
Advancements in Quality Processes and Value Added Capabilities Keep M&M Tool and Mold on Top
This five-time Leadtime Leader shop has added a full quality lab and expanded its service capabilities as part of a newly formed strategic tooling business unit.

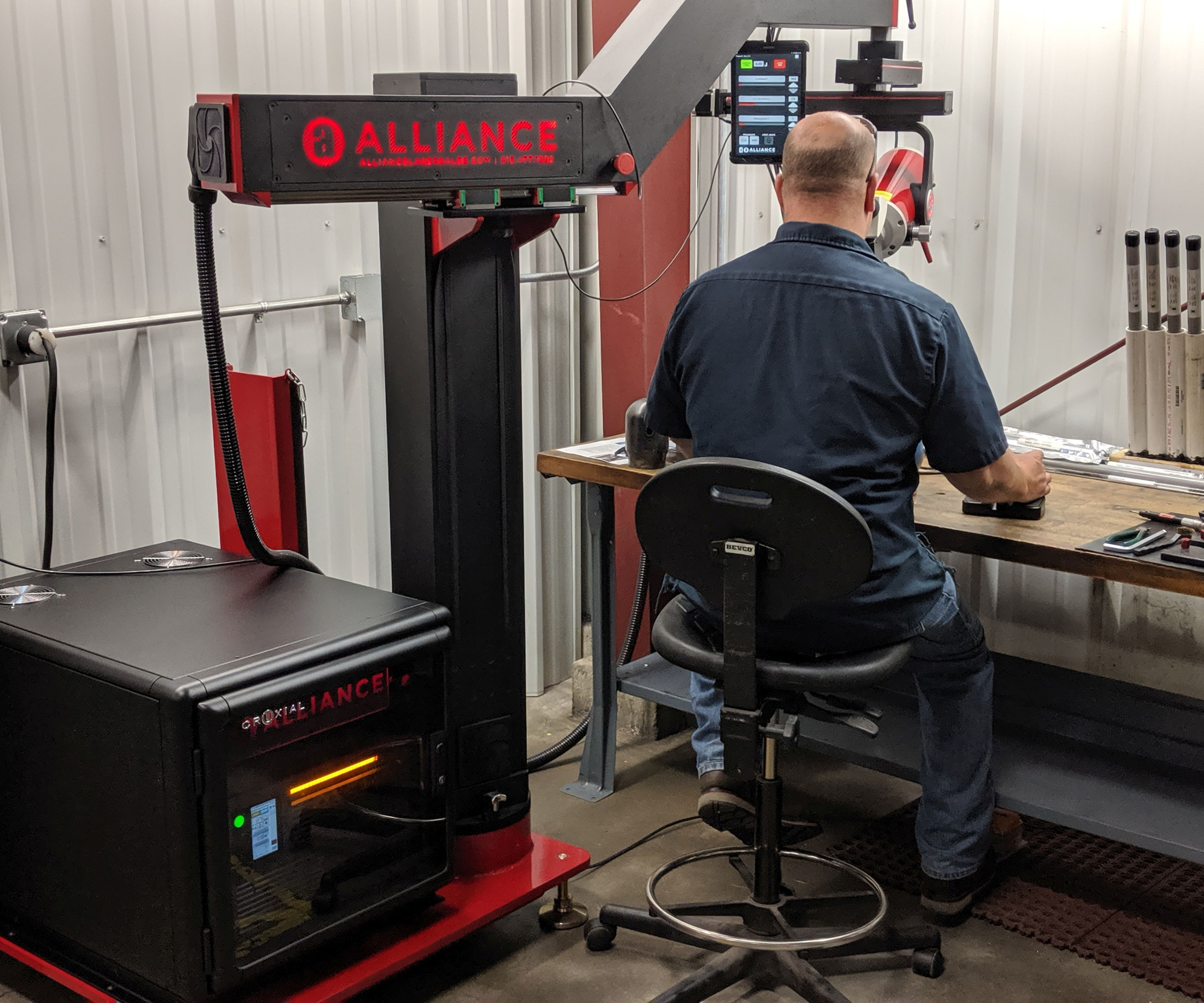
New this year at M&M Tool and Mold is an Alliance ID1 Fiber Laser Welding System from Alliance Specialties. It is used to perform in-house mold repairs and engineering changes, not only for M&M Tool customers, but for its recently added sister companies, Forest Tool Inc. in Crandon, Wisconsin, and Rowley Tool & Die in Green Lake, Wisconsin. Together, the companies offer strategic tooling capabilities with the capacity for full project management from design to production. Images courtesy of M&M Tool and Mold Inc.
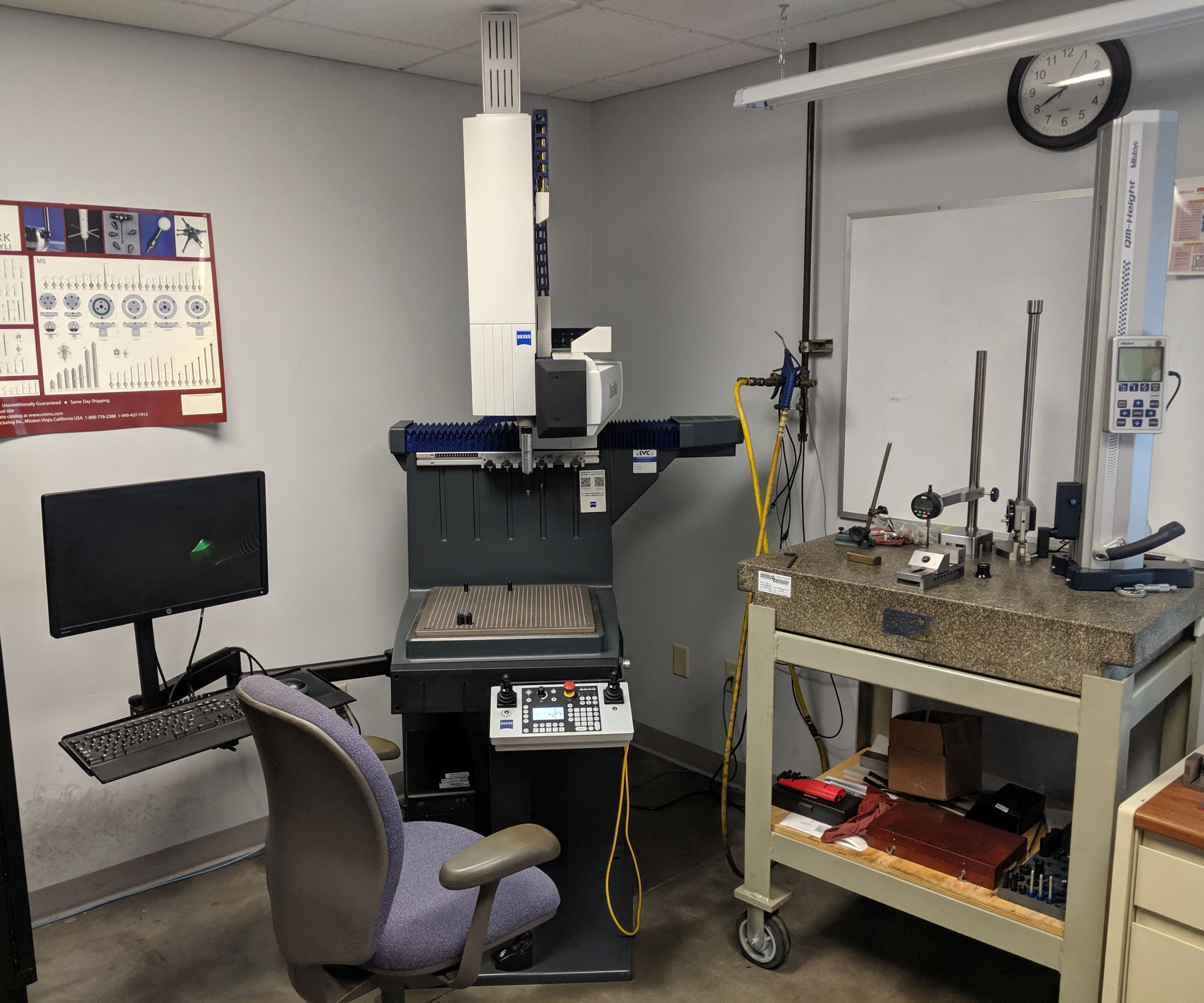
A Zeiss Duramax coordinate measuring machine (CMM) is the centerpiece in M&M Tool’s temperature controlled quality lab. It is the second Duramax the company has invested in. While this machine is dedicated to inspection of steel parts for molds to ensure every critical area matches the customer’s design files and is documented, the second CMM is integrated with an EDM cell. The company, a five time Leadtime Leader Award winning shop, built its quality lab four years ago. Among many other pieces of inspection equipment is a new Micro-Vu Sol 161 Manual Vision Measurement machine.
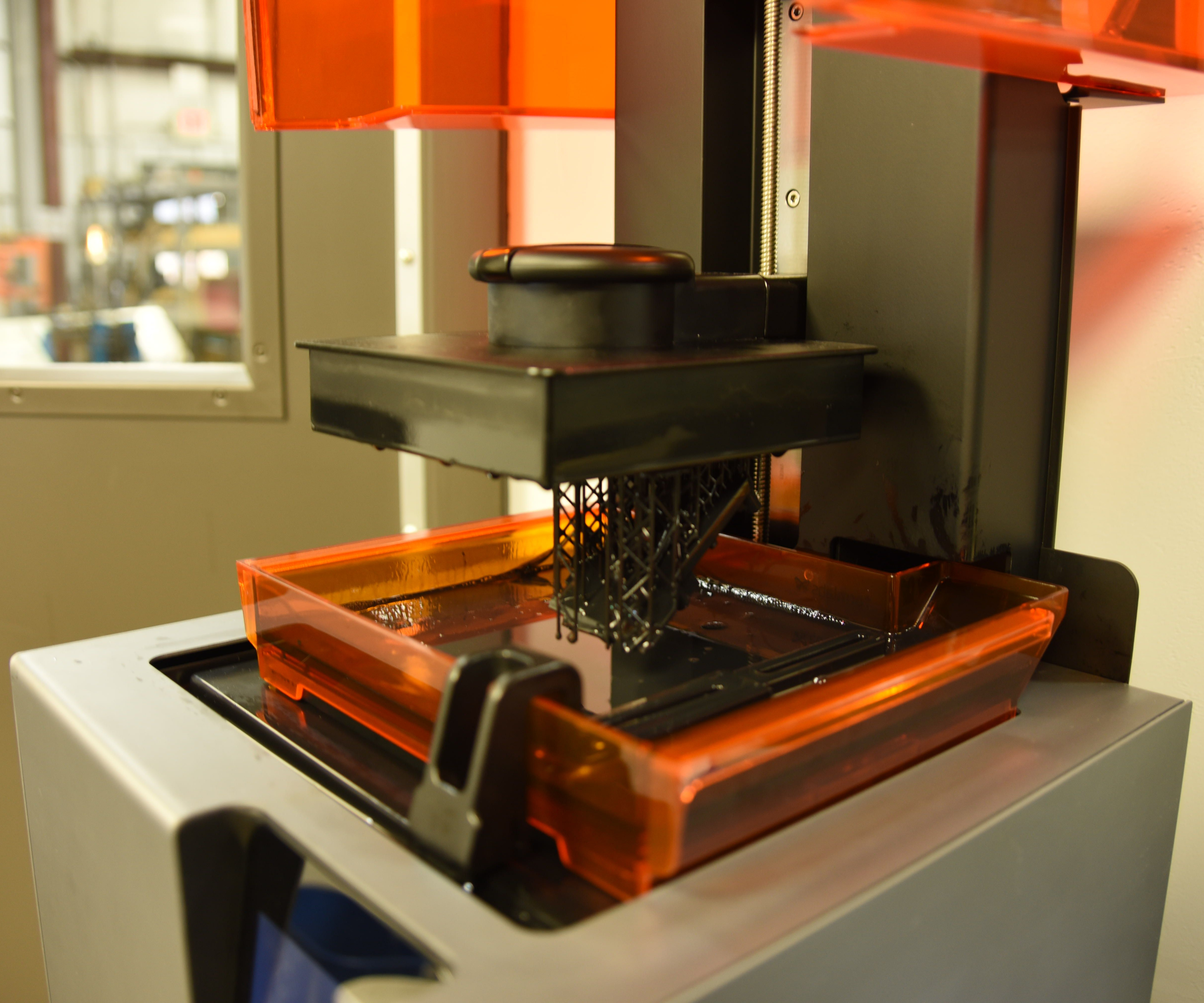
This Formlabs Form 2 desktop 3D printer is among the many tools used by M&M Tool and Mold Inc. in its quality lab to ensure exactness in the moldmaking process. Whenever possible, the company 3D prints the part in actual size or scaled down, based on the model, to use as part of its inspection process.



What notable technology changes have occurred since M&M Tool’s last Leadtime Leader Award in 2012?
Carl Jacobsen, tooling engineer/estimator: Our company added a quality lab four years ago. Anytime you're building a part for the customer, you want to be able to make sure that your steel matches your design file and be able to document it. If there are adjustments or windage that must be added to a part due to differential shrinkage, again, document where you started from and where you ended up on the steel measurements. By having a dedicated Zeiss Duramax coordinate measuring machine (CMM) in a quality lab, it allows us to keep this inspection process off the shop floor. We have another CMM, also a Zeiss Duramax, that is integrated in our electrode cell. In order to use it for anything else, we would have to break into the cell, pausing anything that may be going on at that time, which is undesirable. The company made a considerable investment to build this room, which is temperature controlled, and then they filled it full of inspection tools, including a Micro-Vu Sol 161 Manual Vision Measurement machine, so now we have a dedicated quality lab where we can do final inspections and record those critical numbers. For a company of our size, it is one of the nicest labs I've seen in the area. Our general manager, who is extremely talented in quality management, oversees the lab, plus we have three moldmakers who are trained on running the CMM. We want a fresh set of eyes on every project. Sometimes you can be too close to it and miss things. By having others who can inspect it for you who have not worked on the job, they will detect any issues.
In addition, our new Formlabs Form 2 desktop 3D printer also plays a key role in our quality program. Whenever possible, we 3D print the part, actual size or scaled down, based off the model, and we have found that having that printed part helps in the inspection process, especially if something doesn’t look right. For example, the printed part will tell us that there is a wall missing or a radius is off. Maybe there is a hole that is not in the tool, but it is in the part. Sometimes it’s difficult to see every detail by rolling a CAD model around on the screen, but if we have a part in our hands, that’s huge.



We have also invested in an Alliance ID1 Fiber Laser Welding System from Alliance Specialties. This system enables us to perform mold repairs and engineering changes in house, for M&M Tool as well as for our sister companies, quickly and efficiently.
M&M Tool and Mold Inc.
3300 Commodity Lane
Green Bay, Wisconsin
920-336-6474
carlj@mmtoolandmold.com
mmtoolandmold.com
- Founded in 1995 by co-owners Marty Ciriacks and Mike Richard. In 2008, acquired by North Central Equity, LLC., then, in February 2019, acquired by an undisclosed manufacturing group as part of a strategic tooling business unit.
- Captured MoldMaking Technology’s Leadtime Leader Award honors five times: Three as Leadtime Leader winner (2003, 2004 & 2005) and twice as Honorable Mention (2007 & 2012).
- Specializes in engineering and building small- to medium-sized injection molds, up to 500 tons, including insert and multi-shot molds and prototype tooling. Added the manufacture of LSR molds and die cast dies in 2012.
- Currently employs 20 full-time team members, including 1 apprentice, plus three part-time drivers.
- Industries served include automotive, medical, agricultural, defense, recreational vehicle, consumer products and electronics industries.
- ITAR registered and QMED approved.
- Member of the American Mold Builders Association (AMBA).
During the 11 years that an equity company owned M&M, how did that work out? Did they understand or have experience in the moldmaking industry?
Jacobsen: They had a person who had a sound background in machining and manufacturing. He did not know much about the intricacies of moldmaking, but there was also a general manager who was a tool and die maker and he was able to keep operations on the straight and narrow for them. They provided training for him and then also for the new management team after he left M&M Tool. We learned how to look at and query the financials of the business to see how we were doing, where improvements could be made and needed to be made. We monitored workflow month to month, too. We have heard some horror stories about moldmakers closing up because equity owners didn’t understand the nature of our industry, and that could have happened to us if it had not been for our general manager and the tool and die maker overseeing things at the time.
M&M Tool recently became part of a strategic tooling business unit and now has two sister companies. How are you working together to serve customers?
Jacobsen: Our sister companies are Forest Tool Inc. in Crandon, Wisconsin, and the other is Rowley Tool & Die in Green Lake, Wisconsin. Forest Tool specializes in custom job shop machining and plastic injection molds. Rowley Tool specializes in progressive press tooling, weld fixtures, assembly machines and special material handling. The objective with these acquisitions was to consolidate our strengths to create a dynamic force in the tooling industry and provide our customers with the capacity for full project management from design to production.
With each of the three companies in proximity, we can assist each other as needed. For example, at Rowley Tool they have a new, Makino V80S five-axis vertical machining center with travels of 59 by 47.24 by 21.65 inches. It is not a trunnion-style machine; the trunnion is in the head, so there are no clearance problems for working on larger workpieces, and we can benefit by having access to that. They have also purchased a new carbon-cutter and a new sinker EDM that are also great for larger jobs we cannot cut here. Rowley also has a certified welder on staff who can do things the other two shops can’t. The alliance also gives us access to end-of-arm tooling design expertise, opening up a new service that we can provide for our customers. It's a collaboration. Each shop has certain strengths. Each shop has certain weaknesses or challenges, and with the three shops working together, those issues tend to get resolved.








Related Content

What You Need to Know About Hot Runner Systems and How to Optimize Their Performance
How to make the most out of the hot runner design, function and performance.
Read More
How to Overcome Complex Mold Texturing Problems
Key benefits when considering laser technology for mold texturing and repair.
Read More
Line Width vs. Depth Ratio in Laser Engraving
A laser does not produce 90-degree sidewalls. It requires a certain amount of draft in order to produce the required pattern.
Read More
Four Micro Tooling Considerations
Issues involving gating, ejection, mold splits and direction of pull are of special concern when it comes to micro tooling.
Read MoreRead Next

How to Use Continuing Education to Remain Competitive in Moldmaking
Continued training helps moldmakers make tooling decisions and properly use the latest cutting tool to efficiently machine high-quality molds.
Read More
Reasons to Use Fiber Lasers for Mold Cleaning
Fiber lasers offer a simplicity, speed, control and portability, minimizing mold cleaning risks.
Read More
How to Use Strategic Planning Tools, Data to Manage the Human Side of Business
Q&A with Marion Wells, MMT EAB member and founder of Human Asset Management.
Read More