
Cryogenic Machining Eliminates Moldmaking Conundrum
As moldmaking material gets harder and more expensive to cut, suppliers are “caught between a rock and hard metal,” balancing production costs with customer needs. Cryogenic machining with through-tool liquid nitrogen makes production of longer-lasting molds efficient and affordable.
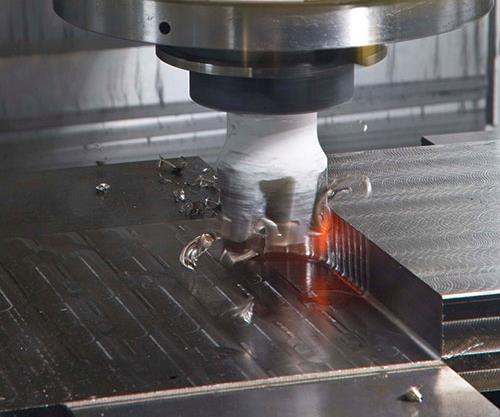
Cryogenic machining technology uses vacuum-jacketed feed lines to deliver small flow rates of liquid nitrogen through the machine, through the spindle (or turret) and through the tool, near the cutting edge. Images courtesy of 5ME.

While traditional flood coolants have temperatures around 70ºF, the liquid nitrogen used in cryogenic machining is at a temperature of -321ºF. This -400ºF advantage allows for increased processing speed and a potential increase in tool life in machining tough-to-machine materials.

In tests, cryogenic machining has been shown to increase overall surface integrity and part quality. Parts made using a cryo system have shown reductions in the white/Alpha layer, residual stress, burr formation and surface distortion.

Cryogenic machining is best-suited for difficult-to-machine materials that typically have long processing times due to the required slow cutting speeds and poor tool life.

Cryogenic machining delivers liquid nitrogen through the tool to cool the cutting edge more efficiently than traditional coolants. The liquid nitrogen evaporates on contact with outside air, leaving the workpiece clean and sterile.



Manufacturers wanting longer-lasting molds made of hard metals and alloys are putting mold suppliers in a difficult position, forcing them to take a hard look at tooling and production costs as they continue to meet customer needs. A more refined approach to cryogenic machining is allowing mold manufacturers to escape the conundrum of high production costs and hard-to-machine materials.
Cryogenic methods, which deliver liquid nitrogen to cool the cutting edge, enable more parts to be cut in the same amount of time with the same machine. Nearly any machine, regardless of brand or type, can be retrofitted with cryo, enabling significant increases in productivity and a shop’s ability to machine hard metals, without having to invest in additional machines.



Customers want reusable molds because they last longer, are more rigid, produce higher-quality parts, and have the ability to create smooth, complex shapes. However, production of these molds requires specialized tooling and skills capable of precise, high-quality metalworking in hard metals and alloys. Controlling heat also is key to getting consistent performance from these high-quality tools when machining these materials. Heat dramatically reduces tool life and is a major cause of tool failure, leading to increased tooling costs and downtime needed to repair or replace tooling.
While traditional flood coolants have temperatures around 70°F, the liquid nitrogen used in cryogenic machining is at a temperature of -321°F. This -400°F advantage allows increased processing speed and a potential increase in tool life by a factor of 30 in some applications. This cooling method also produces an environmentally friendly by-product that is safe to handle and requires less downtime for maintenance, and it eliminates the need to dispose of used coolants.
A More Refined, Less Expensive Approach
Cryogenic machining used to be difficult and costly to implement, as methods focused on spraying the liquid nitrogen at the tool or submerging the workpiece surface in the liquid nitrogen. Spraying the tool required a high flow rate that caused the nitrogen to mostly evaporate before reaching the cutting surface and ultimately reduced its cooling capacity. This drawback of first-generation cryogenic systems made it inherently inefficient, and nearly impossible to implement for larger workpieces.
Advancements in cryogenic machining technology use vacuum-jacketed feed lines to deliver small flow rates of liquid nitrogen (LN2) through the machine, through the spindle (or turret) and through the tool, near its cutting edge. At this point, the LN2 evaporates and cools the cutting edge to -321°F. This refrigerated state allows the tool to be pushed beyond its traditional limitations while still increasing its wear resistance against tough-to-machine alloys. The machine’s control enables programmable LN2 flow rates for each cutting tool type, resulting in an efficient and cost-effective machining solution. The system’s efficiency is in its ability to concentrate the cooling in the body of the cutting insert.
Through-tool cooling provides the most efficient heat transfer and consumes the least amount of liquid nitrogen. Development work related to cryogenic technology to date has focused on turning, milling and boring, in which liquid nitrogen consumption typically has been about 0.1 liters per minute, per cutting edge. Tests of drilling and tapping operations have shown even lower consumption. A through-spindle cryogenic cooling system is suitable for motorized, belt-driven or geared spindles.
Difficult-to-Machine Materials Made Easy
A liquid-nitrogen cooling system can also be combined with minimum quantity lubrication (MQL) to reduce tool friction and adhesion, enabling even higher metal removal rates and longer tool life. Ideal applications for this combination involve aggressive metal removal in the hardest workpiece materials, such as hardened, pre-hardened and stainless steels; aluminum and nickel-based alloys; and nodular or compacted-graphite iron (CGI). In tests, cryogenic machining alone has achieved 60-percent speed increases in milling CGI with carbide, and when coupled with MQL, it has increased speed by a factor of five. These tests focused on metal-removal increases, while tool life continued to equal to what would be achieved with conventional coolants.
Testing has shown that this technology can dramatically improve the lifecycle cost model for machining in hard metals. The increases in efficiency and productivity that can be realized mean shops can keep up with demand without adding machines. And use of traditional coolants also requires plant infrastructure to accommodate pumps, filters and disposal systems, which use more energy and add to costs. Cryogenic machining requires none of these disposal systems, and the workpieces and scraps are clean, so cleanup and recycling is easier as well.
Cost-wise, cryogenic machining becomes even more competitive when environmental benefits are considered. Cryo is a “green machining” process. The super-cooled liquid nitrogen is a safe, breathable, non-greenhouse and nonflammable gas that evaporates on the tool’s cutting edge. Mist collection and filtration are not required, and there are no wet chips, contaminated workpieces or coolant disposal costs.
Better Parts, Happier Customers
Cryogenic machining test results have shown that overall surface integrity and part quality are also improved. Parts made using a cryo system have shown reductions of the white/Alpha layer, residual stress, burr formation and surface distortion. Cryogenic machining can produce a smoother, more reliable finish than traditional cooling methods, as it leaves behind very little residue. The liquid nitrogen evaporates on contact with outside air, leaving the workpiece clean and sterile. Cryo test cuts made in Inconel 625 showed a five-time improvement on surface finish and a 30-percent increase in cutting speeds, with twice the tool life. Tests conducted on modified 4340 steel showed a 50-percent reduction in the white/Alpha layer versus a traditional coolant system, and it produced a 60-percent increase in cutting parameters with equivalent tool life.
The ability to provide quicker turnaround on high-quality parts made of hard-to-machine materials is the primary advantage of cryogenic machining in terms of satisfying customer demands. But, when you consider the business advantages of lower tool costs, and elimination or reduction of coolants and coolant systems, as well as the environmental benefits, cryogenic machining looks “cool” to everyone.












Related Content

How to Eliminate Chatter
Here are techniques commonly used to combat chatter and guidelines to establish a foundation for optimizing the moldmaking process.
Read More
OEE Monitoring System Addresses Root Cause of Machine Downtime
Unique sensor and patent-pending algorithm of the Amper machine analytics system measures current draw to quickly and inexpensively inform manufacturers which machines are down and why.
Read More
Predictive Manufacturing Moves Mold Builder into Advanced Medical Component Manufacturing
From a hot rod hobby, medical molds and shop performance to technology extremes, key relationships and a growth strategy, it’s obvious details matter at Eden Tool.
Read More
The Trifecta of Competitive Toolmaking
Process, technology and people form the foundations of the business philosophy in place at Eifel Mold & Engineering.
Read MoreRead Next

Reasons to Use Fiber Lasers for Mold Cleaning
Fiber lasers offer a simplicity, speed, control and portability, minimizing mold cleaning risks.
Read More
Are You a Moldmaker Considering 3D Printing? Consider the 3D Printing Workshop at NPE2024
Presentations will cover 3D printing for mold tooling, material innovation, product development, bridge production and full-scale, high-volume additive manufacturing.
Read More
How to Use Strategic Planning Tools, Data to Manage the Human Side of Business
Q&A with Marion Wells, MMT EAB member and founder of Human Asset Management.
Read More