
Apply Your Moldmaking Know-How to Aerospace Work
If you are looking to diversify the jobs you machine and venture into the aerospace market many of the toolpaths and cutting techniques can be used with some modifications.
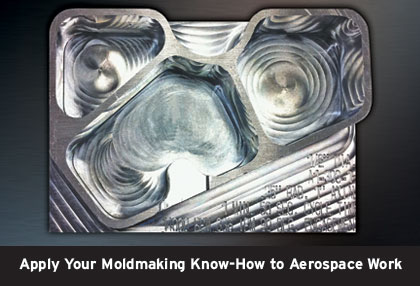
FIGURE 2: Aluminum part 6” x 4” and 1” deep machined at 14,000 rpm, 336 ipm in 1 minute 50 seconds.

FIGURE 1: Tool with mirror edge that eliminates chatter and vibration by making the part and tool vibrate in unison.

FIGURE 3: Thin wall aluminum part with .008” thick, free standing wall 2” tall with no chatter.



Newer toolpaths for hardened material are being used in aerospace machining. For example, trochoidal toolpaths are now utilized for aluminum, titanium and nickel alloys. Cutting tool geometries now take full advantage of these new toolpaths.
One way to capitalize on the new toolpaths and reduced cycle times is to eliminate the vibration (chatter) that commonly occurs in aluminum parts. Mirror edge geometry on an end mill makes the vibration of the part match the vibration of the tool; therefore, eliminating chatter and vibration (see Figure 1).
Typically you can machine aluminum parts with mirror edge geometry at a depth two times the tool diameter in one pass. For example, you can machine 1” deep per pass with a ½” tool without any vibration or chatter. Common radial step-overs are about 50 percent of the tool diameter per pass. The example part 6”x 4” and 1” deep was machined in just 1minute 50 seconds using geometry that took advantage of newer tool paths (see Figure 2).
Another common application in the aerospace market is thin wall machining. Mirror edge geometry is even more critical in thin wall parts due to the tendency of thin parts vibrating. Thin wall parts require the use of tools with short cutting lengths and reduced diameter necks to reach the depth needed (see Figure 3). Toolpaths for thin wall parts are similar to that of die/mold components except you rough and finish the entire part at every Z-level.
For example, if the part has two pockets, rough pocket 1 and finish pocket 1, then rough and finish pocket 2 until the whole part is finished at each Z-depth. Also leave about .100” of material on the walls for your finish pass (see Figure 4). By utilizing this technique, the thin walls will not push out of the way in front of the cutter and it is possible to machine very thin parts (see Figure 5).
These are just a couple of the applications in aerospace that demonstrate the common ground between the moldmaking and aerospace industries.
Related Content
-
How to Use Continuing Education to Remain Competitive in Moldmaking
Continued training helps moldmakers make tooling decisions and properly use the latest cutting tool to efficiently machine high-quality molds.
-
Precision Meets Innovation at IMTS 2024
After attending IMTS, it's clear that the integration of advanced technologies is ready to enhance precision, efficiency and automation in mold manufacturing processes. It’s a massive event, so here’s a glimpse of what the MMT team experienced firsthand.
-
How to Overcome Deep-Hole Drilling Obstacles in Mold Machining
Keep up with the newest tooling innovations to overcome holemaking and finishing challenges.








