
Direct Metal Laser Sintering vs. Conventional Tool, Part Two
In this head-to-head comparison, conventional toolmaking seemed to be the superior route to go from a cost, quality and leadtime perspective.




Cost and leadtime breakdown. Charts courtesy of Morris Technologies and Extreme Tool & Engineering.
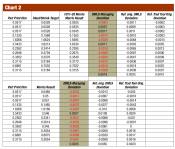
Dimensional results.
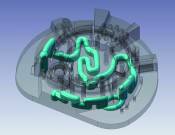
Figure 1. Optimized DMLS-designed cavity and core. Figure courtesy of Morris Technologies and Extreme Tool & Engineering.
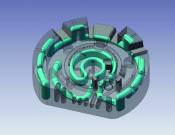
Photo 1. Photo of DMLS MaragingSteel MS1 inserts as grown on steel platform. Photo courtesy of Morris Technologies and Extreme Tool & Engineering.
Many readers may remember the June, 2008 article where a direct comparison was made between the direct metal laser sintering (DMLS) process to create tooling inserts and conventional CNC and EDM processes to make the same geometry. In this head-to-head comparison, conventional toolmaking seemed to be the superior route to go from a cost, quality and leadtime perspective. Recognizing that a few items were not optimal for the DMLS process on the first go-around, Extreme Tool & Engineering (Wakefield, MI) and Morris Technologies, Inc. (Cincinnati, OH) embarked on a second round and found the results to be dramatically different. Using the same part geometry and steps as before, we successfully demonstrated that DMLS inserts will produce good quality injection molded parts with very competitive cost and leadtimes.
First Round
As was noted in the first article, there were two primary factors that drove the DMLS process to compare unfavorably to conventional tool creation. The first factor was the design of the core and cavity. Although certain elements were incorporated that took advantage of the additive layering manufacturing process of DMLS, such as conformal cooling lines, overall the inserts were designed for traditional moldmaking methods that lead to too much mass and thus additional scanning during the DMLS build. This drove both the time and cost much higher.
The second major factor was the alloy that we used in the first comparison. At the time we were ready to build the DMLS inserts, the MaragingSteel MS1 material was just being released to North America and due to some unexpected delays, we were not able to acquire the MS1 material in time for the original comparison.
We still wanted to use a material that had good hardness, thus our choice to use the Cobalt Chromium (CoCr) material. The CoCr material is a very good alloy for direct part creation, but is not recommended for tooling inserts. The time to build the first inserts using CoCr was significantly longer than had we used the MaragingSteel MS1 material (the MS1 material scans roughly twice as fast as the CoCr material) plus the ‘as built’ MS1 inserts are much easier to post-machine than CoCr is.
Another factor that added extra time to our first comparison was the additional work required as a result of the CoCr inserts warping. MS1, on the other hand, is a material not prone to any heat-induced warping—thus the tolerances coming out of the DMLS machine typically are tighter than what we see in CoCr inserts. The combination of stable dimensional accuracies with the ability to take MS1 inserts up to a 50-54 Rockwell C hardness indicates that these inserts can be considered for production applications and not just for prototyping.
Second Round Results
With the above items in mind, Extreme Tool and Morris Technologies designers went about the task of redesigning the inserts to be more DMLS friendly, in the process eliminating a significant amount of volume from each the core and cavity blocks. This is aptly illustrated in the Figure 1.
The redesign of the inserts (Figure 1) in combination with the material change to MaragingSteel MS1 allowed for a reduction in build time of roughly 160 hours (see Photo 1). Above all other factors, this was the most significant contributing item to the success of our second attempt and clearly illustrates the importance of designing to the process and using the appropriate alloy when making tooling inserts via the DMLS process.
Downstream of the build, other timesavings were realized in the post-machining steps due to less warping of the inserts and closer tolerances achieved out of the machine. In total, roughly (56) hours less time was spent post-DMLS build compared to the original time spent on the first inserts (106 hours)—a 53 percent reduction in post-insert machining time.
Chart 1 shows that tremendous progress was made on the second round of producing inserts via DMLS over the first round.
Instead of showing almost twice the cost and 40 percent more leadtime to create the inserts that we saw in the first round compared to the traditional route, the second round now shows the DMLS MS1 inserts to be roughly 7 percent less cost and 25 percent less time to produce.
Although the traditionally manufactured inserts still show a slight advantage in holding tighter tolerances, this second round of DMLS inserts witnessed an ability to hold much tighter tolerances than the CoCr inserts and they compare favorably to conventionally machined/EDM inserts (see Chart 2).
Although traditional methodologies will still be twice as accurate on average as DMLS produced inserts, for applications where tolerances can fall in the +/-0.002” range DMLS may be a solid fit. Where the tolerances need to be held tighter, creating DMLS inserts as near net shape and post-machining may be another cost-effective way to reduce time and cost.
Summary
In the first comparison that we ran using DMLS versus conventional toolmaking technologies, we saw DMLS falling short in all categories that we were tracking—including cost, leadtime and quality. However, many lessons were learned that were applied to the subsequent round of comparisons and using designs more focused for the DMLS process and the appropriate alloy for making inserts, we have demonstrated that DMLS is a technology that can help reduce costs and leadtimes while still producing accurate parts. When adding the advantages that conformal cooling lines have over conventional toolmaking technologies, DMLS becomes both a viable and potentially a very powerful technology to consider for those projects that fit well with the process.












Related Content

MoldMaking Technology's Most-Viewed Content 2022: Products
MMT shares the five top-viewed technologies, equipment and services of 2022 in each Engineer, Build, Maintain and Manage tenet based on Google Analytics.
Read More
Large Hybrid Steel Insert Solves Deformation, Dimensionality, Cycle Time Problems
DMLS printers using metal additive powders selected by Linear AMS to produce high-quality, accurate, consistent 3D-printed mold components with certification and traceability.
Read More
Variable Density-Coated Tool Steel for High-Wear Molds
A mold builder can have an abundance of venting and fully dense solid areas in steel by using variable density sintering to eliminate gas trap defects in high-wear molds.
Read More
MMT Chats: 4 Keys to a Successful Mold-Building Operation: Innovation, Transparency, Accessibility and Relationship
MoldMaking Technology Editorial Director Christina Fuges chats with Steve Michon, co-owner of Zero Tolerance in Clinton Township, Michigan, about the excitement of solving problems, the benefits of showing gratitude, the real struggle with delegation and the importance of staying on top of technology. This episode is brought to you by ISCAR with New Ideas for Machining Intelligently.
Read MoreRead Next

Direct Metal Laser Sintering and Tooling
The applications, benefits and limitations of direct metal laser sintering for mold manufacture.
Read More
Reasons to Use Fiber Lasers for Mold Cleaning
Fiber lasers offer a simplicity, speed, control and portability, minimizing mold cleaning risks.
Read More
How to Use Strategic Planning Tools, Data to Manage the Human Side of Business
Q&A with Marion Wells, MMT EAB member and founder of Human Asset Management.
Read More