
Larger VMCs Allow Small Shop to Go Bigger
Two Kitamura machines immediately gave this Michigan shop the ability to win jobs that were previously too large to even bid on.

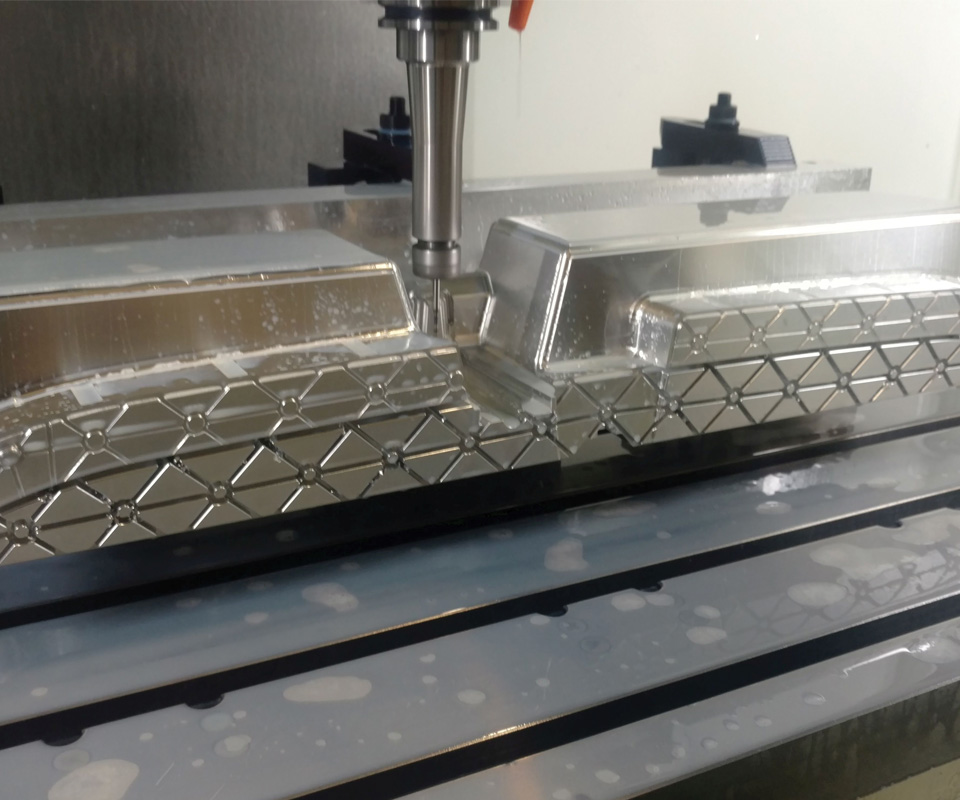
Innovated Machining Solutions invested in one, then another, Kitamura Mycenter-4XiD vertical machining center to take on more, larger work machining mainly aluminum prototype molds for mold-manufacturer customers serving the automotive industry. Here, the 4XiD’s plus-size spindle is shown sharpening details on a large lifter for an automotive air duct mold. Images courtesy of Innovated Machining Solutions.
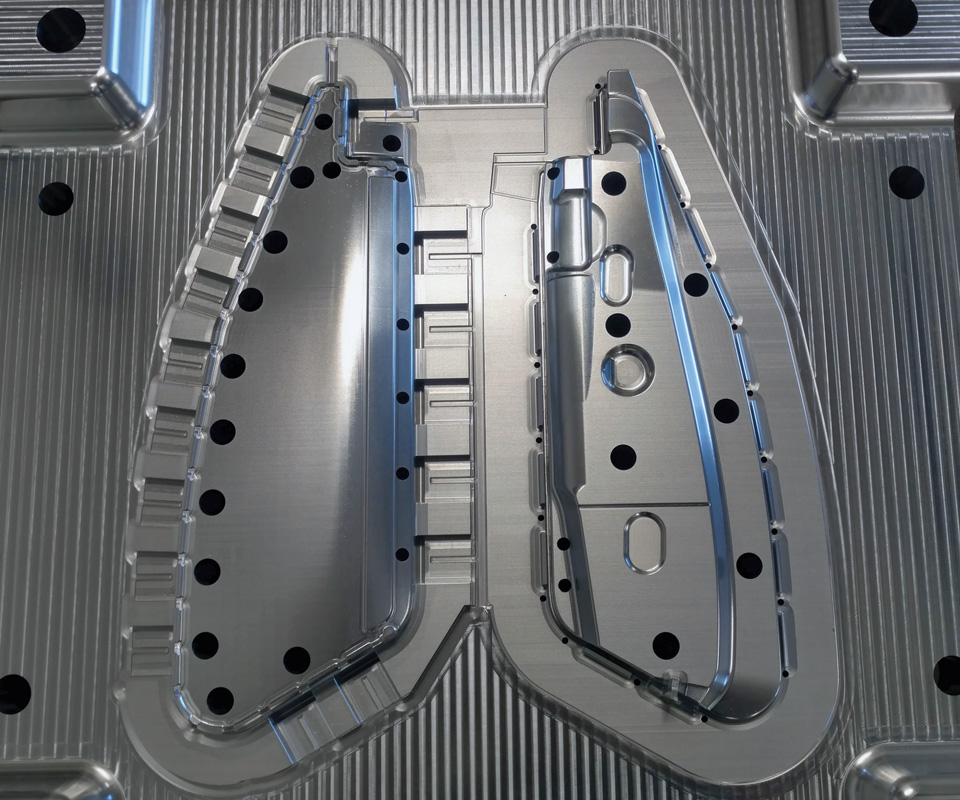
The Kitamura 4XiD’s Arumatik-JR controller and 675 look-ahead allowed this core side of an aluminum prototype for an airbag cover that goes under a car’s steering wheel to be machined in just three days, including unattended machining. This same job would have taken several weeks on the company’s smaller CNC machine.



See the Kitamura Mycenter-4XiD vertical machining center as it machines a blow mold insert using a 52-mm cutter at 11,000 rpm, and then watch it easily plow through 304 stainless.
Innovated Machining Solutions LLC in Port Huron, Michigan, has seen a steady stream of work since opening its doors in May 2016, and owner Joe Batz credits much of this success to the capabilities he’s gained by purchasing two Kitamura Mycenter-4XiD vertical machining centers.
The company does mainly overflow contract work for local mold manufacturers needing assistance with machining automotive prototypes and fixtures for secondary equipment such as pneumatic air machines that assemble clips onto molded parts. About 90 percent of the jobs are machined in aluminum with the balance cut in P20 tool steel, MoldMax and stainless.



The Kitamura machines immediately gave the company the ability to win jobs that were previously too large to even bid on, Batz says. He started the company with one modest-sized three-axis VMC with a 20-station toolchanger and 30-taper spindle that could run to 15,000 rpm. It performed well, Batz explains, especially on aluminum, but it wasn’t enough if he was going to be able to compete with other shops in the Metro Detroit area. “I was getting by with a few core customers, but I was also passing up a lot of work due to table size,” he says. The VMC’s 14-by-30-inch table limited him to machining small, basic components for molds, including lifters, slides, inserts and some plate work.
The larger Kitamura Mycenter-4XiD’s 19.7-by-44.1-inch table with XYZ travels of 40.2 by 20.1 by 20.1 inches made it possible for Batz to win jobs for bigger workpieces. “It was the game-changer,” he says. “I was cutting mold cores and cavities in a matter of a couple of days, with lights-out machining.”
Within a few weeks, Batz purchased a second Kitamura 4XiD to keep up with the burgeoning workload and had both in full machining mode within a week of its delivery. “Before I knew it, my customer base grew from three or four companies to eight, and the variety of work coming in increased to include much larger core and cavity work,” he says.
Kitamuras have reputation for being very fast, due in part to the manufacturer’s pioneering boxway design, Batz says, and the 4XiD’s Arumatik-JR computer numeric control offers processing speeds as much as 16 times faster than conventional controls on the market, enabling his company to complete work in about a third of the time it took before. For example, a small slide or lifter job that would have taken eight hours to complete on his older machine, can be completed in about two hours on the 4XiD with that CNC. “Compared to other, more popular brands of controllers I’ve used, Kitamura’s control also is very user-friendly and runs through the lines with ease,” he says.
The Kitamura’s 675-block look-ahead also has helped Batz to run faster, because it anticipates when any sharp changes in cutting direction are coming from the Work NC CAM program. Look-ahead allows the control to read blocks of programming data before they are ready to be executed, in this case, 675 blocks ahead. “That’s more than enough steps to help me avoid having to slow down the process when machining more intricate contours, like sharp corners and other complex details,” Batz says. “I can achieve the machine’s 1,417-ipm feed rate and spindle speeds of 12,000 rpm because the machine will never catch up to that program block.”
He says the 4XiD’s larger work envelope and the control’s look-ahead feature allows him to also run longer jobs unattended, practically doubling his production capabilities. Even with smaller jobs, the time savings is significant, he adds.
The 4XiD features a 40-taper, dual-contact, belt-driven spindle that he says cuts through stainless steel like a more heavy-duty 50 taper, even with smaller cutters. Batz says he has cut 1-inch-thick pieces of 304 stainless mold plate measuring 12 by 4 inches down to ¼-inch thick in one pass using a ¾-inch cutter. Using a 30 percent stepover of that cutter’s diameter on the 40-taper spindle, the machine’s load meter only registered about 10 percent, a testimony to the Kitamura’s power and rigidity, he says. “We were amazed at how fast the cutter worked and that the machine wasn’t jumping across the floor. I have also cut pieces of stainless setting the stepover at 75 percent of the cutter’s diameter, and still the load meter only registered about 10 percent,” he says. “This machine can cut anything that will fit on its table.”
Economizing on Time and Money
Other features of the VMCs have proved economical for Innovated Machining as well. Batz says the older machine’s air-oil spindle required a constant stream of compressed air from a very noisy air compressor to run. The 4XiDs require minimal compressed air, so the compressor barely runs at all now, and he says his monthly electric bill has decreased from about $700 to $400.
Although most other machines of similar size only offer 20- to 25-tool magazines, this machine features a 40-station toolchanger, which gives Batz more time to focus on programming and machining instead of unloading and reloading cutting tools. “I never have to take the 20 or so tools that I use every day out of the carousel,” he says. “They are organized in the toolchanger based on type and size for my regular 3D-machining jobs. When I have a custom job or 2D machining work, I can load my special cutters into the carousel without displacing the core group of cutting tools.” He says having a larger toolchanger also helps speed programming, because he knows which cutting tool is in which pot on the carousel, plus a well-ordered carousel allows him to easily run both machines by himself.
Batz says the Kitamuras’ scraper-type chip conveyor has also helped with his need to economize on time, costs and his sanity. “It’s a little thing, but to me it’s as important as any other feature on this machine,” he says. With older machines, chips and coolant would typically go collectively into a tank or chip bin, requiring daily maintenance and cleanup and wasting valuable time that could be spent machining, including time to drain the coolant for reuse. The Kitamuras have catch basins designed to direct the coolant back into the machine while conveying the chips separately into a pan. Batz says this is much more efficient, saving him at least 30 minutes each day and money. “A 55-gallon drum of coolant costs me about $1,800, so the Kitamuras also help my bottom line,” he says.
Additionally, Batz says the shop floor is cleaner because the Kitamuras are completely enclosed, which prevents chips from getting into tool pots and slowing the machining program down, or worse, jamming the toolchanger or spindle and causing expensive machining errors or an out-of-spec workpiece.
“Innovated Machining Solutions might be a small company right now, but we’re growing with the help of good equipment,” Batz says. “The Kitamura Mycenter-4XiD VMCs have provided us with the capabilities we needed to take on bigger jobs and complete them with notable speed and precision, not to mention cost savings.”
















Related Content

Precision Welding Services Offer Rapid Turnaround Mold Repair and Reduced Molder Downtime
X-Cell Tool & Mold relies on outsourced, high-quality welding repairs from Lewis-Bawol Welding to ensure its customers' molds are back in production quickly and affordably.
Read More
The In's and Out's of Ballbar Calibration
This machine tool diagnostic device allows the detection of errors noticeable only while machine tools are in motion.
Read More
OEE Monitoring System Addresses Root Cause of Machine Downtime
Unique sensor and patent-pending algorithm of the Amper machine analytics system measures current draw to quickly and inexpensively inform manufacturers which machines are down and why.
Read More
The Trifecta of Competitive Toolmaking
Process, technology and people form the foundations of the business philosophy in place at Eifel Mold & Engineering.
Read MoreRead Next

No Compromises for Large-Mold Machining
Two double-column bridge-type VMCs reduced this operation’s reliance on outside suppliers without requiring trade-offs between power and precision.
Read More
Reasons to Use Fiber Lasers for Mold Cleaning
Fiber lasers offer a simplicity, speed, control and portability, minimizing mold cleaning risks.
Read More
How to Use Strategic Planning Tools, Data to Manage the Human Side of Business
Q&A with Marion Wells, MMT EAB member and founder of Human Asset Management.
Read More