
Choosing Thermally Conductive Tooling Materials
By using alternative materials such as aluminum or copper-based alloys, moldmakers can help molders reduce or eliminate some molding problems down the road.



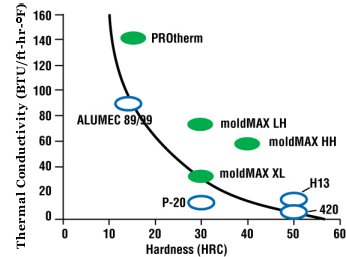
Figure 4: Comparison of mold materials.
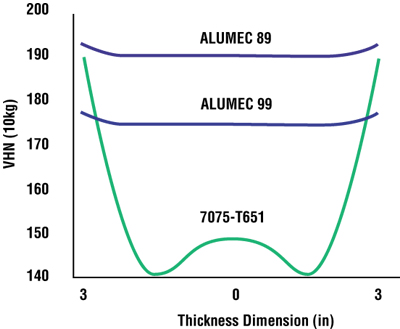
Figure 1: Commonly used aluminum grades.
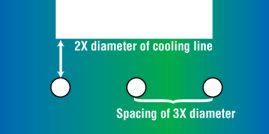
Figure 3: Proper distance between cooling lines.
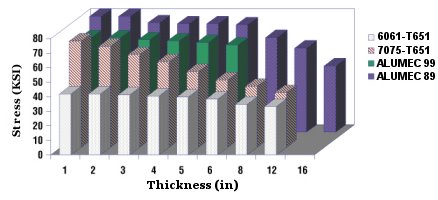
Figure 2: Tensile strength for common aluminum mold materials.
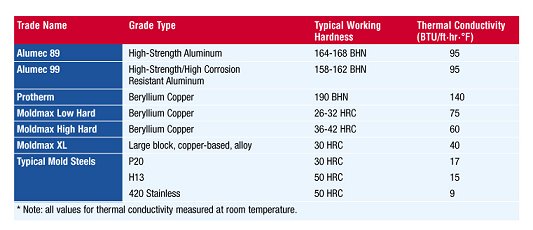
Figure 5: Thermal conductivity vs. hardness.
In plastics molding operations, the cycle time often becomes a critical factor in determining the overall costs associated with manufacturing finished components. When thousands or millions of parts must be produced, the savings of only a few seconds with each cycle can make a significant difference.
The ability to remove heat from the resin and quickly solidify it also may affect the quality of the finished piece. Thin-walled components or parts that contain variations in wall thickness may be difficult to mold due to dimensional instability. Often times, a faster cooling rate will not only improve cycle time, but also will result in finished parts that have more accurate dimensions and tighter tolerances.



When faced with such issues, it becomes important to consider some alternative tooling materials from which to build the mold. Due to their outstanding thermal conductivity properties, aluminum and copper-based alloys have the ability to extract heat quickly from the resin. These mold materials used independently or in conjunction with traditional mold steels may be used to build the entire core and cavity or be used strategically at specific problem areas within the mold.
Aluminum Mold Materials
Specialized, high-strength aluminum mold materials have been developed specifically for the plastics molding industry. Supplied in the pre-hardened con-dition, there is no need for any heat treatment during the mold building process. These grades have excellent thermal conductivity properties, thereby reducing cycle times and simplifying the requirements for the mold cooling system. The as-supplied hardness typically ranges from 160 to 170 Brinell. Although this hardness level is significantly lower than that of a typical, pre-hardened mold steel (e.g., P20-type mold steel supplied at ~300 Brinell), it is still adequate for many low-wear, plastics molding applications, including:
- Blow molding.
- Short- to medium-run injection molds.
- Prototype tooling. When producing a cavity, it is the center or core of the block that will function as the molding surface. Often, there is a significant drop in hardness from the surface-to-core, particularly in larger sized blocks of standard aluminum grades, such as Type 6061 or Type 7075. This difference in hardness becomes more pronounced for pieces that are greater than six inches in thickness. A lower hardness on the mold surface will lead to more rapid wear and washout of the mold details. To help reduce the effects of wear, mold quality aluminum materials have been developed that exhibit excellent through-hardening properties. A comparison between some commonly used grades is shown in Figure 1.
Another important factor to keep in mind when considering an aluminum tooling material is its strength level. If the stresses applied during the molding operation exceed the material's yield strength, the mold will become permanently distorted. If the stresses exceed the mold material's tensile strength, the mold will experience a catastrophic failure.
There is a relationship between the hardness of a material and its tensile strength. These two properties are directly proportional to each other. That is, as the hardness increases, the tensile strength also increases. This property is significant from the aspect of designing a mold and affects the required wall thickness dimensions, placement of water lines, etc. An example of the tensile strength for some commonly used aluminum mold materials, as a function of plate thickness, is shown in Figure 2.
The characteristics that make aluminum mold materials desirable for certain molding applications include the following:
- Machinability - metal removal rates that are eight to 10 times faster than for a typical mold steel in conventional machining and four to five times faster in EDM operations.
- No heat treatment required.
- Thermal conductivity - three times greater than typical mold steel.
- Low density - one-third that of steel.
- Inherently corrosion resistant in many environments.
These materials are readily machinable, do not require heat treatment and are capable of being modified via welding if design changes are required. These characteristics make high-strength aluminum alloys ideal for projects that require extremely short leadtimes (e.g., prototype molding). In addition, the low density of aluminum makes the handling and operation of large molds considerably easier and reduces the wear on press components.
What Are the Limitations?
Although high-strength aluminum mold-making materials have been developed specifically for the plastics industry, one must realize that they still do not have the strength levels of a hardened mold steel such as AISI P20, H13, S7, etc. This is well understood by designers and mold builders that work with aluminum tooling materials on a regular basis, and it must be taken into consideration when designing the mold.
The following points must be recognized when designing aluminum molds:
- Wall thickness of 1.5 times greater than that of mold steel is typically required.
- Very deep cavities should be interlocked at the sides to prevent flexing.
- Wall thickness should be equal to at least the cavity depth.
- Core height should not be greater than two times its width (unless supported).
- Avoid sharp corners; use as generous a radius as possible.
- Coolant lines should be placed at a distance no closer than two times the cooling-line diameter from the mold surface.
Data sheets provided by material suppliers contain a wealth of information with regard to the mechanical properties of these materials. Such information provides important data that may be used in the design phase of the mold building operation.
Copper-Based Alloys for Mold Applications
Copper-based alloys offer some unique options to moldmakers and plastic molders. These materials are often indispensable for producing quality plastic parts that are free from warpage, shrinkage marks and internal stresses. They possess excellent thermal conductivity characteristics and a relatively high hardness level that may reach values within the range of 30 to 40 HRc.
Applications that are often good candi-dates for copper-based mold materials include injection molds, core pins, blow molds (pinch-offs, neck rings) and injection nozzles.
The ability to remove the heat from the resin will determine the cycle time and dimensional stability of a molded com-ponent. One may even consider a plastic mold to function as a heat exchanger. Due to the shrinkage of the resin during the solidification process, the majority of the heat build-up will typically occur at the core side of the mold.
The excedtional thermal conductivity of copper-based alloys can help promote rapid and uniform cooling in these critical areas. The copper materials may be strategically inserted within a mold to provide rapid cooling at a specific location or used to build the entire core and/or cavity.
Although these materials possess thermal conductivity values that are much greater than mold steel, the heat must still be removed via a cooling system. Otherwise, the copper will function as a heat sink, at first drawing heat away from the resin, but then retaining it. This heat must be transferred to a cooling system either directly via a coolant line or indirectly through the use of core pins and a chill plate.
An advantage of the copper material is that its excellent thermal conductivity properties will help simplify the cooling system. This means that perhaps fewer coolant channels will be required, compared to a similar core made from mold steel. This is an advantage to the designer, who also must plan and leave room for the ejector system on the core side of the tool.
When considering the placement of the cooling lines, there are some rules of thumb that should be adhered to when using copper-based materials. For example, the distance from the mold surface to any cooling line should be a minimum of two times the cooling line diameter. The distance between adjacent cooling lines should be a minimum of three diameters (see Figure 3).
This helps minimize stresses and still provides good proximity of the coolant to the molding surfaces. Again, the purpose of the coolant is to prevent the copper from retaining the heat that is removed from the plastic. The risk of placing cooling lines too close to the mold surfaces or to each other adds an unnecessary risk for cracking.
The machining rates for conventional machining processes are much greater compared to mold steel. However, the high thermal conductivity of the copper-based materials will increase the time required for electrical discharge machining (EDM). These effects can be minimized by performing the bulk of the machining first through conventional means before moving to the EDM process for the finished machining operations.
Copper-based mold materials can be welded without a significant loss of strength. Weld filler metals are available that match the chemical composition and hardness profile of the base metal. Many of these copper-based materials lend themselves to texturing and have the ability to be polished to a mirror finish.
Increasing the Wear Resistance
The wear resistance of the aluminum and copper-based materials may be increased through the use of various surface treatments. Chrome plating, electroless-nickel plating or low temperature physical vapor deposition (PVD) processes may be used. Before performing any type of surface treatment, it is important to make sure that the temperature used during its application does not adversely affect the hardness and strength of the mold material. The material supplier can provide the maximum temperature at which the mold material may be exposed without suffering any degradation in properties.
Selecting the Optimum Mold Material
Tooling material selection should be based on such factors as the complexity of the mold design, characteristics of the resin that is to be molded, number of parts to be produced, etc. Properties such as the mold material's hardness, strength, ductility and surface finish will all need to be considered. The mold material typically comprises only five to 10 percent of the overall tooling costs. Most of the expense is attributed to design, machining, heat treatment, polishing and/or texturing.
The other factor that will contribute to the overall costs per part produced is of course the cycle time. As previously discussed, the ability to remove heat quickly from the resin will shorten cycle times and often yields finished parts that have better dimensional stability. This is an additional consideration when trying to optimize the selection of the mold material. Figures 4 and 5 compare the thermal conductivity properties versus the typical working hardness for some commonly used mold materials.
Conclusion
Aluminum and copper-based mold materials offer some unique options for a variety of plastics molding applications. High-strength aluminum mold materials have been specifically designed with mold-makers and end users in mind. The ease of machinability, pre-hardened condition and ability to weld, polish and/or etch these materials makes them ideal for prototype molding and some injection molding processes. The ability to extract heat quickly, while maintaining resistance to corrosion in the water lines, also makes these grades well suited for blow molding operations.
When higher strength and wear levels are required, copper-based mold materials should be considered. In some instances, the material is strategically inserted at the "hot zones" or problem areas within the mold. These grades are most often used in the core half of the mold where the heat build-up is typically the greatest.
Used independently or in conjunction with mold steels, the aluminum and copper-based materials can help reduce or eliminate molding problems. In many instances, the use of these alternative materials is critical for ensuring the production of quality parts at a competitive price.








Related Content

How a Small Programming Change Cuts Cycle Time in Half
Overriding the CAM system when milling a series of lifter pockets helps to improve metal removal rate and increase feed rates.
Read More
How to Manage Wall Thickness Changes in Your Mold Design
To ensure even filling and cooling, consider wall section transitions, corners and fillets, ribs and bosses, lip and rim designs and CAE flow simulation software.
Read More
Plastic Injection Molding Starts with the Pellet
This summer, let’s get back to the basics. For this summer school basics series, Pellet to Part explores each stage of the plastic injection molding process. This week: what every moldmaker should know about raw materials, including the fundamentals of viscosity curves, Melt Flow Index, Melt Flow Rate, shear and more.
Read More
Tips for Tackling Mold Design, Machining, Cutting Tool and Wear Challenges
Tips for tasks ranging from reducing risk in part design and taking advantage of five-axis machining to refining cutting tool performance and reducing wear with guiding and centering systems.
Read MoreRead Next

Prehardened Stainless Mold Steel Optimized by Nitrogen Alloying
To prevent the negative effects of microstructural inhomogenities in some tool steel—such as on machinability, polishability, corrosion resistance and mechanical properties—a new alloy has been created with a more homogeneous microstructure.
Read More
Overcoming Pain Points in Moldmaking with AI
Shops that embrace AI as a tool, not a threat, can enhance efficiency, preserve expertise, and attract tech-savvy talent.
Read More
How to Use Strategic Planning Tools, Data to Manage the Human Side of Business
Q&A with Marion Wells, MMT EAB member and founder of Human Asset Management.
Read More