
Initial Pellet Contact is the Screw
This summer, let’s get back to the basics. For this summer school basics series, Pellet to Part explores each stage of the plastic injection molding process. This week: the machine’s reciprocating screw, which is often misunderstood and applied to the process incorrectly.



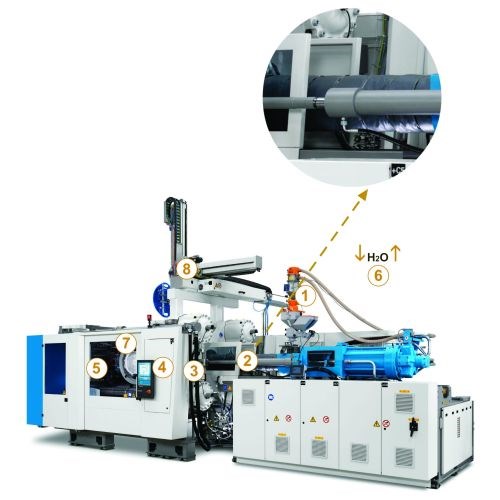
This article will review (2) the screw part of melt delivery system. Image courtesy of KraussMaffei.
You may be thinking “Why should I learn about the screw and its role in the injection molding process? I’m building the mold, not running the parts!” Well, let’s consider the following: Have you ever changed steel per your customer’s (the molder’s) request only to change it back again? Have you chased flash that came and went, even though your mold was spotted in so nicely? Have you experienced unexplained, inconsistent part dimensions driven by unexpected molded-shrink rates? You then check the mold steel and calculate shrink to find everything is correct, but you mold a part that is still out of specification? If you answered yes to even one of these questions, there is the possibility the wrong screw was used, or it was used incorrectly for your application.
In the complex injection molding process, the reciprocating screw is only one element to consider when you are performing application engineering or root cause analysis, but understanding screw terminology and application fundamentals will prevent molding issues, providing predictable performance and a reliable process.



Screw Fundamentals
In the screw assembly part of the injection molding system, the plastic pellets are transformed from a solid state into a fluid (referred to as a non-Newtonian fluid). This transformation occurs as the pellets travel through the three main sections of the screw:
1. The feed section, through which the pellets are introduced into the screw.
2. The transition section, in which the pellets begin to transform from a solid to a fluid. This physical transformation happens as different energy sources are applied to the melt at the same time. The resin is then physically compressed as decreasing volume on the screw flights (usually becoming shallower in depth) generates shear energy (friction of one plastic layer sliding on another). When this is combined with energy provided from the barrel heaters, the melt temperature’s thermal condition and consistency can be predictably controlled.
3. The metering section, which is the final stage where the melted resin is orientated and metered to the front of the screw. This melted resin then waits here to be injected into the mold. If contamination or degradation occurs, the molded parts will show inconsistencies.
Screw Options and Common Mistakes
There are a number of screw assemblies, surface coatings, steel types and types of screws available to the injection molder. Figure 1 shows three screw types that are each designed for specific applications and performance. The molder’s process engineering team must first consider part requirements and volumes in selecting the appropriate screw. Molders’ understanding (or lack of understanding) here can dramatically impact a mold’s performance, as well as any root cause analysis and corrective actions.
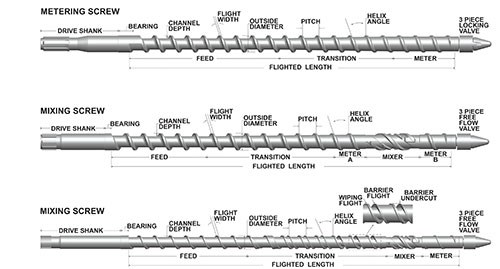
Figure 1: These three screw types all show the three main sections of a screw: feed, transition and metering. Figure courtesy of Reiloy Westland.
One simple and common failure among injection molders is sampling a mold in one machine with one type of screw, then moving that mold to another machine with the same or similar tonnage but with a different screw configuration and shot capacity for the second sample or production run, and expecting the same result.
Another common mistake occurs with melt condition. Energy applied to plastic is called thermal conductivity. The rate at which energy is being given up by the plastic is called thermal diffusivity. When energy is applied correctly, the expected melt condition can be achieved, but when it is applied incorrectly, the melt results vary, resulting in an unreliable process.
Skinning, as shown in Figure 2, can result from equipment failure such as burned-out heater bands, incorrect screw design or improperly maintained equipment that allows contaminants to get into the parts. Figure 2 clearly shows resin that degraded before it was introduced into the mold cavity.

Figure 2: This example of skinning is marked by the degraded “brown” material forming a skin. The plastic was pulled out of a hot runner manifold’s inlet immediately after the screw. Image courtesy of Rich Oles.
Screw inventory versus shot capacity is another area of concern for the injection molder and moldmaker. Knowing the screw’s volumetric area is key to understanding the time it takes for the resin to transition from a solid to a fluid. When selecting a press (or multiple machines) to run samples and production, the injection unit must be sized for the application’s requirements.
The screw type and valve assembly is also critical. The most widely used method for calculating injection unit sizing is the 80-20 rule, which is based on the shot capacity of the machine. An alternative method uses the volumetric area of the screw to calculate residence time and the available resin inventory. This inventory replaces the shot capacity based on the 80-20 rule. You can get the inventory calculation from the screw OEM. The 80-20 rule combined with total shot capacity tells you if you can fill a cavity, but it does not ensure predictable, quality results. Using the volumetric area calculation will help you mold parts with the melt in the predicted state and will yield a much higher degree of repeatability. All of these considerations for examining the screw’s role in the injection molding process reminds us of Albert Einstein’s definition of insanity: “Insanity: doing the same thing over and over again and expecting different results.” Start thinking about your process differently, and change your results!








Related Content

Four Micro Tooling Considerations
Issues involving gating, ejection, mold splits and direction of pull are of special concern when it comes to micro tooling.
Read More
Tips for Tackling Mold Design, Machining, Cutting Tool and Wear Challenges
Tips for tasks ranging from reducing risk in part design and taking advantage of five-axis machining to refining cutting tool performance and reducing wear with guiding and centering systems.
Read More
Three Good Reasons to Switch from Three- to Five-Axis Machining in Moldmaking
Five-axis machining technology is a great tool in the moldmaker toolbox.
Read More
What Is Scientific Maintenance? Part 1
How to create a scientific maintenance plan based on a toolroom’s current data collection and usage.
Read MoreRead Next

Plastic Injection Molding Starts with the Pellet
This summer, let’s get back to the basics. For this summer school basics series, Pellet to Part explores each stage of the plastic injection molding process. This week: what every moldmaker should know about raw materials, including the fundamentals of viscosity curves, Melt Flow Index, Melt Flow Rate, shear and more.
Read More
How to Use Strategic Planning Tools, Data to Manage the Human Side of Business
Q&A with Marion Wells, MMT EAB member and founder of Human Asset Management.
Read More
Overcoming Pain Points in Moldmaking with AI
Shops that embrace AI as a tool, not a threat, can enhance efficiency, preserve expertise, and attract tech-savvy talent.
Read More