
Increase Mold Protection, Decrease Cycle Times
How to achieve optimal cycle times with the right plating option and the role of early involvement between molder/OEM.
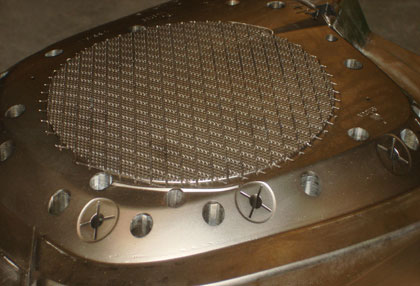
Intricate details like those shown in this mold photo tend to cause parts to stick, inhibiting efficient, quality production. The application of appropriate release coatings will prevent sticking and enhance production, including decreasing cycle times.
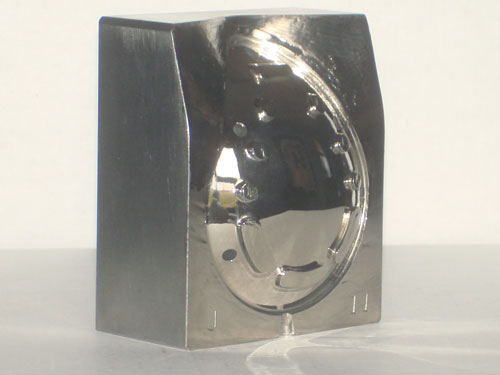
Highly polished mold surfaces may also create release problems due to a vacuum effect created between the molded part and the core. A release coating can minimize or eliminate such issues.



Every molder and OEM has the same goal: to optimize production of quality parts and get their products to market on time. There are several strategies out there that will help to accomplish this goal, and many times the molder or OEM looks to his or her mold builder to lay the foundation for a successful project by knowing what is required throughout the mold building process and anticipating what is expected once that mold is built.
Similarly, the mold builder must take the same tack and look to his or her vendors to deliver what is needed on time and on the mark—there is no room for mistakes or long delays. The customer’s expectations behoove the mold builder to think 10 steps ahead on a project and offer viable solutions.



What’s the answer? Find a skilled, knowledgeable mold plating vendor who can help you not only increase protection for your customer’s most valuable asset, the mold, but who can also suggest ways in which a coating can decrease cycle times.
Peak Performance
Many shops have realized the advantages of using nickel-PTFE and nickel-boron-nitride coatings—including increased hardness and better release. For some, the enhanced lubricity also helped to significantly reduce cycle times.
Chris Hansen, who is a process engineer at Brandt Industries in Palatine, IL, relates the details of one such case: “Of a four-mold project we were awarded, we’ve built two molds that are manufacturing a product from blow molding grade polyethylene. Our biggest issue was that we had to run Saturdays and Sundays, 24 hours, to meet our customer’s high-volume needs.”
In addition to the extra hours, they were also encountering problems with sticking. Hansen explains, “No matter how deep the undercuts were on the B side, the part did not want to release from the A-side, and we couldn’t go any deeper on the undercuts. Rick Brandt, who owns our company, was not happy about any of this and we needed to find a solution.”
So they had a meeting to discuss how to run faster. Hansen say, “Because I’d had a lot of experience and success with mold coatings at a previous employer’s shop, I brought up the idea of using plating and Rick said ‘I’m tired of you talking about it. Let’s try it’.
“So we had the first mold plated with the nickel boron nitride,” he continues. “We set up the mold in the machine and the coating made the start-up so much easier. That blow molding grade PE is like concrete to melt. It was taking us an hour to start the machine and now it only takes about 10 minutes. We had no more sticking and right off the bat we cut 5 seconds off the cycle time. After the mold reached ambient temp, we were able to cut another two seconds off the cycle for a more than 25-percent improvement. After plating the second mold, we cut about 8 seconds off that cycle time for a 35-percent cycle time savings.”
These significant improvements in cycle times enabled Brandt Industries to stop running the molds on the weekends and still meet its customer’s volume requirements.
Planning and Preparation
Employing the most effective mold plating material begins with appropriate planning and preparation. Early involvement of one’s vendors is critical. Some of the most proactive mold shops have preferred vendor lists and spec books. Within those pages the polishing and plating vendor should be included—and consulted with before that first cavity is machined. With proper documentation about the mold, an effective surface treatment can be put into play with excellent results.
Masking is a key element when plating, and it takes time and is very detailed. It’s an integral part of the success of plating and is also a key step that, when done correctly, makes it possible for the moldmaker to assemble the job with the least amount of secondary work.
Bead blasting is also part of the preparation, and is used to clean the mold’s surface in order to maximize the adhesion of whatever plating process will follow. Highly polished finishes have to be protected during the bead blasting preparation process and also prepared by an experienced polisher prior to plating. These steps are not only important but they save time and money over the course of the plating process.
Additional Strategies
Shops also use different materials like beryllium copper for temperature control and reduced cycle times and production enhancement. It is often asked how a coating would affect the thermal conductivity of a tool. Coatings like nickel-PTFE and nickel boron nitride will not affect thermal conductivity, but will only enhance the protection and release properties of the tool, which in turn can result in reduced cycle times. Talk with your chosen plating vendor up front about every project, including the materials being molded, performance expectations, etc., to ensure the best production outcomes.







Related Content

How to Overcome Complex Mold Texturing Problems
Key benefits when considering laser technology for mold texturing and repair.
Read More
2024 Moldmaking Insights: A Year in Review Part 1
A look back at the top moldmaking trends of 2024, as revealed through MMT's analytics. This review highlights the most popular technical articles, case studies, tips and best practices that captured the industry's attention over the past year.
Read More
How to Clean and Maintain Molds With Intricate Conformal Cooling Channels
A water-based, eco-friendly plastic mold cleaning system helps Rankine-Hinman Manufacturing restore flow rates and avoid big-ticket failures on complex and costly molds.
Read More
How to Achieve the Best Mold Finish
A look at factors that impact the polishability of tool steels and recommendations for obtaining a high-gloss finish.
Read MoreRead Next

Surface Finish: Understanding Mold Surface Lingo
The correlation between the units of measure used to define mold surfaces is a commonly raised question. This article will lay these units of measure side by side in a conversion format so that companies can confidently understand with what they are dealing.
Read More
Your Guide to Smarter, Faster Mold Design
Dive into expert-curated content delivering proven solutions for mold optimization, manufacturability and precision performance.
Read More
How to Use Strategic Planning Tools, Data to Manage the Human Side of Business
Q&A with Marion Wells, MMT EAB member and founder of Human Asset Management.
Read More