
A Deep Clean
With the right detergent formulation and concentration, cycle time, operating temperature, and equipment, ultrasonic cleaning offers a bottom-line-friendly option for mold cleaning.
Ultrasonic cleaning involves millions of microscopic scrubbing bubbles created by ultrasonic waves in the cleaning bath, which penetrate intricate mold component areas and water lines. Images courtesy of Blue Wave Ultrasonics.
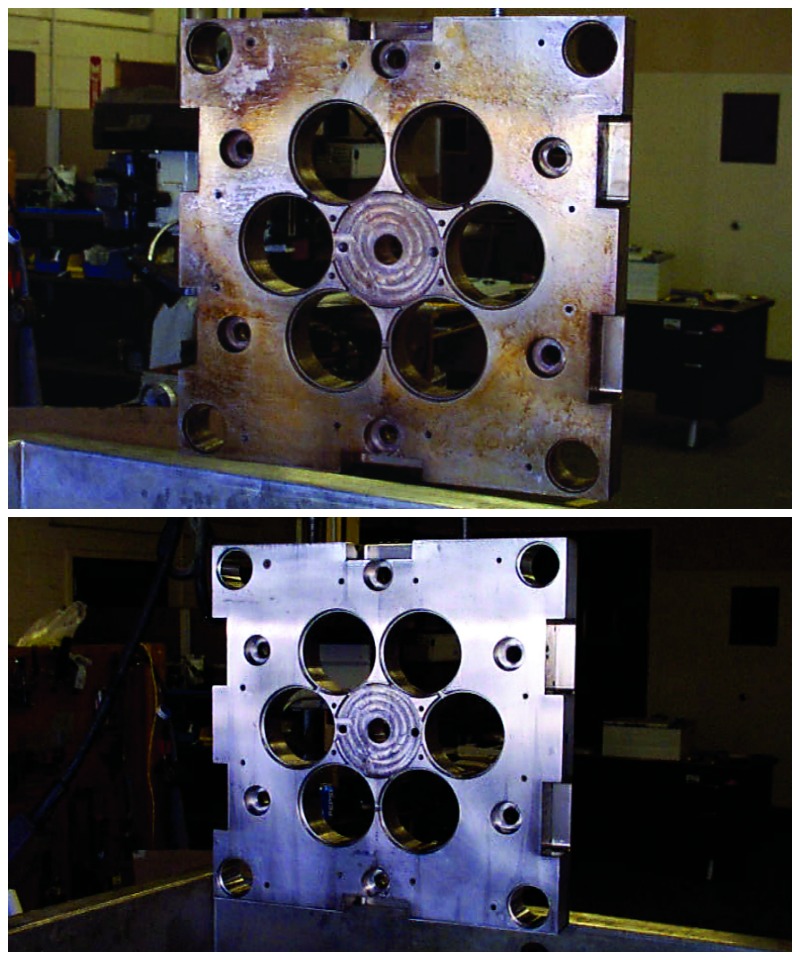
Here is a before (top) and after (bottom) look at a mold ultrasonically cleaned. Ultrasonic cleaning equipment can withstand the higher operating temperatures, longer cycle times and more aggressive detergents required to successfully clean injection molds.
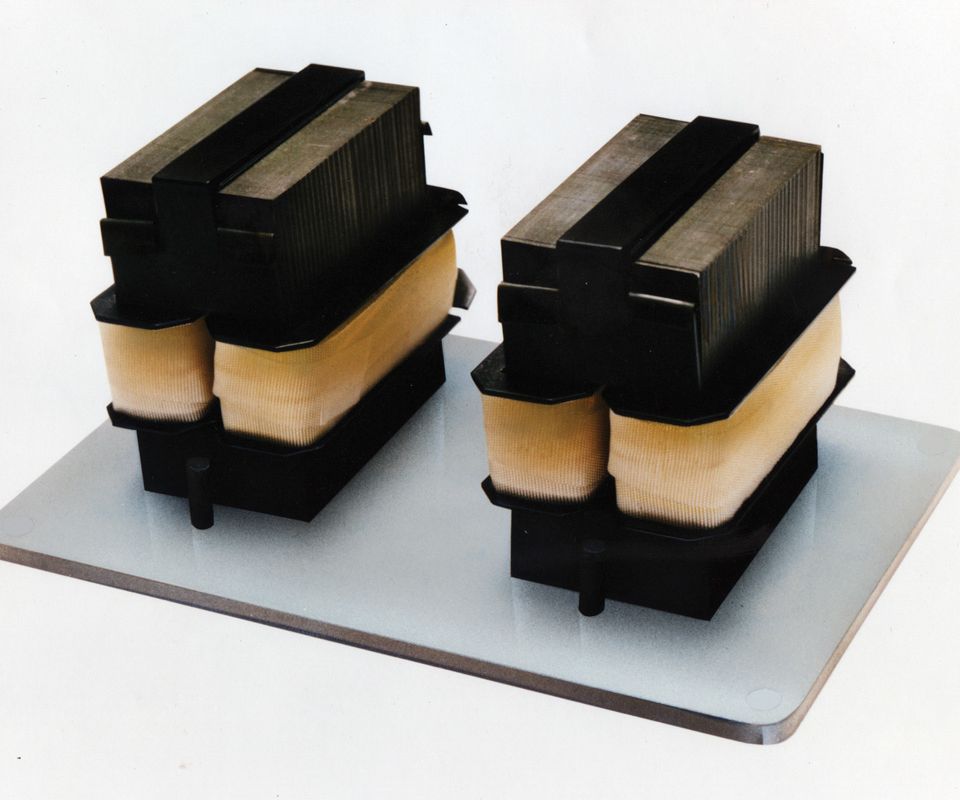
Magnetostrictive transducers are heavy-duty drivers constructed of pure nickel and silver brazed onto the radiating diaphragm on the bottom or sides of the tank.

Piezoelectric transducers are ceramic and found on most smaller tabletop and commercial ultrasonic cleaners.



One effective way to deep clean an injection mold is the correct ultrasonic cleaning process. Ultrasonic waves in a cleaning bath create millions of microscopic “scrubbing” bubbles, called cavitation. These imploding bubbles (like the one shown here) are able to penetrate not only the most intricate areas of mold components immersed in the cleaning bath, but also deep into water lines within the steel mold plate. This keeps them clean and helps maintain flow and critical heat-transfer characteristics.
The ultrasonic cleaning process can eliminate hours of tedious manual labor, and the use of solvent spray cans and abrasives, helping to provide a quick return on investment. Additional benefits, such as eliminating mold damage from abrasives and improving overall mold operation also impact a shop’s bottom-line savings.



A key word here is process. Simply purchasing an ultrasonic cleaner from the internet, filling it with water and throwing in a splash of dish soap is not going to effectively clean injection molds. The process must be able to accommodate heavy workloads, in many cases in excess of 1,000 pounds. It must also cut tough soils, such as burned-on outgassing residues, grease, rust and scale.
Process Variables
The critical variables in the ultrasonic cleaning process are detergent formulation, detergent concentration, cycle time, operating temperature and equipment. Each of these variables cannot be underestimated when it comes to cleaning injection molds. All variables must be considered.
Detergent formulation. Alkaline (high-pH) detergents are the ideal choice for cutting tough hydrocarbons and rust. Although these types of detergents may contain sodium or potassium hydroxide and can carry significant hazards, according to the safety data sheets, they are usually used at very low concentrations in ultrasonic cleaning, rendering them much more user-friendly than the “as-used” formulation.
Detergent concentration. Compared to other aqueous cleaning processes, the detergent concentration required for ultrasonic cleaning is much lower. This is because ultrasonic cavitation maximizes the detergent’s effectiveness in cleaning.
Cycle time. Depending on the level of contamination on the items to be cleaned, typical cycle time will be five to 30 minutes. If the process takes longer than 30 minutes, increasing detergent concentration and/or operating temperature should be considered, assuming the proper detergent is being used.
Operating temperature. To effectively clean most molds, the operating temperature should be 160-180°F and in rare cases 185-190°F.
Ultrasonic cleaning equipment. The above variables should make it clear that this process is not meant for light-duty equipment. Although a quick search of the internet will yield dozens of ultrasonic equipment suppliers, there are only a few whose equipment will withstand the higher operating temperatures, longer cycle times and more aggressive detergents required to successfully clean injection molds.
In order to create cavitation in the cleaning bath, ultrasonic pressure waves must be transmitted through the tank wall and into the detergent solution. The drivers that create these pressure waves are the heart of any ultrasonic cleaning tank. Known as transducers, these drivers are directly attached to the bottom and/or side of the tank and convert electrical ultrasonic energy into mechanical vibrations. Operating at 180°F for extended periods of time in a busy toolroom requires a robust transducer design. It is important to understand the two transducer types used in industrial ultrasonic cleaning systems: piezoelectric and magnetostrictive.
Piezoelectric transducers are constructed of man-made ceramics. They are the predominant type found on most smaller, tabletop ultrasonic cleaners as well as most of the commercial ultrasonic cleaners on the market. Although some manufacturers metallurgically bond the transducers directly to the tank, others epoxy them. While they will work for a period of time in a heavy-duty application, piezoelectric transducers are subject to decay, and will lose their ability to expand and contract over time. The longer and hotter they run, the faster they will decay, and the more potential there will be for the epoxy bond to break. At some point, the user is left with a heated tank that makes a buzzing sound but has little or no cavitation in the tank, resulting in minimal cleaning effect from the ultrasonic energy.
Magnetostrictive transducers are made of pure nickel and are usually silver-brazed directly to the radiating diaphragm located in the tank bottom or side, depending on tank geometry. While these transducers are more expensive to manufacture, nickel’s inherent magnetostrictive property
is not subject to decay, and the silver-brazed bond creates a permanent metallic joint with the tank. A mag-netostrictive transducer can operate at 180°F or higher for unlimited periods with no degradation in performance. This technology is appropriate for heavy-duty industrial applications that require higher operating temperatures, longer cycle times and more aggressive cleaning chemistries.
Once the mold is ultrasonically cleaned, it just needs a thorough rinsing with clear water, some type of corrosion protection and then drying before it can be returned to service.
Wastewater Disposal
Ultrasonic cleaning systems typically use water-based detergents. To effectively clean tough molding residues, alkaline-based cleaners are recommended. The vast majority of these detergents are biodegradable, but have a high pH level. The question is, can they simply be sent down the sewer when it’s time to change out the tank? The answer is, quite possibly, with the correct pretreatment consisting of neutralization, filtration and oil separation.
Local, publicly owned treatment works (POTW) have jurisdiction over what can and cannot go down the drain, and they likely follow guidelines set by the U.S. Environmental Protection Agency. Due to the large number of rules and regulations, including permissible exposure limits of oils, greases and metals, contacting the local POTW to discuss disposal and provide wastewater solution samples is highly recommended.
One major constituent of the chemistry to be disposed of is its pH level. The pH can range from 0.0 (completely acidic) to 14.0 (completely alkaline), with a pH of 7.0 being neutral (water would be in the 7.0 range). The POTW-regulated limit of any solution going down a drain typically is no lower than a pH of 5.0. On the alkaline side, limits vary per the local POTW, but a maximum level typically is 12.5, as anything above this level is considered hazardous waste.
Fortunately, the EPA allows for elementary neutralization, which entails bringing the pH to within the municipal guidelines (often between 9.0 and 10.0) by adding an acid to the alkaline solution. Citric and phosphoric acids, which are found in soda pop (pH of soda is around 2.5) can be used. The pH level should be checked periodically with pH test strips until the desired level is met. While this may sound overwhelming, the process is really quite simple and no more difficult than adjusting the pH level of a swimming pool.

When disposing of wastewater, consider its pH, which can range from 0.0 (acidic) to 14.0 (alkaline), with 7.0 being neutral. Here, 500 ml of a 3-percent alkaline cleaning solution yields a pH reading of 13 (left), 500 ml of a 3-percent organic acid mixture yields a pH reading of 1 (center), and 250 ml of a a 3-percent alkaline cleaning solution mixed with 250 ml of an organic acid mixture yields a pH reading of 9 (right). Image courtesy of Blue Wave Ultrasonics, Inc..
















Related Content

Laser Welding Versus Micro Welding
The latest battle in finely detailed restoration/repair of mold materials.
Read More
VIDEO: Hot Runner Maintenance Tips
Scott Clark, Hot Runner Business Manager for Husky Technologies, breaks down maintenance practices for hot runner systems.
Read More
The Ins and Outs of Hot Runner Temperature Control
A training checklist that explains the why and how of proper hot runner temperature control and system management.
Read More
Products and Services for Multiple Moldmaking Needs
New year, new technology roundup! Featured here is a collection of product offerings, from profile milling cutters to industry-specific CAD/CAM software to innovative hot work tool steels.
Read MoreRead Next

How to Decrease Your Internal Mold Maintenance Costs, Part 2
A look at the ultrasonic cleaning process in detail, discussing cleaning detergents, process layout and return on investment.
Read More
How to Use Strategic Planning Tools, Data to Manage the Human Side of Business
Q&A with Marion Wells, MMT EAB member and founder of Human Asset Management.
Read More
Reasons to Use Fiber Lasers for Mold Cleaning
Fiber lasers offer a simplicity, speed, control and portability, minimizing mold cleaning risks.
Read More