
Waterjet: A New Spin on an Old Trade
Waterjet technology helps moldmakers evolve and become more versatile.




Waterjet is the most versatile cutting system on the market, and can open moldmakers' doors to many new streams of revenue. It can cut virtually any material, including glass, ceramic, wood, stone, plastic and rubber.

The domestic die/mold industry is facing a global market, making this traditional competitive business even tougher.

Moldmakers should embrace new products and processes that stimulate new opportunities and markets.

In moldmaking, EDM is the conventional method of machining.

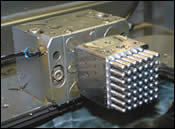
A sample part of 6061 aluminum was cut on both EDM and waterjet. The waterjet showed a 73 percent time savings over EDM. Photos courtesy of MC Machinery Systems, Inc.
Mold building has long been a cornerstone of the U.S. manufacturing market. This traditional process has evolved significantly in recent decades, from using hand files for removing excess materials and gas-fired ovens for hardening steel to relying on modern technology and computerized programs to achieve superior quality and top productivity.
Tool and die makers of the 21st century can be divided into two main categories: traditionalists and progressives. Each group can be easily defined by its perspective on the industry. Traditionalists are the oldest generation of tool and die makers; their focus is on manual application of skills to complete a job. Progressives are the new generation of tool and die makers. They put more energy into improving an overall process, and rely on the equipment and software to complete a job.



The domestic die/mold industry is now facing a global market, making this traditionally competitive business even tougher. The greatest single threat to the tool and die industry is resistance to change. Ongoing evolution includes adding automation and programming software, streamlining processes and incorporating new technologies.
A Technology Complement to EDM
Waterjet, for example, is a technology that is becoming increasingly accepted as a complement to EDM. For moldmakers, waterjet’s speed is ideal for reducing production times attached to roughing and bulk material removal before finishing on EDM.
In moldmaking, EDM is the conventional method of machining. It is used to remove material from the workpiece, producing a blind cavity. EDM uses fuzzy logic technology, which responds to minor changes in machining conditions to deliver sub-micron finishes. EDM has brought dramatic improvements to moldmakers including accuracy, quality, productivity and profitability.Ram or sinker EDM is commonly used in the moldmaking process. This non-contact machining method with its low-pressure flushing allows very thin sections and fine finishes to be produced.
A recent study1 compares the cut rates of wire EDM and waterjet technologies on a one-inch thick piece of steel. The EDM test cut was performed using 0.012" wire, and resulted in .250"/minute. The waterjet test cut showed a cut rate of 2.9"/minute, more than 10 times faster than the EDM (see Chart 1).
The Basics
Waterjet uses a high-pressure stream of water with an abrasive such as garnet to cut excess material away from a workpiece. No heat is generated during waterjet cutting, eliminating the risk of material property distortion. And, because excess material is cut away in chunks rather than chips, it can be saved and reused on other jobs.
Roughing with ram or wire EDM creates a heat-affected zone, in which the material has been heated but not melted. This heat-affected zone can alter performance of the material. Roughing with ram EDM produces a high level of energy and greatly increases the risk of heat distortion affecting the quality of a final workpiece.
During waterjet cutting, the stream accuracy varies as it leaves the orifice of the nozzle, impairing wall straightness and surface finish. While waterjet technology is significantly faster, it cannot come close to achieving the edges, precision and tolerances of EDM. This is why the two technologies are now being viewed as such a complementary pair.
Moldmaking Benefits
For die and moldmakers specifically, waterjet best complements EDM by taking care of the time-consuming, less accurate work, then using EDM for the high accuracies and tight tolerances required in the industry.
Waterjet goes far beyond the basic fabrication applications it’s commonly known for, and brings speed and flexibility into EDM environments. Another time study2 performed on a one-inch thick part with a two-inch diameter, showed a 28 percent time savings when roughed on waterjet versus being roughed on an EDM (see Chart 2, page 32).
Versatility
The versatility of waterjet is just as important to the die/mold industry as its speed. Business for U.S. manufacturers is not guaranteed, and it is up to domestic moldmakers to develop specialized processes and incorporate the technologies that will help them survive. Waterjet technology allows moldmakers and other manufacturers categorized as a niche player to branch outside of that small market segment and broaden its customer base.
EDM is a very specialized machining process. It uses spark erosion to cut and can only be used on electrically conductive materials such as graphite and metal. Waterjet, on the other hand, is the most versatile cutting system on the market. It can cut a much broader range of material, regardless of composition. Some examples include glass, ceramic, wood, stone, plastic and rubber.
| Chart 1 | ||
| Steel Thickness | EDM Cut Rate (.012" wire) |
WATERJET |
| 1.0" | .250"/min | 2.9"/min |
| 1.5" | .170"/min | 2.0"/min |
| 2.0" | .120"/min | 1.5"/min |
| Charts courtesy of MC Machinery Systems, Inc. | ||
| Chart 2 | ||
| 1" Thick Steel Material | EDM | WATERJET |
| Linear Inches Per Hour |
15"/hour | 174"/hour |
Edge finish of waterjet machined parts is smooth and satiny, with no jagged edges, slag or burrs, eliminating the need for other finishing processes such as grinding. Waterjet requires no tool changing or part repositioning, saving associated time and expenses. And, for parts that don’t require the tolerances that EDM can deliver, waterjet can often produce the part in as little as 1/10 of the time EDM would require.
Summary
One thing to consider when purchasing a new piece of capital equipment is its ROI. For waterjet, as cut speed goes up, cost per inch goes down. Therefore, peak performance and profitability result from cutting at optimum speeds. Overhead costs associated with cutting (abrasive, power, water, filters, etc.) are at their minimum when the machine is operating at its maximum horsepower and cutting at the fastest possible speed. Cost justification for bringing waterjet into a mold shop comes in the form of increased production and broader capabilities.
Moldmakers have to continually look for ways to improve their productivity and capabilities. Incorporating new technologies such as waterjet will not only make moldmakers more efficient, its versatility will stimulate new opportunities and open doors to new markets. This adds a level of security to an unpredictable industry future.
References
1,2 Study by MC Machinery Systems, Inc., manufacturer of Mitsubishi EDM and Waterjet Powered by Mitsubishi Electric.
















Related Content

Maintaining a Wire EDM Machine
To achieve the ultimate capability and level of productivity from your wire EDM on a consistent, repeatable and reliable basis, regular maintenance is a required task.
Read More
Surface Finish: Understanding Mold Surface Lingo
The correlation between the units of measure used to define mold surfaces is a commonly raised question. This article will lay these units of measure side by side in a conversion format so that companies can confidently understand with what they are dealing.
Read More
The Benefits of Hand Scraping
Accuracy and flatness are two benefits of hand scraping that help improve machine loop stiffness, workpiece surface finish and component geometry.
Read More
Machining Center Spindles: What You Need to Know
Why and how to research spindle technology before purchasing a machining center.
Read MoreRead Next

Waterjet Cutting and Where It Fits in the Mold Build Process
Waterjet features and applications mold manufacturers should consider.
Read More
Improved Profitability through Process Improvement
Hard milling, automation and magnetic workholding are a winning combination.
Read More
Improve Shop Competitiveness With Five-Axis Capability
The key to keeping work local, while still remaining profitable, is a willingness to evaluate and dramatically alter your shop’s processes by investing in new technology.
Read More