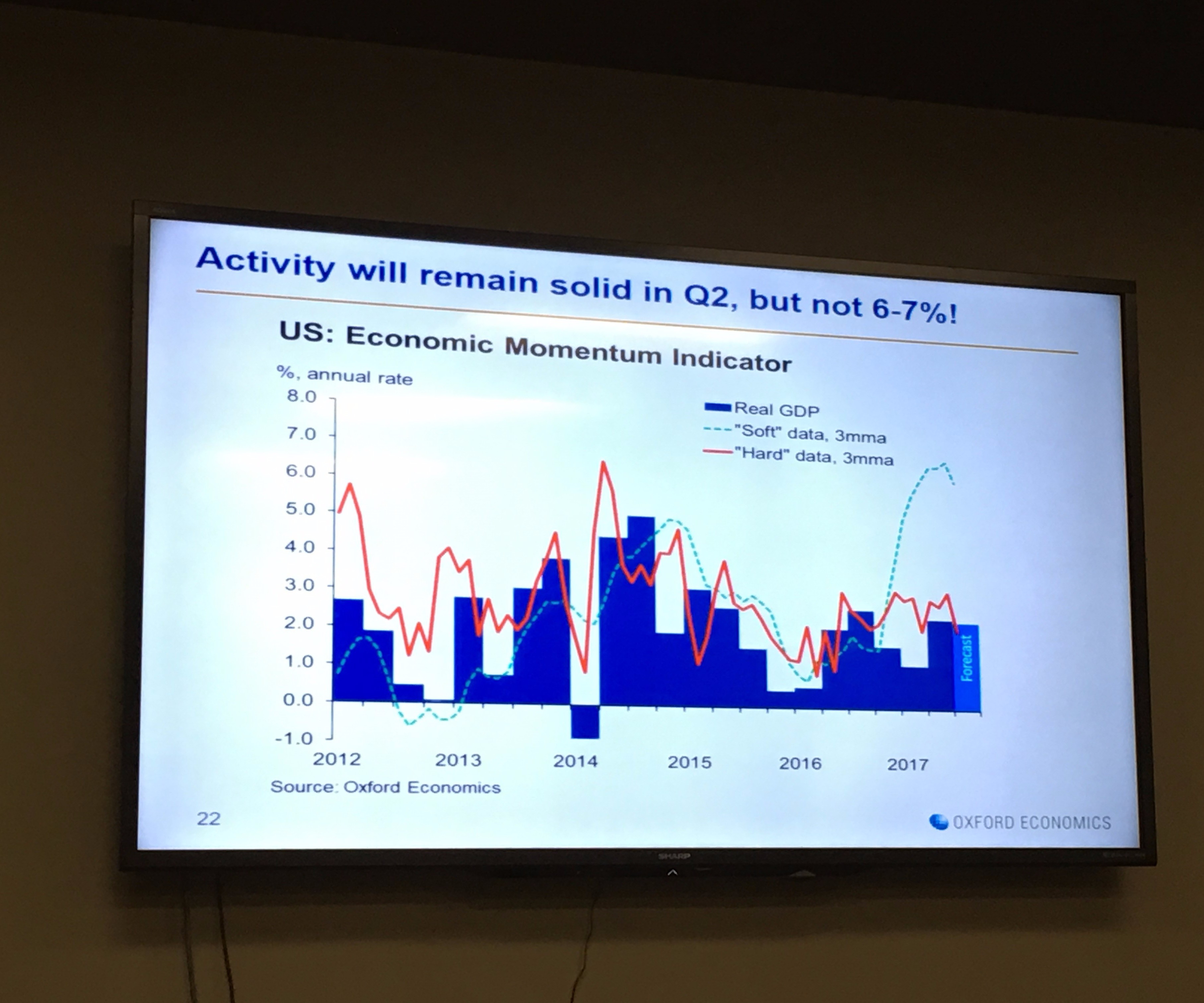
This slide from the presentation given by Greg Daco, chief U.S. economist at Oxford Economics, gave die and mold manufacturing attendees an idea of what the U.S. economic outlook is for the coming year. The presentation was one of several given at Makino’s Die/Mold Expo in Auburn Hills, Michigan, last week.
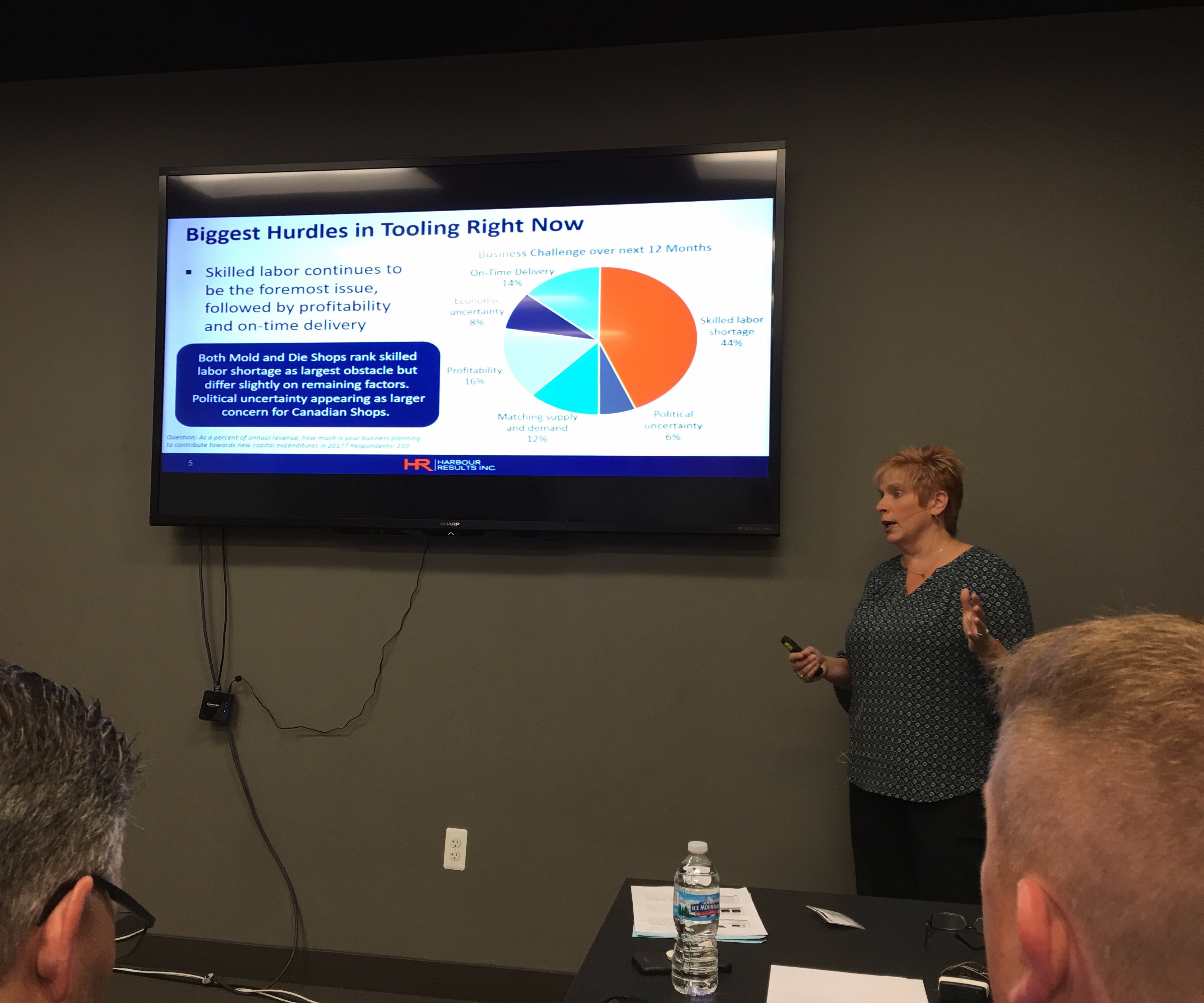
Laurie Harbour, president of Harbour Results, tells attendees about the top concerns die and mold professionals have now and in the near-term. Note the orange segment in the pie chart, which shows that the skilled labor shortage is by far the biggest concern of any noted in a recent survey.



There is always an opportunity to learn and see and share when attending events like the Makino Die/Mold Expo in Auburn Hills, Michigan. I asked a few moldmakers I met there to share their personal takeaways from the event and here’s what they told me:



- Finish
Don Snow, president of CS Tool Engineering in Cedar Springs, Michigan, says, “I was impressed with the surface finishes on the test cavity (for the center console of an automobile) that was machined on the new five-axis V80S that Makino introduced.” Snow says the workpiece (pictured above) showed virtually no machining marks, even in the very tight areas of the cavity, and he notes that it was a good thing that the V80S produced such a fine surface finish because a polisher could cut himself on the razor-sharp outer edges. Makino unveiled the V80S at the Expo, calling it its “next-gen vertical machining center for true, five-axis continuous processing.” According to Makino, the high-precision VMC evolved from the company’s three-axis Vi series and boasts an updated spindle and titling/rotating axis unit that supports tighter tolerances and decreased machining and polishing times. The V80S can accommodate workpiece sizes up to 1500mm by 1200mm by 550mm, weighing more than 2.75 tons, such as automobile door inner panels and front grilles. The X, Y and Z axes (1300mm by 1000mm by 600mm, respectively) impart swift movements with rapid traverse rates of 58,000mm/min and cutting feedrates of 40,000mm/min. The A-axis of the V80S tilts at plus or minus 30 degrees, wide enough to machine holes for an angular pin, and the C-axis rotates at plus or minus 60 degrees, ensuring that the tool tip can be positioned to provide optimum contact with the workpiece. In addition, the machine is set with Makino’s Professional 6 (Pro6) control and Super Geometric Intelligence (SGI.5) software. Its slim, spindle nose design (only 165mm in diameter) offers greater accessibility and closer proximity to critical workpiece features with a wider variety of tools.
- Forecast
Greg Daco, chief U.S. Economist at Oxford Economics, and Laurie Harbour, president of Harbour Results, were keynote presenters at the event. Don Snow heard both speak and said, “Greg's perspective of the world's economics and our domestic challenges was a positive insight. Laurie shared information regarding the different size tool and die shops and what the future holds for them. Both presentations cause you to pause from the daily demands of riding the tool and die roller coaster and get a feel for the rest of the world and what the future challenges are going to be.”
Daco told attendees that the U.S.A., the EU and Japanese economies have gained momentum. China’s economy is still positive but is in “neutral mode” now. Japan’s GDP is growing at its fastest pace in two years, he says, but a key risk is the labor market and inflation. The country is expected to grow by 1.7 percent in 2018. Daco says China’s weaker real estate and exports are dampening growth and will experience ongoing gradual slow-down. While Mexico has shrugged off higher inflation, Daco says it’s a policy risk. Nonetheless, Mexico’s GDP is forecasted to see 2.2 percent growth in 2018. Canada, he says, is still seeing a lot of policy risk and uncertainty as well. In the Eurozone, he says a mini-boom is in the offing, particularly in Spain, which has experienced 3.2 percent growth annually since 2015. “So, the boom isn’t just in Germany,” Daco says, “The French and Italian economies are growing, too.” Forecasts show a more modest but healthy 2.2 percent growth in those countries. EU companies are making larger investments in capacity utilization and equipment, he says, but at the same time the Euro has strengthened, and that could hinder EU exports.
Both Daco and Harbour touched on the effects of political uncertainty on trade and economic growth. Daco says, “The U.S. economy will rebound after a slow start to the year. On average, we expect real GDP growth just above 2 percent in 2017, supported by a solid labor market, rising business investment and firmer global activity.” He also says he expects a fairly modest fiscal stimulus package will be approved next year.
Laurie Harbour agreed with Daco, saying the North American economy appears stable. She provided a view of the key trends impacting North American toolmakers in the coming years. She explained that because the majority of tool and die makers supply the automotive industry, that industry is prominent in her forecasting. That said, she told attendees the following:
- About 400 automotive models will be released by 2020, but in lower volumes than in previous retooling years.
- Big trucks, SUV’s and larger cars will be the thrust of the new programs between now and 2020. “More SUV’s means more tooling,” Harbour says.
- “If you’re a moldmaker who builds molds for automotive lighting, fascias, grilles, Class A surface metals, you will stay busy and steadily so.”
Like Daco, Harbour expects many mold and die shops to see continued growth over the next two or three years, “but headwinds are coming and companies should be prepared for that.” In the meantime, she says work on hold has fallen under 10 percent, which is good, and there is still a lot of steel sitting on Ford Motor Company’s shop floors, waiting to be awarded (in relation to the Ford Focus). A key trend with automakers such as Ford, GM and Chrysler is that they are looking to award big packages to a narrower field of Tier 1 suppliers and let them manage the overall programs. A key trend on the mold and die side is the lack of skilled labor, Harbour says, and it continues to be the foremost issue, followed by profitability and on-time delivery. She added that Canadian shops appear to be more concerned with political uncertainty regarding trade. Brian Bendig, president of Canada-based Cavalier Tool and Mfg. Ltd., told me, “We listened to the two analysts and I think now there is a healthy workload and work to be had. However, in a few short years this may look different and we (toolmakers) need to be prepared. Automation (labor reduction strategies) is going to be a big part of this, as well as the ability to work around the clock to drive down lead times.”
- Fit in Automation
Wes Stephens, account manager at Industrial Molds in Rockford, Illinois, was a guest speaker at Makino’s session on the benefits of automation. “At first, I didn’t understand how automation fit with building large, one-off molds,” he told the audience. “I thought of automation as something needed for companies making many repetitive parts, like a screw machine company, not molds. My view changed when I came to Industrial Molds. Our motivation for implementing automation was to reduce lead times. Automation was redefined as standardization, meaning the work is always held in the same fashion using a standard receiver like those Erowa makes. The system can have a fixture plate, V-block, or whatever is required to hold the workpiece to the standard receiver. This way the work can easily be installed into the machine the same way for cutting, and then removed for inspection. This also allows for another piece to be machined while the first is being inspected—even if one is a core and the other a cavity. The work has to fit into a certain space, which in our case is 12” x 12”, to fit into the carousel. This easy installation and removal of the work allows the offset to be established outside of the machine, since the Erowa is standard and the location can always be known. The work offset is incrementally so far in X and Y from the standard.”








Related Content

Zero-Point Workholding Systems Facilitate Workpiece Clamping Ease
IMTS 2024: HWR Workholding USA highlights its full line of SolidLine and InoLine workholding products with recent and existing solutions for turning and milling applications.
Read More
CNC Platform Creates Adaptable Interface for Workholding
IMTS 2024: Features such as advanced collision protection and greater operational functionality make Heidenhain’s TNC7 CNC control platform critical for mold builders, who often face multi-surface machining.
Read More
Precision Meets Innovation at IMTS 2024
After attending IMTS, it's clear that the integration of advanced technologies is ready to enhance precision, efficiency and automation in mold manufacturing processes. It’s a massive event, so here’s a glimpse of what the MMT team experienced firsthand.
Read More
Toolholding, Metrology Systems Increase Accuracy and Efficiency
IMTS 2024: Rego-Fix introduces automated tool clamping units, spindle drawbar force testing tool for increased efficiency, measurement accuracy and machining capabilities.
Read MoreRead Next

Reasons to Use Fiber Lasers for Mold Cleaning
Fiber lasers offer a simplicity, speed, control and portability, minimizing mold cleaning risks.
Read More
How to Use Continuing Education to Remain Competitive in Moldmaking
Continued training helps moldmakers make tooling decisions and properly use the latest cutting tool to efficiently machine high-quality molds.
Read More
Overcoming Pain Points in Moldmaking with AI
Shops that embrace AI as a tool, not a threat, can enhance efficiency, preserve expertise, and attract tech-savvy talent.
Read More