
Laser Sintering and Milling Working Together
A hybrid manufacturing process offers mold builders an alternative method for making cores and cavities with time and cost savings and increased consistency.
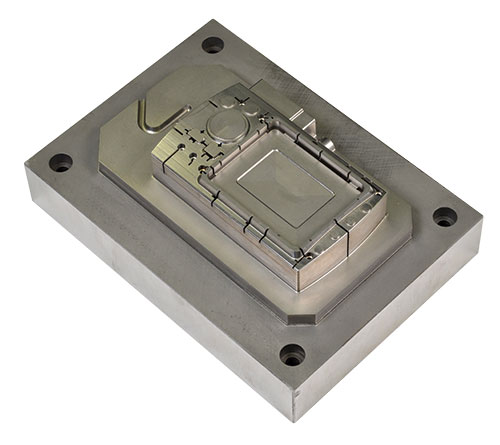
A complete laser-sintered and milled mold for a portion of a digital camera, still on the baseplate. Images courtesy of MC Machinery Systems Inc.
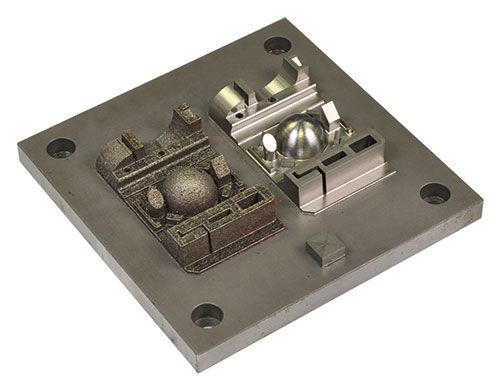
(Left) The sintering process alone leaves a coarse surface finish. (Right) A laser sintering/milling hybrid process can finish components in a single setup with a surface finish comparable to that of traditional machined components.
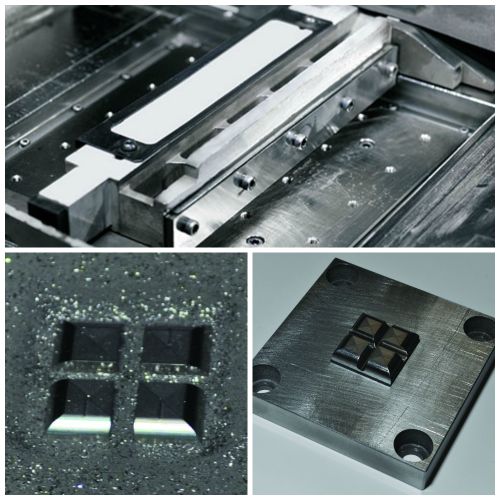
(Top) The squeezing unit is used to supply sintering material (metal powder) to the sintering table. (Lower left) Finish milling has been completed on the machine. The cutter has left an imprint on the surrounding powder, and the milling chips are visible. (Lower right) The finished part on the build plate, removed from the machine.
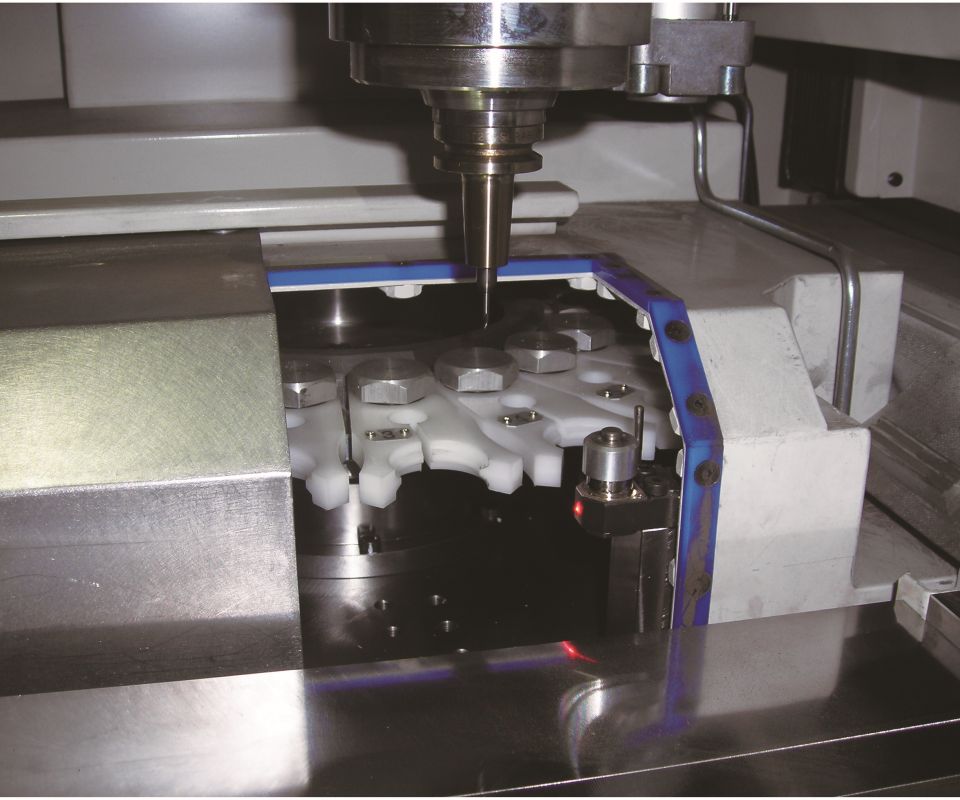
This process incorporates a tool magazine that can accommodate 20 milling tools as well as a device to automatically measure the length of a tool when the tool is mounted to the spindle. The tool magazine makes it possible to set up tools externally when the chamber is filled with nitrogen for efficiency.
Here, the finished part is set up in the wire EDM so that it can be cut off the build plate.

Nitrogen gas is pumped through porous sections of a mold’s core side, pushing the molded component into the cavity during cooling. This ensures that no sink marks form as the component cools and shrinks.



In moldmaking, manufacturers are constantly searching for ways to increase productivity by cutting production time and costs. Today, a hybrid process exists that allows additive machining and milling in the same setup to address those two challenges.
Working Together
Laser sintering and milling can be performed on one machine, providing additive machining in addition to more traditional, subtractive milling. Traditional machines start with a piece of steel and mill, drill and grind it to get to the finished piece. However, the hybrid process starts with nothing but a base plate and a bucket of metal powder.



The machine pours metal powder into a tray, then squeezes a layer of powder across the table and the base plate, filling in the low spots so the powder layer is level. This leaves a smooth, flat surface on the base plate. The first layer of powder is 50 microns thick, 0.002 inch (0.05 mm) above the base plate. A 400-watt YB fiber laser swings above the table, following the design determined by the 3D software program, and melts and welds the powder to the base plate.
The laser beam then comes out at a single, fixed point. A galvanometric mirror system focuses the beam, moving the laser heating point to where it needs to hit the base plate according to the predetermined design. Each layer is sintered 0.002 inch at a time, building up material by adding layer upon layer. After 20 layers have been welded together, the milling process begins. This next step is what differentiates the laser sintering/milling hybrid process from existing additive machining processes.
Because the freshest 10 layers of metal need time to cool, the layers are sintered in succession. The cutters begin milling the first 10 layers, while the second 10 layers are cooling from the sintering process. The milling process is always one set of layers behind the laser sintering process.
As the part increases in height, the table lowers, making up for the difference. The two processes work in tandem, always at the same height.
The machine table allows for pieces as large as 10 by 10 inches wide at the base and as tall as 7 inches. The base plate can be incorporated into the actual workpiece, or it can simply be the foundation upon which the piece will sit. For example, when machining a core or cavity, the base plate may form the bottom portion of the part, with pre-drilled holes for water cooling lines.
Controlling Density
Another primary advantage of this hybrid process is that it enables manufacturers
to control the sintered density of the material. A typical solid is 99.5 percent density, however, a porous area can be reduced to 90 percent density. With the laser sintering process, manufacturers can create little voids in the component, which speeds up the sintering process. For a larger piece, an operator can create an outside skin layer sintered at 99.5 percent with an inner support structure sintered at 90 percent. This creates a more porous part for weight savings on an otherwise solid exterior. Even at 90 percent density, the piece is solid enough that the pores are not visible on
the surface.
There are many advantages to changing the sintered area’s density that reach beyond time-saving.
A basic mold has a top half and a bottom half. When closed, it’s airtight. Water runs through the mold to cool the hot plastic that is injected into it, but during the fill the air in the mold needs a place to escape. Oftentimes, the air tries to rush past the incoming plastic, and this creates burn marks on the plastic. In a typical mold application, the operator needs to drill a vent point in the mold. Once air escapes through this vent point, the hole is filled with a little piece of plastic, leaving a small divot in the part. The laser sintering process can create a porous conduit in the mold that functions like an exhaust pipe to allow that air to vent out but does not leave any noticeable marks.
Not only does this porous machining capability create tubes to let out the air, but it also allows pressurized molding, or gas assist molding, of parts with large, curved, ribbed surfaces. With traditional machining, some smooth, curved part surfaces will show shadows of the ribs on the backside due to shrinkage on the part surface. That can be eliminated by pressurizing the porous areas with nitrogen before the mold cools completely. This pushes the plastic up against the cavity surface, eliminating shrinkage from the ribs on the backside.
Cooling Conformity
Another major advantage of controlling part density is the ability to build molds with internal channels for the coolant rather than machining them out post-development.
When injecting plastic, ideally you want the entire part to cool at the same rate. Obviously, when subtractive machining a core or a cavity, the only way to create holes for a cooling system is to drill them—and it is impossible to drill a curved hole. Ultimately, you have to drill in from the mold’s back side or sides to calculated depths so the holes intersect. Then all the access points have to be plugged up with set screws to allow the fluid to flow in the proper direction.
The powder sintering process enables you to design your cooling channels an optimum distance from the actual surface of the core or cavity. You can then create a hollow tube within the part that loops back and forth, getting the water exactly where it needs to be to cool any hot spots. This conformal cooling is faster and results in less movement, shrinkage and warping of the finished plastic part.
For example, consider a mold for a digital camera case. It has fairly thin walls with a large opening, making it very fragile. Providing cooling in the needed areas to avoid wall shrinkage and warpage can be a challenge. A laser sintering/milling hybrid process can create fairly flat-shaped pipes (compared to the round ones that come from drilling) to fit within this thin mold. The cooling channels don’t necessarily have to be round; they can be virtually any shape. In this case, the additive machining process is not only faster, but it allows for
more flexibility than is otherwise available.
Finishing Touches
The laser sintering/milling hybrid process can be ideal for manufacturing molds. It can make use of four different materials: hot rolled steel, maraging steel (H13 equivalent that can be heat-treated to 52 Rockwell after it comes out of the machine), 630 stainless steel and 316L stainless steel. Maraging steel is the most popular for manufacturing mold cores and cavities because it can be heat-treated.
When using laser sintering for cores, many manufacturers receive the part, send it out for heat treatment, bring it back for finish machining and milling, then put it on a sinker EDM to smooth out any ribbing. But how is accuracy affected when you heat-treat a part that is finish-milled out of the machine?
The laser sintering/milling process calculates a 1-percent shrinkage factor during heat treatment. This shrinkage factor then is programmed into the model size to which the machine is being told to finish so that after heat treatment, the part is the correct size.
Quickening the Pace
In actual mold examples, such as a mold core for a drill case part, this hybrid process has shown a 65 percent reduction in manufacturing time and a 50 percent cost reduction when compared to traditional milling. Such a mold took 11 days to machine with the hybrid process, and once the program was prepared, the machine could run unattended 24/7. Making the same mold conventionally would require 25 individual pieces and take about 30 to 40 days to machine, depending on the use of copper or graphite electrodes.
Subtractive machining requires the creation of programs for the mills and electrodes to do rib and cavity work. Not to mention, traditionally made molds have increased mold cycle times. For example, when the drill case was built using conventional processes, the mold injection time was 23 seconds and cooling time was 30 seconds. However, with conformal cooling channels, the fill time remains the same, but the cooling time is reduced to 15 seconds. So a 53-second cycle is cut down to 38 seconds, just under a 30-percent improvement.
What’s more, traditional machining would cost roughly $40,000, whereas the hybrid process cost about $20,000, factoring in no electrode requirements and a one-piece core. So the laser sintering process was not only faster, but it cut the cost in half.
Although the laser sintering/milling hybrid process is relatively new, its overall time and cost savings and increased consistency make it an alternative mold-building process worth investigating.
Click HERE to watch a short video on a metal laser sintering hybrid milling process.







Related Content

Moldmakers Deserve a Total Production Solution
Stability, spindle speed and software are essential consideration for your moldmaking machine tool.
Read More
Ejector Pin Selection Guide
A review of materials, treatments and coatings to help determine the proper pins for optimized plastic part ejection.
Read More
Hands-on Workshop Teaches Mold Maintenance Process
Intensive workshop teaches the process of mold maintenance to help put an end to the firefighting culture of many toolrooms.
Read More
How to Achieve the Best Mold Finish
A look at factors that impact the polishability of tool steels and recommendations for obtaining a high-gloss finish.
Read MoreRead Next

Practicality & Possibility
Some of the technologies and applications on display at Euromold 2013 illustrated the possibilities for using additive manufacturing to manufacture functional parts.
Read More
Your Guide to Smarter, Faster Mold Design
Dive into expert-curated content delivering proven solutions for mold optimization, manufacturability and precision performance.
Read More
How to Use Continuing Education to Remain Competitive in Moldmaking
Continued training helps moldmakers make tooling decisions and properly use the latest cutting tool to efficiently machine high-quality molds.
Read More