
Tackling Wear with Vacuum Heat Treating
This heat-treatment process provides critical temperature and wear-resistance properties to certain mold steels.
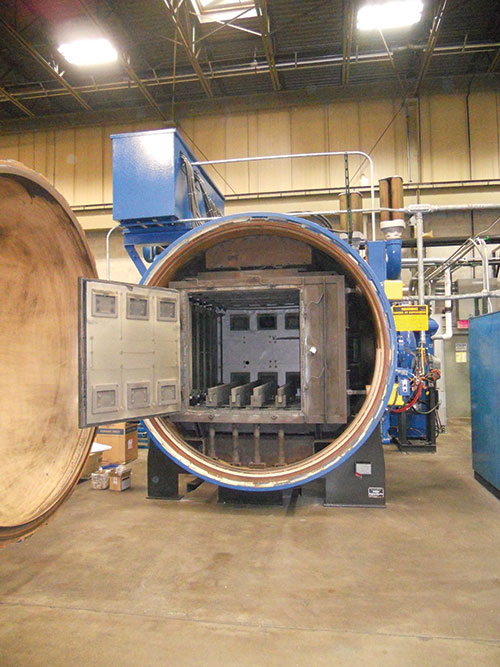
This 10-bar, high-pressure austenitizing furnace features a 36-inch square and 60-inch deep work zone. Its weight capacity is 4,000 pounds. Images courtesy of Schmolz+Bickenbach USA.
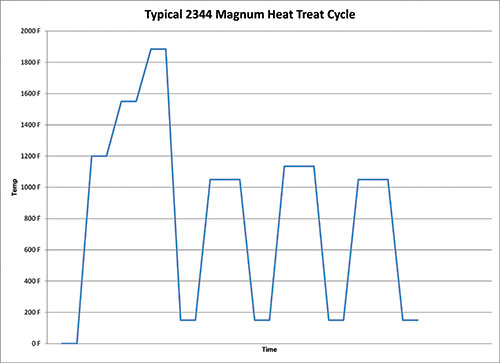
This chart is an example of a typical heat treat cycle using a high-pressure quench and triple tempering.

Hole clusters on the bottom of a mold detail. The marked areas are thin and pose a high risk for cracking during the quench cycle.

A mill cutter breakout during roughing. The sharp edges and burrs will all need to be removed before the heat-treat process can begin.


In the automotive industry, there is a trend toward using more under-the-hood components produced from high-nylon, high-glass-filled materials. These materials are highly abrasive and must be molded at higher temperatures, sometimes in excess of 600°F. This creates excessive wear issues for tooling made from P20-type steel grades.
In applications like these that require tooling with additional wear resistance, a suitable alternative to consider is premium grade H13 steel, which can be used at higher hardness levels and possesses excellent wear characteristics at elevated temperatures. However, to achieve these properties, heat treatment of the material is critical. Vacuum heat treating can achieve that balance of hardness and wear resistance.



The vacuum heat-treatment cycle consists of four steps: 1) preheating, 2) austenitizing, 3) quenching and 4) tempering.
Preheating. This stage involves programmed, slow, uniform heat up (ramping) through a number of preheat steps. This will hold the insert at each set temperature long enough to allow the surface and core temperatures to equalize before heating up to the next set temperature.
Prior to further heating into the austenitizing phase, the mold is held near the material’s critical transformation temperature to reduce thermal gradients and minimize the risk of mold distortion or cracking. This is especially beneficial when sections of the mold are different sizes and thinner wall areas could transform before other, thicker sections reach the set temperature.
Austenitizing. The purpose of austenitizing, also known as hardening, is to allow the alloyed carbide particles to dissolve into the steel matrix. The appropriate austenitizing temperature depends primarily on the steel type and the specific properties required for the application.
Different types of carbides dissolve at different rates that are a function of time and temperature. Hold times are initiated once the mold core has reached a particular temperature. These hold times can depend on the temperatures used, steel composition, load size and furnace operator experience.
Quenching. After soaking, the steel is rapidly cooled (quenched) to obtain a desired martensitic micro-structure. During this quenching, high-pressure nitrogen (5-12 bar or 60-160 psi) is introduced into the oven chamber. At the same time, the circulation blower aggressively circulates the gas through the furnace and heat exchanger to achieve the desired quench rate.
The goal of quenching is to reduce carbide precipitation as much as possible, optimize the martensitic micro-structure and maximize hardness. This requires experienced furnace operators who know how the load distribution can affect the gas flow patterns and how quickly the load will cool. For premium H13, a quench rate higher than 50°F per minute will achieve the desired micro-structure and maximize the material’s impact strength.
Tempering. The resulting as-quenched martensitic structure is now in a highly stressed condition and extremely brittle, therefore, the steel should be tempered immediately. Tempering relieves the stress on the brittle martensite and reduces the amount of retained austenite. It consists of reheating the hardened steel at a temperature below the steel’s critical transformation temperature. A good rule of thumb is to soak for one hour per inch of cross section after the entire tool has reached the set temperature. After the proper soak, the material should be allowed to cool to room temperature prior to the next tempering cycle. Premium H13 requires double tempering, but triple tempering is recommended to ensure that any retained austenite transformed to fresh martensite is effectively tempered.
Preparation Pointers
When using premium H13 inserts in a mold, it is extremely important to consult with your heat-treatment source before rough-cutting the inserts. The extreme quench rates that will be used during the heat-treat process will cause higher than normal rates of distortion, including twisting and growth. Extra grind stock must be left to compensate; the exact amount will depend on the size and complexity of the insert. The heat-treater should be able to advise you after he has reviewed the design.
In addition, stress risers must be removed, hole clusters that create thin bridges must be avoided, and cutter paths that create thin cross sections or knife edges must be eliminated. Inside radii should never be smaller than 0.250 inch. All water lines also should be ball-milled to remove the drill point, and any that intersect need to intersect as true as possible. Mismatched cross drills leave a sharp stress riser inside the water line that cannot be checked for cracks after heat treating. Again, a consultation with the heat-treater is
recommended.
Qualified vacuum heat-treatment providers bear some responsibility for ensuring successful processing of the material as well. This starts with a thorough inspection prior to heat treatment to assess any high-risk areas. If any stress risers are found, the mold builder should be contacted to discuss how these areas can be eliminated or managed during the heat-treat process.
Proper setup procedures are essential in controlling distortion during the heat-treat process. Years of trial and error by material suppliers have proved that proper setup in the furnace can help reduce this distortion. For instance, the use of graphite plates and filler blocks for sub-insert pockets can help to offset areas that
are prone to it.
Mold inserts made of premium H13 steel require heat treating using an aggressive cycle that includes a high-pressure quench to obtain the best properties in the steel. This cycle will produce a good, tempered martensite micro-structure and maximize impact toughness in the premium H13. However, this method of heat treating will produce higher than normal distortion and cracking if proper precautions are not taken. Mold builders should consider an experienced vacuum heat treatment source.







Read Next

How to Use Strategic Planning Tools, Data to Manage the Human Side of Business
Q&A with Marion Wells, MMT EAB member and founder of Human Asset Management.
Read More
Overcoming Pain Points in Moldmaking with AI
Shops that embrace AI as a tool, not a threat, can enhance efficiency, preserve expertise, and attract tech-savvy talent.
Read More