
The Benefits of a 4+1 Machining Process
The benefits of 4+1 machining can better the results of 5-axis machining: overall cutter life, cutting time and surface finish are improved.




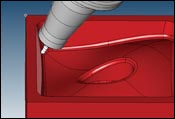
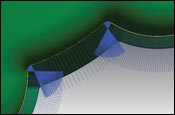
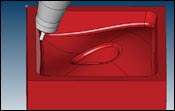
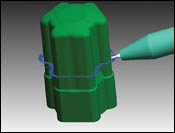
Example shows surface-independent process with better machining characteristics. A. geometry overview. B. surface-dependent cutter orientations. C. surface-independent cutter orientations. Figures courtesy of OPEN MIND Technologies USA, Inc.
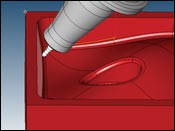
Collision is avoided with table axis or pivot axis override. A. solution with collision avoidance turned off (holder interferes with part). B. solution with A/B axis avoidance (cutter/holder avoids wall by tilting down). C. solution with C-axis avoidance (cutter/holder stays higher and spins away from collision).
4+1 machining results in shorter time than multiple 3+2 operations.
Much has been written about the benefits of 5-axis machining in recent years. The intention of such information is to educate readers of actual and potential process gains. Though not easy to measure, the author and many partners in related industries believe that the American market is under-utilizing 5-axis technologies relative to manufacturers in Europe and Japan. While not appropriate in all cases, the general benefits of 5-axis machining (reduced setups, shorter tooling, improved quality, faster throughput, lower risk and the ability to enable more complex design geometries) can be revealed in many cases.
The referenced January 2008 MoldMaking Technology article “Maximizing Machine Tool Potential with CAM Software” touched on various connections of CAM software and related processes to increase the performance of high-end milling, including 4+1 machining.



“In many mold and die applications, users can get the tooling and setup benefits of multi-axis machining by seeking solutions with a locked pivot axis and active use of the rotary axis. This process is called 4+1 machining. In addition to facilitating improved dynamics, this process also takes advantage of the typically higher performing rotary (C) axis on a machine tool.
Mold components often have features with small radii that produce corners and edges on finished components. Historically, these features have been made with an additional EDM process operation. With five-axis machine tool technology, these features are often machined today. Small cutter diameters required to produce these features may be ineffective with long cutter stick-out lengths. The machining performance improves for small cutter diameters that have short cutter lengths with tapered thick shafts. A five-axis machine is generally used to accommodate thick-shaft tooling requirements.”
| Table 1 | ||
| Table Axis Max. Speed | Pivot Axis Max. Speed |
|
| Machine A | 65 rpm | 25 rpm |
| Machine B | 110 rpm | 40 rpm |
| Machine C | 210 rpm | 140 rpm |
| Machine D | 50 rpm | 30 rpm |
| Table and pivot axis specifications of sample machine tools. | ||
| Table courtesy of OPEN MIND Technologies USA, Inc. | ||
4+1 machining is a simplification on 5-axis machining that is not often detailed as its own process. Often, there are benefits with 4+1 machining that can further improve the results of 5-axis machining. 4+1 machining uses a 5-axis machine and has programs that hold one of the rotary axes fixed, thereby utilizing dynamic movements with the three translational axes and one of the rotary axes.
Though there are many machine tool kinematic styles, generally one of the rotary axes has unlimited motion, and the other axis has a restricted axis range. For the sake of nomenclature, we will call the unlimited axis the table axis and the other rotary axis the pivot axis. We will use these names independent of whether the part or the cutter is attached to the axis.
It is interesting to note that most machine tools have different performance characteristics for the table and pivot axes. Table 1lists maximum rotary axis speeds for milling machines of different design styles and different sizes using data from published brochures. The key point from this table is not the actual values, but the fact that the table axis most often has higher speed potential than the pivot axis. The 4+1 machining process will take advantage of this fact by dynamically moving the table axis and using the pivot axis to pre-position the workpiece.
4+1 machining often uses a cutter orientation approach called surface-independent machining. This is compared to surface-dependent machining where the cutter orientation is derived directly from the surface normal (plus lead/lag and tilt override angles). With only a surface-dependent process, 4+1 machining would be limited to a restricted set of cylindrical part geometries.
In contrast, surface-independent machining uses a reference coordinate system (and ultimately the machine tool coordinate system) as a basis for tool orientation calculations. As a result, 4+1 does not always maintain a constant angle of the cutter to the workpiece. But the overriding benefits are the increased stiffness of the machine tool structure with the fixed and sometimes clamped pivot axis, and the ability to minimize table axis accelerations and decelerations that are common with surface-dependent machining. Therefore, the overall results of cutter life, cutting time and surface finish are improved with 4+1 machining.
Also consider Figures 1a,b,c with fairly simple core geometry. In this case, a surface-dependent machining approach would lead to many reversals in the table axis as shown by the blue vectors. Surface-independent machining is clearly a beneficial process in this case.
A common concern for end-users as they consider 5-axis machining approaches is the complexity of programming. The proposed 4+1 machining process has to be flexible enough to be applied in many simple and complex shapes without requiring a large burden on the programmer. The specification should be as simple as specifying a fixed angle for the pivot axis. The software could then start to compute cutter locations at the specified angle values.
The programming specification should be no more complex when there are other features in the part, cutter assembly or machine tool elements that can cause interferences. The ability to identify and react to interference situations ultimately is determined by both the programming interface and the calculation technique within. In potentially interfering situations, the programming burden could dramatically increase to find the correct input angles to avoid interferences. In fact, there may not be one input angle for many geometrical situations to produce machining instructions for the entire surface (area) without interference. If the programmer would have to manually identify a series of sub-operations each with a unique pivot angle, the added programming labor, simulation effort, test machining and potential scrapped parts would dramatically reduce the return on the organization’s multi-axis capital investments. Manual post-programming editing processes are laborious and do not fit into a traceable and repeatable work process.
Alternatively, a system that has dynamic collision avoidance can keep the programming process straightforward by requiring the programmer only get a close approximation to a desired solution. By activating a collision avoidance mechanism and providing an acceptable deviation range when collisions are identified (only one added input parameter), the system then seeks standard 4+1 machining solutions, as well as other viable solutions within the specified range.
During point-milling operations (single contact of the cutter and the workpiece), there may actually be an unlimited number of alternative solutions during the collision avoidance process. The only mandatory condition is that the cutter is not placed into an interfering location. The CAM software also can be given a preferred direction for the override angle—whether biasing the table axis or pivot axis. This decision can be based on part geometry, machine tool geometric constraints or machine tool performance characteristics.
Collision avoidance using the pivot axis would leave the strict definition of 4+1 machining and produce dynamic 5-axis motion. But this result provides an extremely practical solution to utilize 4+1 as the predominant machining mode, with 5-axis applied by the software automatically in challenging areas that would have otherwise created extra programming effort in an attempt to find the perfect value or many perfect values.
Figures 2a,b,c show a cutter colliding without collision detection, followed by avoidance by biasing the pivot axis and then by the table axis.
4+1 machining also has a positive impact on machine control and post-processing. Much effort is put into CNC controller development to get desirable results not only for commanded machining instruction positions, but also for the path selected by the controller between commanded positions.
Technology that is generically labeled tool center point management is quite successful at determining desired toolpaths given a list of calculated commanded positions. Specifying four dynamic axes simplifies the processing within the control. Generating a toolpath with four dynamic axes also produces an improved surface finish, in part because fewer masses on the machine are moving simultaneously. While 5-axis solutions often make very precise parts and fine surface finish, it is still the case that a 3-axis result (when appropriately applied) will achieve higher positional accuracy and surface finish. 4+1 machining provides a middle-ground in this spectrum between 3-axis and full 5-axis processes.
Case Study 1
The roughing cycle time for a 900-mm diameter feed-water pump was reduced by 35 percent when using 4+1 machining approaches as compared to full 5-axis. By locking and clamping the pivot axis, the machine structure became much stiffer, which then improved the cutter performance (both increased feed-rate and life).
Case Study 2
4+1 machining is used to allow a shorter cutter than possible with a 3-axis approach in this core situation. Since the computational system also can check the toolholder, a short cutter can confidently be used with the collision avoidance override as a safety mechanism.
The 4+1 machining approach also provides one uniform toolpath for the entire surface and thereby avoids surface mismatches that would occur if a process utilized multiple 3+2 programs, or multiple 4+1 programs with different input parameters. Further, the uniform toolpath avoids unnecessary air motion (insert/retract). In an actual customer part (similar to the one shown in Figure 3, page 43), finish operation cycle times were reduced by 50 percent compared to a previous method used by the customer with multiple 3+2 operations.
Summary
A CAM software system should enable processes that are easy for the programmer and also work well on the shop floor. 4+1 machining is a fundamental approach with more impact than just a simplification on 5-axis machining.
















Related Content


3D Printing Enables Better Coolant Delivery in Milling Operations
Just like 3D printing enabled conformal cooling channels in molds, additive manufacturing is now being used to optimize coolant delivery in cutting tools.
Read More
The In's and Out's of Ballbar Calibration
This machine tool diagnostic device allows the detection of errors noticeable only while machine tools are in motion.
Read More
Leading Mold Manufacturers Share Best Practices for Improving Efficiency
Precise Tooling Solutions, X-Cell Tool and Mold, M&M Tool and Mold, Ameritech Die & Mold, and Cavalier Tool & Manufacturing, sit down for a fast-paced Q&A focused on strategies for improving efficiencies across their operations.
Read MoreRead Next

Maximizing Machine Tool Potential with CAM Software
Identifying specific items where CAM software can take advantage of machine capabilities to the benefit of the user and maximize exploitation of milling machine potential.
Read More
How to Use Continuing Education to Remain Competitive in Moldmaking
Continued training helps moldmakers make tooling decisions and properly use the latest cutting tool to efficiently machine high-quality molds.
Read More
Reasons to Use Fiber Lasers for Mold Cleaning
Fiber lasers offer a simplicity, speed, control and portability, minimizing mold cleaning risks.
Read More