





Tool life is key to a company’s bottom line and profitability. With the design and building stages complete, it is time to set the mold in the press and develop a process. Here are key press settings and essential preventative maintenance steps to improve mold life.
Increase Mold Life

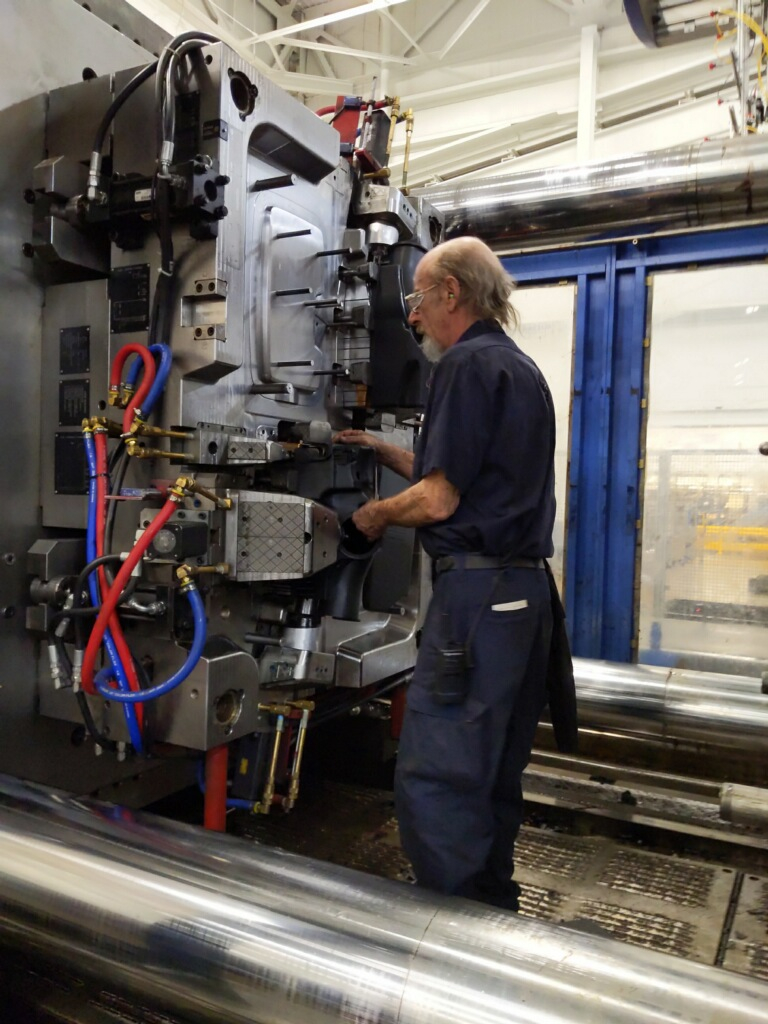
Mold life is contingent upon proper setup, implementation, and maintenance procedures. Image courtesy of 2K Tool in Wyoming, Michigan.
Mark circuits and supply and return requirements clearly to prevent incorrect mold installation.
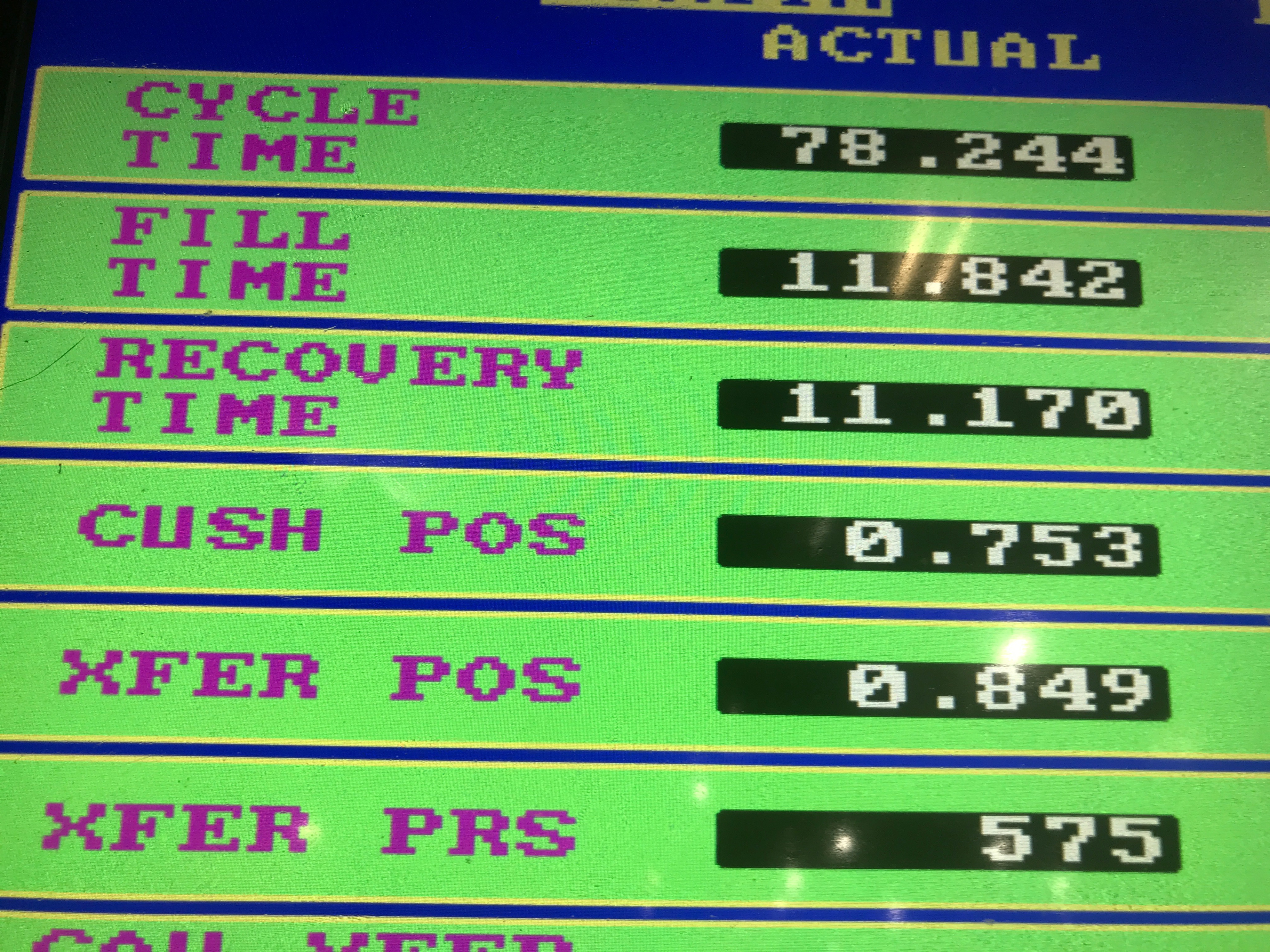
Press settings such as these on the Cincinnati Extreme controller are vital to improving mold life. Image courtesy of 2K Tool.
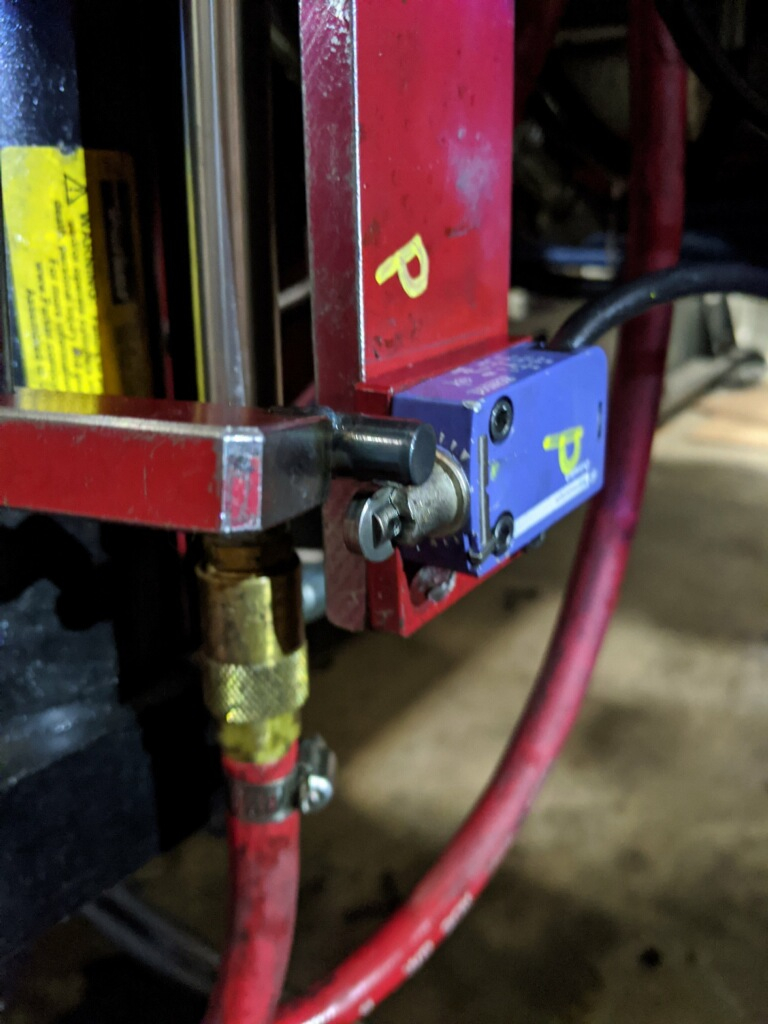
Ensuring that the transition from close fast to close slow is smooth, and that the close slow condition occurs just before component/pin match up is important to mold life. Image courtesy of 2K Tool.

Verify that you are using adequate tonnage for each mold. Image courtesy of 2K Tool

Always inspect, clean, and grease molds in production environments a minimum of once per shift.
1 Tonnage
Verify that you are using adequate tonnage for each mold. If an operator uses too little tonnage, the injection pressure can exceed the tonnage requirements and blow open the mold. If an operator uses excessive tonnage, the machine will apply excessive compression on parting lines, vent areas and mold components, damaging the tool.



To avoid these situations, use the following formula to determine the proper tonnage for each mold:
Cavity Area = Length x Width of mold face (in/2)
Parts Area (Pa) = Cavity Area × # of Cavities
Tonnage (T) = Parts Area × *(T) 3 tons/in2
(Note: thin-walled or high viscosity applications may require up to (T)5 tons/in2)
2 Low-pressure close
Set up a low-pressure close (LPC) on the press to protect the mold. Set the high-pressure lock-up position no higher than 0.05 above the actual mold touch position. Also cycle the mold to reduce LPC pressure until the mold does not lock up. Pressure rises slowly, allowing just enough pressure for the mold to transition from low-pressure to high-pressure lock up. Also, set the mold close timer to 0.5 secs above the actual mold close time requirement. For example, if the actual mold close time is 0.76 secs, set the mold close timer at 1.26 seconds.
3 Core set up
Limit core pressures and speeds to the application’s requirements. Keep in mind that pressure can limit speed, but speed does not affect pressure set points. Fire cores based on position and not time to prevent crash conditions. Core operation affects cycle speed. Closely monitor core operation to identify signs that components are setting or pulling erratically.
4 Mold open and close
Clamp speeds are definite drivers of cycle time, but faster speeds are not better, as they can cause tool wear or damage. Monitor close fast speeds for signs of lunging that can cause mold drop and potential pin and component misalignment. Ensure the transition from close fast to close slow is smooth and that the close slow condition occurs just before component/pin match up. Ensure the transition between mold breakaway and mold open fast is also smooth, with the open fast segment occurring after all of the components have cleared the pins.
5 Ejection set up
Incorrect set points can endanger mold life through over-stroking or improper part ejection that causes parts to close up between mold halves. Base forward positions on the required amount of separation to properly remove parts from the mold. Over-stroking causes excessive strain on ejector pins and lifters. Part extraction should never require bottoming out the ejector plate. To reduce stress on ejection components, ensure pressure set points only use the required amount.
6 Hot runners and valve gates
Start up and shut down methods impact mold life. Poor start ups lead to over-packed cavities that require mold tear down and service. Before running parts, manually fire valve gates to verify proper set up and good working condition. Purge plastic through the hot runner drops to verify they are warm and ready for startup. During hot runner shut down, run the barrel dry and immediately reduce hot runner temperatures to reduce the risk of degradation.
7 Mold watering
Increased mold temperatures can adversely affect mold life, so limit mold temperatures to minimum requirements for acceptable part aesthetics. Also, ensure that mold half temperatures do not exceed a 20ºF variance between the stationary and movable halves. Temperatures above this scope cause improper heat soak conditions and poor tool mating conditions that damage the tool. Mark circuits and supply and return requirements clearly to prevent incorrect mold installation.
8 Mold cleaning and care
Always inspect, clean and grease molds in production environments a minimum of once per shift. Watch for signs of wear, such as galling, parting line wear, burrs and metal shavings. Develop a regular preventative maintenance schedule, keep mold service records and review repetitive service/repair events to establish preventative maintenance frequencies that will help reduce unplanned service events.
Verify that slide slots are greased and that slides are functioning properly. Watch for signs of detent failure and loose gibs. Verify that slide positions are correct as you exit the mold after every cleaning and inspection. Use rust preventative when a mold will not be used for more than 6 hours, and coat textured and polished areas thoroughly to prevent rust damage.
The difference between the success or failure of a company’s tooling approach hinges upon its set up, implementation and maintenance procedures covered in this checklist.
Garrett MacKenzie is the owner and editor of Plastic411 Training and Consultant Services. He has been in plastic injection for 33 years, working as a process engineering manager for ABC Undercar Group and a consultant/trainer for companies throughout the U.S. He can be reached at garrett@plastic411.com












Related Content

How to Use Diffusion Bonding to Optimize a Mold’s Thermal Performance
Joining dissimilar metals has tremendous potential for conformal cooling, but to successfully use diffusion bonding, a mold builder must understand the complexities of the interface and its effect on the chemical and thermo-mechanical properties of the bond.
Read More
Machine Hammer Peening Automates Mold Polishing
A polishing automation solution eliminates hand work, accelerates milling operations and controls surface geometries.
Read More
What You Need to Know About Hot Runner Systems and How to Optimize Their Performance
How to make the most out of the hot runner design, function and performance.
Read More
The In's and Out's of Ballbar Calibration
This machine tool diagnostic device allows the detection of errors noticeable only while machine tools are in motion.
Read MoreRead Next

Maintenance Matters: Look How Far Mold Repair Has Come
To understand how repair shops have changed over 20 years, look at a company’s ability to break down, measure and apply specific data in the five factors of total mold control.
Read More
Reasons to Use Fiber Lasers for Mold Cleaning
Fiber lasers offer a simplicity, speed, control and portability, minimizing mold cleaning risks.
Read More
How to Use Continuing Education to Remain Competitive in Moldmaking
Continued training helps moldmakers make tooling decisions and properly use the latest cutting tool to efficiently machine high-quality molds.
Read More